Чтобы эффективно минимизировать образование заусенцев при механической обработке ПТФЭ, необходимо использовать исключительно острые инструменты с положительным передним углом, применять высокие скорости резания в сочетании с медленной подачей и обеспечивать постоянное охлаждение. Эти три элемента работают вместе, чтобы чисто срезать материал, а не проталкивать или разрывать его, что является основной причиной образования заусенцев в этом мягком, «тянущемся» полимере.
Основная проблема обработки ПТФЭ заключается не в его твердости, а в его мягкости и высоком коэффициенте теплового расширения. Успех зависит не столько от агрессивного снятия материала, сколько от подхода, основанного на тонкой настройке, который учитывает склонность материала к деформации под давлением и температурой.

Понимание уникальных проблем обработки ПТФЭ
Прежде чем применять конкретные методы, важно понять, почему политетрафторэтилен (ПТФЭ) ведет себя иначе, чем металлы или даже другие пластики. Его свойства являются коренной причиной распространенных проблем при обработке, таких как образование заусенцев.
Проблема мягкости и деформации
ПТФЭ чрезвычайно мягкий и имеет низкий модуль упругости. Вместо того чтобы чисто откалываться, как жесткий материал, он имеет тенденцию продавливаться, растягиваться и рваться при воздействии режущего инструмента. Эта пластическая деформация и создает ворсистые, трудноудаляемые заусенцы вдоль режущей кромки.
Высокий коэффициент теплового расширения
ПТФЭ значительно расширяется и сжимается при изменении температуры. Трение от режущего инструмента генерирует локальное тепло, заставляя материал набухать во время резания, а затем сжиматься по мере остывания. Эта термическая нестабильность затрудняет соблюдение жестких допусков и может усугубить образование заусенцев, поскольку материал деформируется вокруг инструмента.
Ползучесть под напряжением и низкая жесткость
Этот материал подвержен «ползучести под напряжением», что означает, что он медленно деформируется с течением времени при удержании под давлением. Чрезмерное усилие зажима при установке может легко сжать деталь, что приведет к неточным размерам и дефектам после снятия давления.
Основные принципы обработки без заусенцев
Учет свойств ПТФЭ требует специфического и дисциплинированного подхода. Сосредоточение внимания на следующих трех областях даст наиболее значительные улучшения в качестве реза.
Инструментарий: острота и геометрия имеют первостепенное значение
Самым важным фактором является сам режущий инструмент. Тупой или неправильно сформированный инструмент будет проталкивать материал, а не срезать его.
Используйте инструменты из быстрорежущей стали (HSS) или твердого сплава, при этом инструменты с наконечниками из стеллита также являются отличным вариантом из-за их износостойкости.
Режущая кромка должна быть чрезвычайно острой и отполированной, часто ее называют «острой как бритва». Это уменьшает трение и способствует чистому срезающему действию.
Используйте положительный передний угол (обычно 0–15 градусов). Эта геометрия помогает отводить стружку от заготовки и значительно снижает силы резания, минимизируя деформацию материала.
Скорости и подачи: нелогичный баланс
Идеальное сочетание для ПТФЭ — высокая скорость резания и медленная подача. Это может показаться нелогичным, но это необходимо для чистого реза.
Высокие скорости резания (от 200 до 1000 м/мин) гарантируют, что кромка инструмента движется достаточно быстро, чтобы срезать материал до того, как он успеет деформироваться.
Медленные скорости подачи не позволяют инструменту снимать слишком много материала за один раз, снижая давление и трение. Это дает инструменту время чисто прорезать ПТФЭ, не «сгребая» его.
Также рекомендуется небольшая глубина резания для дальнейшего снижения сил резания.
Терморегулирование: роль СОЖ
Контроль тепла является обязательным условием для поддержания стабильности размеров и уменьшения заусенцев.
Обильное применение охлаждающей жидкости (СОЖ) имеет решающее значение. Сжатый воздух часто эффективен для удаления стружки и обеспечения некоторого охлаждения без химического взаимодействия.
Для более интенсивных операций водорастворимые СОЖ или смазочные материалы очень эффективны для рассеивания тепла и предотвращения набухания материала.
