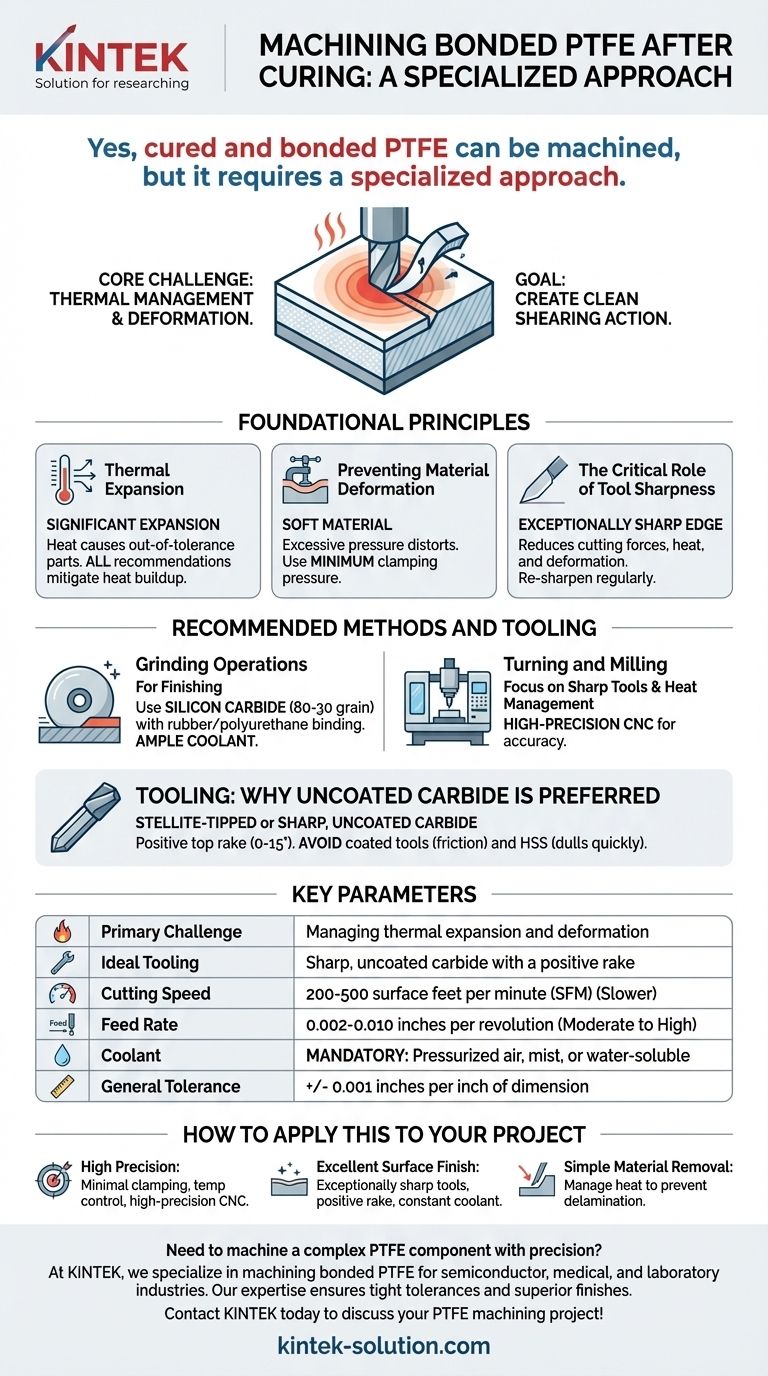
Да, отвержденный и спеченный ПТФЭ можно обрабатывать на станке, но это требует специализированного подхода. Успех зависит от использования традиционных методов, таких как шлифование, токарная или фрезерная обработка, при этом необходимо адаптировать инструменты и параметры для управления уникальными свойствами материала, такими как высокое тепловое расширение и мягкость.
Основная проблема при обработке ПТФЭ заключается не в твердости материала, а в управлении температурой и деформации. Цель состоит в том, чтобы использовать исключительно острые инструменты для создания чистого процесса среза, генерируя отдельную стружку, а не растирать или плавить материал, что приводит к плохому качеству поверхности и неточности размеров.

Основные принципы обработки ПТФЭ на станке
Чтобы эффективно обрабатывать ПТФЭ, вы должны контролировать его присущие характеристики. Игнорирование этих принципов является основной причиной неудачных попыток.
Основная проблема: тепловое расширение
ПТФЭ значительно расширяется и сжимается при изменении температуры. Трение от обработки может генерировать достаточно тепла, чтобы деталь вышла за пределы допуска еще до того, как рез будет завершен.
Все последующие рекомендации — от выбора инструмента до использования охлаждающей жидкости — направлены на снижение этого тепловыделения.
Предотвращение деформации материала
ПТФЭ — мягкий материал. Чрезмерное усилие зажима в тисках или патроне легко исказит деталь, что приведет к неточным конечным размерам.
Аналогично, тупые инструменты или агрессивные резы будут толкать и деформировать материал, а не резать его чисто.
Критическая роль остроты инструмента
Исключительно острая режущая кромка является обязательным условием. Острый инструмент снижает силы резания, что, в свою очередь, минимизирует тепловое трение и деформацию материала.
Инструменты следует регулярно перетачивать для поддержания этой острой кромки, поскольку даже незначительный износ может резко ухудшить производительность.
Рекомендуемые методы обработки и инструменты
Хотя используются стандартные станки, оснастка и настройка специфичны для требований ПТФЭ.
Оснастка: почему предпочтителен твердый сплав без покрытия
Твердосплавные инструменты со стеллитным наконечником или острые твердосплавные инструменты без покрытия являются идеальным выбором. Инструменты с покрытием могут увеличить трение, в то время как быстрорежущая сталь (HSS) слишком быстро тупится.
