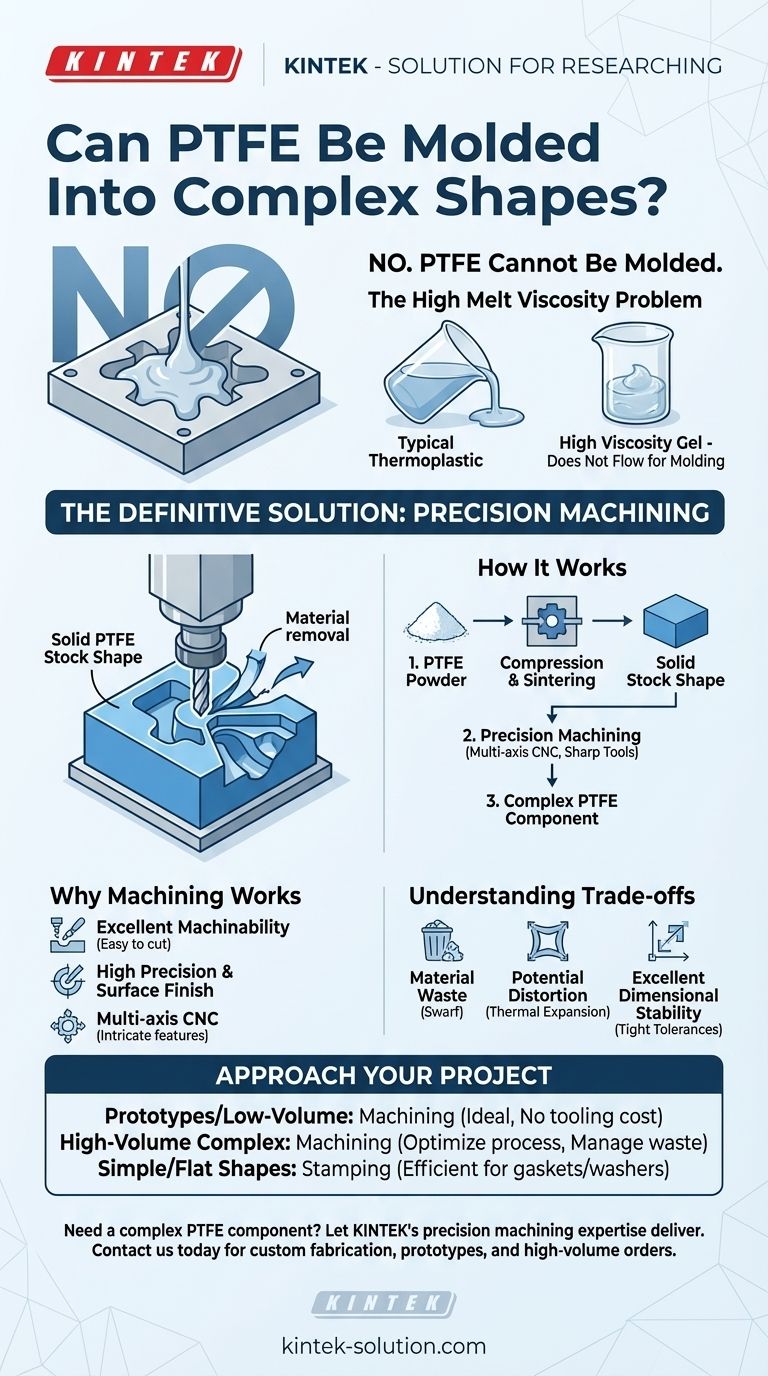
В отличие от традиционной переработки пластмасс, ПТФЭ нельзя формовать в сложные формы. Его чрезвычайно высокая температура плавления и гелеобразная консистенция при нагревании не позволяют ему заполнять форму, как обычные термопласты. Следовательно, универсальным методом создания сложных компонентов из ПТФЭ является механическая обработка из сплошных заготовок.
Основная проблема с ПТФЭ заключается в его неспособности к переработке в расплавленном состоянии. Окончательное решение состоит в том, чтобы изменить ваше мышление с формования на механическую обработку — субтрактивный процесс, при котором сложные геометрии вырезаются из сплошного блока или стержня материала.

Почему ПТФЭ не поддается традиционному формованию
Уникальная молекулярная структура политетрафторэтилена (ПТФЭ) является источником его желаемых свойств, но она также определяет его производственные ограничения.
Проблема высокой вязкости при плавлении
В отличие от обычных пластмасс, таких как полиэтилен или полипропилен, ПТФЭ на самом деле не плавится в жидкость с низкой вязкостью. Когда он достигает температуры перехода (около 327°C), он становится полупрозрачным гелем с высокой вязкостью, который не течет.
Это поведение делает его совершенно непригодным для традиционных методов переработки в расплавленном состоянии, таких как литье под давлением, которые полагаются на легкое течение материала для заполнения каждой детали полости формы.
Как формируются стандартные заготовки
Вместо плавления детали из ПТФЭ начинаются с мелкого порошка. Этот порошок спрессовывается в простую предварительную форму (например, заготовку, стержень или лист), а затем нагревается в печи для спекания.
Этот процесс сплавляет частицы вместе, создавая сплошную, плотную стандартную заготовку. Именно эти предварительно сформированные заготовки становятся сырьем для создания сложных деталей.
Окончательное решение: точная механическая обработка
Поскольку его нельзя формовать, промышленность полагается на субтрактивное производство для изготовления сложных компонентов из ПТФЭ. К счастью, ПТФЭ исключительно хорошо подходит для этого процесса.