Распространенные ошибки и постобработка
Даже при идеальной технике природа ПТФЭ создает постоянные проблемы, требующие бдительности.
Опасность чрезмерного зажима
Никогда не используйте такое же усилие зажима для ПТФЭ, как для металла. Используйте ровно столько силы, сколько необходимо для фиксации детали. Чрезмерное затягивание сожмет материал, что приведет к неточным конечным размерам после снятия детали с приспособления.
Неизбежность снятия заусенцев
Хотя правильная техника минимизирует заусенцы, она может не устранить их полностью. Запланируйте этап снятия заусенцев. Острые лезвия или специальные инструменты для снятия заусенцев могут аккуратно удалить оставшийся материал. Для превосходной отделки в больших масштабах могут быть эффективны методы постобработки, такие как дробеструйная обработка.
Важное замечание о безопасности
Обработка ПТФЭ создает мелкие частицы пыли, которые могут быть опасны при вдыхании. Всегда работайте в хорошо проветриваемом помещении, используйте СОЖ для подавления пыли и носите соответствующее средство индивидуальной защиты, включая маску.
Принятие правильного решения для вашей цели
Ваша основная цель должна определять, какому аспекту процесса вы отдаете приоритет.
- Если ваш основной фокус — абсолютно лучшее качество поверхности: Уделите первоочередное внимание бритвенно-острым, полированным инструментам с положительным передним углом и очень легким, медленным чистовым проходом.
- Если ваш основной фокус — поддержание жестких допусков по размерам: Сосредоточьтесь на агрессивном терморегулировании с постоянным использованием СОЖ и тщательном контроле усилия зажима.
- Если ваш основной фокус — эффективность производства: Внедрите строгий график обслуживания инструмента, чтобы гарантировать регулярную переточку или замену кромок, предотвращая снижение качества в ходе цикла.
В конечном счете, обращение с ПТФЭ с точностью и глубоким пониманием его уникального поведения — ключ к достижению чистых, точных результатов без заусенцев.
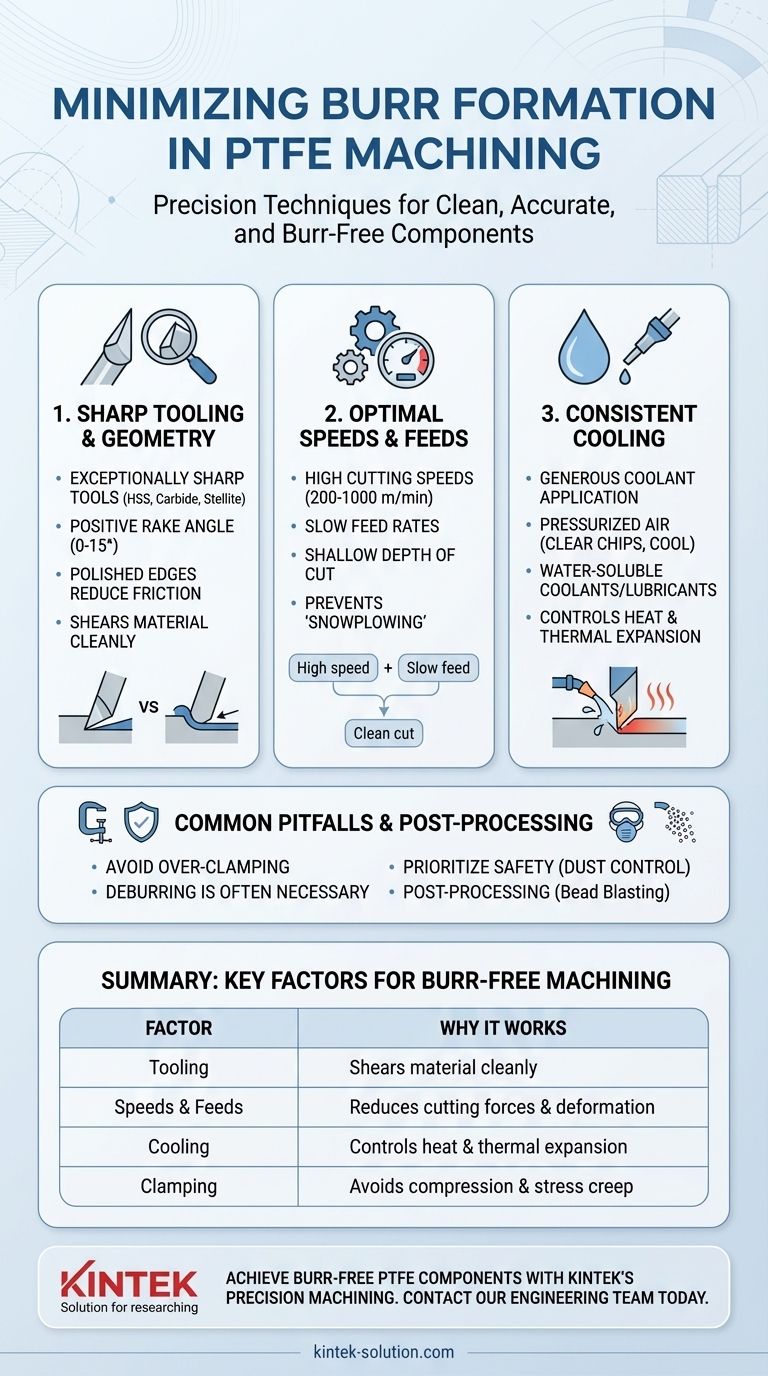
Сводная таблица:
| Ключевой фактор | Рекомендуемая практика | Почему это работает |
|---|---|---|
| Инструментарий | Бритвенно-острые инструменты с положительным передним углом (HSS, твердый сплав) | Чисто срезает материал, а не проталкивает/рвет его |
| Скорости и подачи | Высокая скорость резания (200–1000 м/мин), медленная подача | Снижает силы резания и деформацию материала |
