Чтобы уменьшить образование заусенцев при механической обработке ПТФЭ, вы должны использовать чрезвычайно острые режущие инструменты с положительным передним углом, управлять теплом с помощью соответствующих скоростей и охлаждающей жидкости, а также применять легкое давление резания. Поскольку ПТФЭ мягкий и легко деформируется под воздействием тепла и напряжения, цель состоит в том, чтобы чисто срезать материал, а не сдвигать его в сторону.
Основная проблема с ПТФЭ — это его склонность деформироваться и плавиться, а не образовывать стружку, как металл. Предотвращение заусенцев требует смены мышления с агрессивного съема материала на стратегию точного нарезания с низким уровнем напряжения, которая учитывает присущую материалу мягкость и высокое тепловое расширение.

Почему обработка ПТФЭ требует уникального подхода
Политетрафторэтилен (ПТФЭ) — это не типичный пластик. Его уникальные свойства облегчают резку, но затрудняют чистую и точную резку. Понимание этих характеристик — первый шаг к устранению заусенцев.
Влияние мягкости материала
ПТФЭ имеет низкую плотность и исключительно мягкий. Тупое режущее ребро не срежет материал; оно просто будет его толкать, вызывая деформацию и растяжение. Эта пластическая деформация является основной причиной образования заусенцев.
Критическая роль теплового расширения
ПТФЭ имеет один из самых высоких коэффициентов теплового расширения среди полимеров. Даже небольшое количество тепла, выделяемого при трении при резке, вызовет значительное расширение материала. Это может привести к размерным неточностям и замазыванию материала на инструменте, что приведет к плохому качеству поверхности.
Проблема напряжения и зажима
Материал подвержен ползучести под напряжением и деформации под давлением. Чрезмерное затягивание тисков или зажима сожмет деталь. Когда резка закончена и давление снято, материал отпружинит, нарушая точность размеров и часто создавая заусенцы по краям.
Техническая основа для обработки ПТФЭ без заусенцев
Достижение чистого качества поверхности требует тщательного контроля над инструментами, параметрами и закреплением заготовки. Каждый элемент должен быть оптимизирован для минимизации тепла и механического напряжения.
Выбор инструмента не подлежит обсуждению
Ваша основная защита от заусенцев — это сам режущий инструмент. Используйте только исключительно острые, полированные инструменты. Заточенное, зеркально гладкое режущее ребро прорезает материал с минимальным давлением.
Эффективны инструменты из быстрорежущей стали (HSS) или непокрытого твердого сплава. Геометрия должна иметь высокий положительный передний угол для обеспечения чистого среза.
Калибровка скоростей и подач
Вы должны сбалансировать скорость, чтобы избежать двух разных проблем. Слишком медленно, и инструмент может «вспахивать» материал; слишком быстро, и вы генерируете избыточное тепло, вызывающее плавление.
Поддерживайте скорость резания в диапазоне от 200 до 1000 м/мин. Для наилучшего качества поверхности используйте более низкую скорость подачи, чтобы уменьшить силы резания и улучшить контроль.
Важность охлаждающей жидкости
Обильное нанесение охлаждающей жидкости имеет решающее значение. Ее основная задача — не смазка, а отвод тепла. Поддерживая заготовку и инструмент холодными, вы предотвращаете тепловое расширение и не даете ПТФЭ становиться липким в точке резания.
Глубина резания и отвод стружки
Используйте небольшую глубину резания. Хорошее правило — не превышать одну треть диаметра инструмента. Это минимизирует силы резания, прикладываемые к материалу, уменьшая деформацию.
Правильный отвод стружки также необходим для предотвращения повторного резания, которое генерирует больше тепла и портит качество поверхности.
Распространенные ошибки, которых следует избегать
Даже при правильной настройке распространенные ошибки могут подорвать ваши результаты. Знание этих ошибок критически важно для стабильного успеха.
Чрезмерное затягивание заготовки
Это наиболее распространенный источник погрешностей в размерах. Вы должны закрепить деталь ровно настолько, чтобы удержать ее во время резки. Приложение чрезмерного усилия зажима деформирует материал, что приводит к получению неточной детали после его освобождения.