Положительный передний угол (от 0 до 15 градусов) на инструменте помогает создать режущее действие и снижает силы резания, способствуя более чистому резу.
Шлифовальные операции
Шлифование является распространенным и эффективным методом финишной обработки отвержденного ПТФЭ.
Используйте шлифовальные круги из карбида кремния (зернистость 80-30) с резиновой или полиуретановой связкой. Для более тонкой отделки можно использовать круг из оксида алюминия. Скорость шлифования должна быть аналогична скорости, используемой для чугуна, с открытым кругом и достаточным количеством охлаждающей жидкости.
Токарная и фрезерная обработка
При токарной и фрезерной обработке основное внимание уделяется острым инструментам и управлению теплом. Высокоточные станки с ЧПУ обеспечивают контроль, необходимый для точных и повторяемых результатов.
Понимание подводных камней и ключевых параметров
Успех заключается в балансировании нескольких конкурирующих факторов. Ошибка в одном из них может поставить под угрозу всю операцию.
Баланс между скоростью и подачей
Существует тонкая взаимосвязь между скоростью резания и подачей.
Обычно используйте более низкие скорости резания (начальный диапазон 200-500 футов в минуту по поверхности) и умеренные или высокие подачи (от 0,002 до 0,010 дюйма на оборот). Эта комбинация гарантирует, что инструмент активно удаляет стружку, а не трется о поверхность, что привело бы к чрезмерному нагреву. Слишком медленная подача вызывает трение; слишком быстрая подача может вызвать сколы.
Важность охлаждающей жидкости
Достаточное охлаждение является обязательным. Используйте сжатый воздух, систему распыления или водорастворимую охлаждающую жидкость для постоянного отвода тепла и стружки из зоны резания. Это самый прямой способ борьбы с тепловым расширением во время резания.
Закрепление заготовки и усилие зажима
Прикладывайте минимальное усилие зажима, необходимое для надежного удержания заготовки. Это предотвращает искажение или сжатие материала, что нарушит точность размеров.
Достижение жестких допусков
Общее правило для общих допусков на деталях из ПТФЭ — +/- 0,001 дюйма на дюйм размера. Более жесткие допуски достижимы, но требуют высокостабильных, армированных марок ПТФЭ и тщательного контроля всего процесса обработки.
После обработки: снятие заусенцев
После обработки на ПТФЭ остаются острые кромки или «заусенцы». Их необходимо аккуратно удалить острым ножом или специальным инструментом для снятия заусенцев, так как они могут повлиять на работу или сборку конечной детали.
Как применить это к вашему проекту
Ваши конкретные параметры будут зависеть от вашей основной цели.
- Если ваш основной акцент — высокая точность и жесткие допуски: Уделите первостепенное внимание минимальному усилию зажима, контролируемой температуре окружающей среды и высокоточному управлению ЧПУ.
- Если ваш основной акцент — превосходная чистота поверхности: Сделайте упор на использование исключительно острых твердосплавных инструментов без покрытия с положительным передним углом и постоянной подачей охлаждающей жидкости.
- Если ваш основной акцент — простое удаление материала: Вы можете быть более гибкими, но управление теплом для предотвращения расслоения клеевого соединения остается критическим фактором.
В конечном счете, успешная обработка ПТФЭ — это процесс тонкой настройки, который вознаграждает внимание к острым инструментам и температурному контролю.
Сводная таблица:
| Ключевой параметр | Рекомендация |
|---|---|
| Основная проблема | Управление тепловым расширением и деформацией |
| Идеальная оснастка | Острый твердый сплав без покрытия с положительным передним углом |
| Скорость резания | 200-500 футов в минуту по поверхности (SFM) |
| Подача | 0,002-0,010 дюйма на оборот |
| Охлаждающая жидкость | Сжатый воздух, распыление или водорастворимая охлаждающая жидкость обязательны |
| Общий допуск | +/- 0,001 дюйма на дюйм размера |
Нужна обработка сложного компонента из ПТФЭ с высокой точностью?
В KINTEK мы специализируемся на обработке спеченного ПТФЭ для полупроводниковой, медицинской и лабораторной промышленности. Наш опыт в управлении тепловым расширением и использовании специализированной оснастки гарантирует, что ваши детали будут соответствовать жестким допускам и превосходной чистоте поверхности.
Мы предлагаем изготовление на заказ от прототипов до крупносерийных заказов. Позвольте нам взять на себя сложности обработки ПТФЭ, чтобы вы получили надежную, высокопроизводительную деталь.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваш проект по обработке ПТФЭ!
Визуальное руководство
Связанные товары
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Специальные наполненные графитом стержни из ПТФЭ для передовых промышленных применений
- Уплотнительные ленты из ПТФЭ для промышленного и высокотехнологичного применения
- Коррозионностойкая мешалка из ПТФЭ и настраиваемый зубчатый диспергирующий диск для смешивания в химической и фармацевтической промышленности
Люди также спрашивают
- Как корзина для подложек из ПТФЭ (фторопласта) способствует эффективной промывке и сушке подложек? Повышение эффективности лабораторных процессов
- В чем заключается принцип работы корзины из ПТФЭ (фторопласта)? Оптимизация потока жидкости и чистоты для химического погружения
- Как конструктивная особенность цветка из ПТФЭ обеспечивает равномерный доступ жидкости к субстратам? Оптимизация лабораторных выходов
- Каковы основная функция и применение корзины из ПТФЭ типа «цветок»? Экспертное руководство по высокочистой обработке
- Каковы основные функции и конструктивные особенности корзины для цветов из ПТФЭ? Оптимизация высокочистой химической обработки



