| Охлаждение | Обильное применение СОЖ или сжатого воздуха | Контролирует тепло, предотвращает тепловое расширение и набухание |
| Зажим | Минимальное, нежное давление | Предотвращает сжатие материала и ползучесть под напряжением |
Получите компоненты из ПТФЭ без заусенцев с помощью прецизионной обработки KINTEK
Сталкиваетесь с проблемами заусенцев и нестабильности размеров в ваших деталях из ПТФЭ? Описанные выше методы являются основой нашего производственного процесса. В KINTEK мы специализируемся на прецизионной механической обработке компонентов из ПТФЭ — от нестандартных уплотнений и футеровок до сложной лабораторной посуды — для полупроводниковой, медицинской и промышленной отраслей.
Мы понимаем, что ваше применение требует безупречной работы. Позвольте нам применить наш опыт для вас:
- Гарантированная точность: Мы используем самое современное оборудование и строгие протоколы, чтобы гарантировать, что каждая деталь соответствует вашим точным спецификациям.
- Индивидуальное изготовление: От быстрого прототипирования до крупносерийного производства — мы обеспечиваем стабильное качество без заусенцев.
- Экспертиза в материалах: Мы решаем уникальные проблемы ПТФЭ, избавляя вас от необходимости этим заниматься, экономя ваше время и обеспечивая надежность деталей.
Готовы к получению превосходных компонентов из ПТФЭ? Свяжитесь с нашей командой инженеров сегодня, чтобы обсудить требования вашего проекта.
Визуальное руководство
Связанные товары
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Изготовление на заказ деталей из тефлона для тефлоновых контейнеров и компонентов
- Коррозионностойкая мешалка из ПТФЭ и настраиваемый диспергирующий диск из политетрафторэтилена
Люди также спрашивают
- Какие преимущества предоставляют корзины из ПТФЭ для фотоэлектрической и солнечной энергетики? Повышение эффективности элементов
- Каковы основная функция и применение корзины из ПТФЭ типа «цветок»? Экспертное руководство по высокочистой обработке
- Как корзины из ПТФЭ (фторопласта) сравниваются с кварцевыми или нержавеющими носителями? Максимизируйте ROI с решениями с низкой совокупной стоимостью владения (TCO)
- Как конструктивная особенность цветка из ПТФЭ обеспечивает равномерный доступ жидкости к субстратам? Оптимизация лабораторных выходов
- Каковы основные функции и конструктивные особенности корзины для цветов из ПТФЭ? Оптимизация высокочистой химической обработки



