Игнорирование износа инструмента
Острое режущее ребро инструмента быстро тупится при обработке любого материала. При работе с ПТФЭ даже слегка изношенный инструмент начнет толкать материал вместо того, чтобы резать его. Часто проверяйте свои инструменты и заменяйте или перетачивайте их при первых признаках износа.
Полагаться на постобработку
Хотя такие методы, как пескоструйная обработка или микрополировка, могут удалять заусенцы постфактум, их следует рассматривать как вторичный шаг. Полагаться на них как на основное решение означает, что ваш основной процесс обработки не оптимизирован, что приводит к потере времени и потенциально влияет на допуски детали.
Пренебрежение безопасностью
При обработке может образовываться мелкая пыль ПТФЭ. Она опасна для здоровья при вдыхании. Всегда работайте в хорошо проветриваемом помещении, используйте охлаждающую жидкость для подавления пыли или носите соответствующую маску.
Выбор правильного подхода в зависимости от вашей цели
Ваша конкретная стратегия может немного измениться в зависимости от конечного приоритета для детали.
- Если ваш основной фокус — наилучшее возможное качество поверхности: Приоритет отдавайте чрезвычайно острым, полированным инструментам, используйте более медленные скорости подачи и применяйте обильное количество охлаждающей жидкости.
- Если ваш основной фокус — соблюдение самых жестких допусков: Сосредоточьтесь на управлении теплом с помощью охлаждающей жидкости и используйте минимально возможное давление зажима, чтобы избежать деформации детали.
- Если ваш основной фокус — более высокая скорость съема материала: Используйте острые твердосплавные инструменты на верхней границе рекомендованного диапазона скоростей, но будьте готовы к потенциальным небольшим заусенцам, которые могут потребовать чистового прохода или легкой зачистки.
В конечном счете, овладение обработкой ПТФЭ означает обращение с ним с точностью и деликатностью, гарантируя, что каждый рез будет чистым срезом.
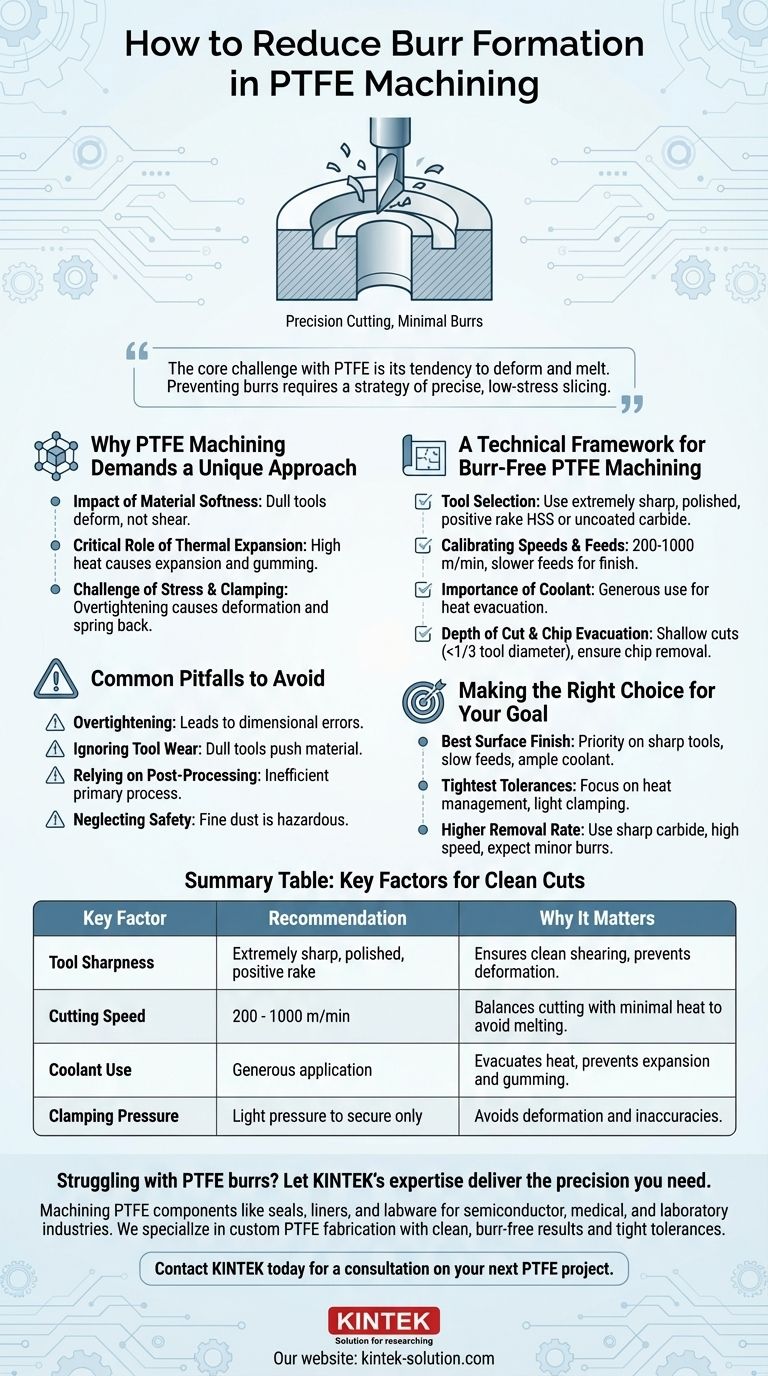
Сводная таблица:
| Ключевой фактор | Рекомендация | Почему это важно |
|---|---|---|
| Острота инструмента | Чрезвычайно острые, полированные инструменты с положительным передним углом | Обеспечивает чистый срез вместо толкания материала, предотвращая деформацию. |
| Скорость резания | 200 - 1000 м/мин | Балансирует эффективную резку с минимальным выделением тепла, чтобы избежать плавления. |
| Использование охлаждающей жидкости | Обильное нанесение для отвода тепла | Предотвращает тепловое расширение и налипание материала. |