Превосходная обрабатываемость ПТФЭ
ПТФЭ — относительно мягкий материал, который очень легко обрабатывается. Процесс часто сравнивают с обработкой твердой древесины и его можно выполнять с использованием стандартного механического оборудования.
Эта простота обработки гарантирует, что даже очень сложные конструкции могут быть изготовлены с высокой точностью и отличной чистотой поверхности.
Ключевые методы для точности
Для создания сложных геометрий незаменимы многоосевые станки с ЧПУ (3, 4 и 5 осей). Они позволяют режущему инструменту приближаться к детали с разных сторон, что позволяет создавать сложные элементы без переустановки заготовки.
Для достижения наилучших результатов требуются острые инструменты, точный контроль скоростей резания и подачи, а также стабильные методы крепления заготовки, такие как вакуумные приспособления, чтобы предотвратить деформацию мягкого материала под давлением зажима.
Начало работы с заготовками увеличенного размера
Большинство стандартных заготовок из ПТФЭ намеренно продаются немного большего размера. Эта отраслевая практика предоставляет механику дополнительный материал, чтобы гарантировать, что они смогут достичь окончательных, точных размеров, требуемых проектными спецификациями.
Понимание компромиссов
Хотя механическая обработка является очевидным решением, важно понимать присущие этому субтрактивному процессу компромиссы по сравнению с формованием.
Неизбежные отходы материала
Основным недостатком механической обработки являются отходы материала. Каждый элемент, вырезанный из сплошной заготовки, становится отработанным материалом (стружкой). Для очень сложных деталей со значительным удалением материала это может повлиять на общую стоимость.
Потенциал для искажения
Как мягкий материал с высоким коэффициентом теплового расширения, ПТФЭ может быть подвержен деформации. Неправильное давление зажима или тепло, выделяемое тупым инструментом, может поставить под угрозу точность размеров конечной детали.
Отличная стабильность размеров
Несмотря на эти риски, качественно выполненная механическая обработка дает очень точные результаты. Справочные материалы подтверждают, что как стандартный ПТФЭ, так и ПТФЭ со стеклонаполнением обладают превосходной стабильностью размеров, что критически важно для обеспечения соответствия конечной детали строгим допускам.
Как подойти к вашему проекту из ПТФЭ
Выбор правильной стратегии зависит от вашего конкретного применения и объема производства.
- Если ваш основной акцент делается на прототипах или мелкосерийном производстве: Механическая обработка является идеальным и наиболее экономически эффективным методом, поскольку она не требует инвестиций в дорогостоящую оснастку для литья.
- Если ваш основной акцент делается на сложнодетализированной детали в больших объемах: Механическая обработка остается необходимым методом, но сосредоточьтесь на оптимизации процесса с помощью многоосевого ЧПУ для минимизации настроек и разработке стратегии для управления затратами на материалы.
- Если ваш основной акцент делается на очень простых плоских формах: Для таких деталей, как прокладки или шайбы, штамповка из листа ПТФЭ может быть очень эффективной альтернативой механической обработке отдельных компонентов.
Используйте механическую обработку как ключ к раскрытию полного потенциала ПТФЭ для ваших самых требовательных применений.
Сводная таблица:
| Метод изготовления ПТФЭ | Ключевая характеристика | Лучше всего подходит для |
|---|---|---|
| Формование | Невозможно; ПТФЭ не течет при нагревании | Н/П |
| Механическая обработка из заготовки | Субтрактивный процесс; превосходная обрабатываемость | Сложные формы, прототипы, высокоточные детали |
| Штамповка | Резка из листового материала | Простые плоские формы, такие как прокладки |
Нужен сложный компонент из ПТФЭ? Доверьтесь опыту точной механической обработки KINTEK.
Хотя ПТФЭ нельзя формовать, наши передовые возможности ЧПУ-обработки преобразуют сплошные заготовки из ПТФЭ в высокосложные, прецизионные детали для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Мы специализируемся на изготовлении на заказ — от прототипов до крупносерийных заказов — обеспечивая стабильность размеров и точное соответствие спецификациям.
Свяжитесь с нами сегодня, чтобы обсудить ваш проект и получить расценки на изготовленные на заказ уплотнения, футеровки, лабораторную посуду и многое другое из ПТФЭ.
Визуальное руководство
Связанные товары
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Реакционный сетчатый фильтр из ПТФЭ для высоких температур с настраиваемыми слоями и точными размерами пор для устройств разделения проб с резьбовым соединением
- Стерильный шприц из чистого ПТФЭ для дозирования химикатов и интеграции с шприцевыми насосами с совместимостью с трубкой из ФЭП
- Устройство для равномерного разделения квадратных мембран из высокочистого ПТФЭ для центров trace-анализа и контроля заболеваний: чистая поверхность, антипригарные свойства, отсутствие выщелачивания
Люди также спрашивают
- Какие виды готовой продукции производятся из ПТФЭ? Уплотнения, подшипники, лабораторная посуда и многое другое
- Каковы преимущества ПТФЭ с точки зрения срока хранения и интервалов обслуживания? Максимизация надежности и минимизация простоев
- Каков рабочий температурный диапазон лабораторной посуды из ПТФЭ? Освоение термических пределов от -200°C до +260°C
- Каковы основные свойства химической стойкости лабораторного оборудования из ПТФЭ? Непревзойденная чистота и инертность
- Каков диапазон химической совместимости лабораторной посуды из ПТФЭ? Исследуйте почти универсальную химическую стойкость.



