| Давление зажима | Легкое давление для надежной фиксации детали | Позволяет избежать деформации детали, которая приводит к неточностям и заусенцам после освобождения. |
Испытываете проблемы с заусенцами на ПТФЭ? Позвольте опыту KINTEK обеспечить необходимую вам точность.
Механическая обработка компонентов из ПТФЭ, таких как уплотнения, футеровки и лабораторная посуда для полупроводниковой, медицинской и лабораторной отраслей, требует глубокого понимания свойств материала. В KINTEK мы специализируемся на изготовлении ПТФЭ на заказ, от прототипов до крупносерийных заказов, используя методы, которые отдают приоритет чистому результату без заусенцев и жестким допускам.
Наша команда использует острое режущее оборудование, точные параметры и тщательное управление теплом, чтобы гарантировать, что ваши детали соответствуют самым высоким стандартам. Перестаньте бороться с заусенцами и начните добиваться надежной производительности.
Свяжитесь с KINTEK сегодня для консультации по вашему следующему проекту из ПТФЭ.
Визуальное руководство
Связанные товары
- Пользовательская система фильтрации из ПТФЭ, устойчивая к кислотам, высокой чистоты, класса для полупроводниковой промышленности и химической обработки
- Кран из ПТФЭ с высокой коррозионной стойкостью, вентиль из политетрафторэтилена для химических бочек и систем передачи жидкостей, промышленный класс с возможностью настройки
- Вакуумная система фильтрации из ПТФЭ (PTFE) и ПФА (PFA), коррозионностойкая, настраиваемая, небьющаяся лабораторная установка
- Коррозионностойкий фильтр из ПТФЭ с соединениями клапанов из ПФА и интегрированной перфорированной пластиной
- Высокотемпературный химически стойкий шприц на 50 мл из ПТФЭ с резьбовым уплотнением для следового анализа
Люди также спрашивают
- Каким образом гидрофобность фильтров из ПТФЭ (PTFE) приносит пользу при их использовании? Обеспечение бесперебойного потока газа и фильтрации растворителей
- С какими химическими веществами полностью совместимы фильтры из ПТФЭ? Откройте для себя непревзойденную химическую стойкость
- Какую термостойкость обеспечивают фильтры из ПТФЭ? Непревзойденная термическая стабильность от -200°C до +260°C
- Каковы типичные области применения фильтров из ПТФЭ в научной фильтрации? Освойте фильтрацию агрессивных химикатов и газов
- Каковы преимущества фильтрационных систем из ПТФЭ для промышленного и научного применения? Непревзойденная химическая и термическая стабильность



















