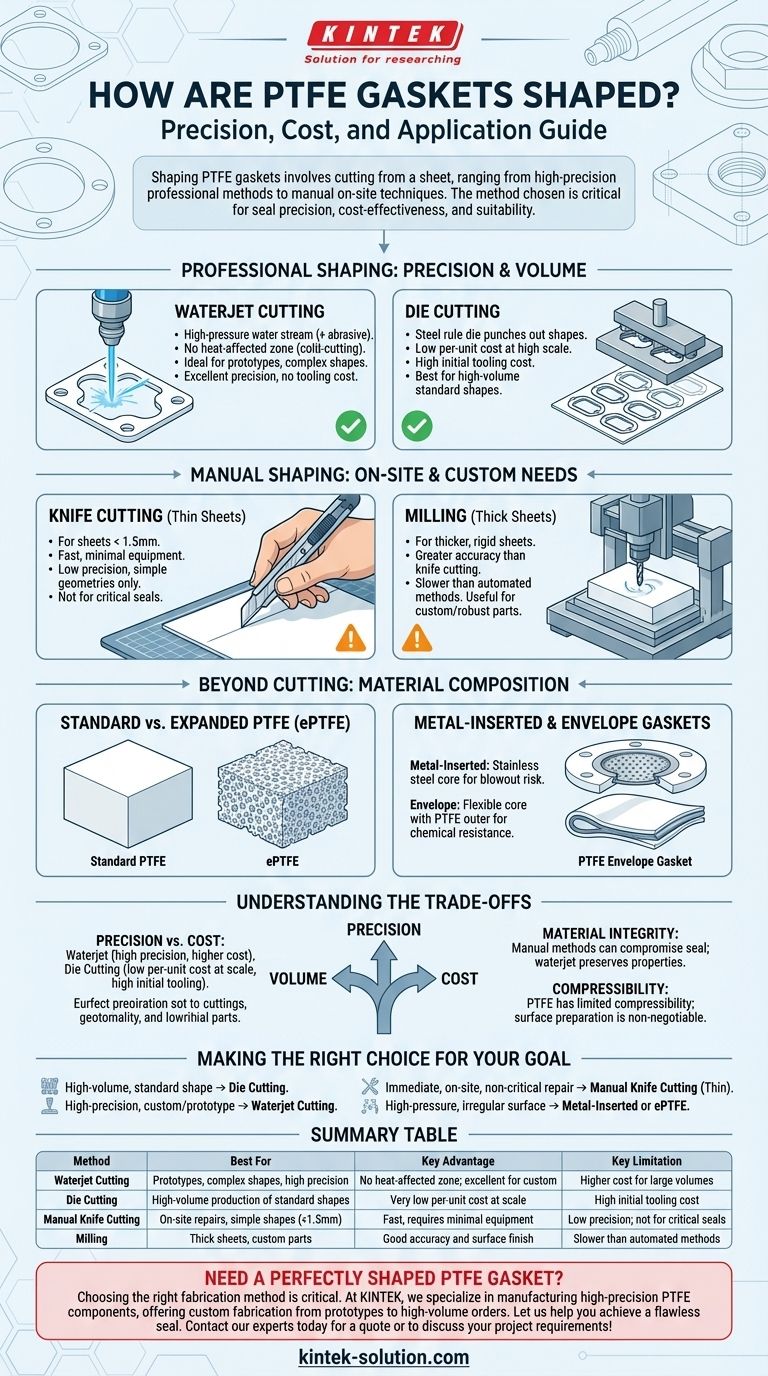
По сути, формовка прокладки из ПТФЭ включает ее вырезание из листа материала. Это может быть достигнуто с помощью высокоточных профессиональных методов, таких как гидроабразивная резка или вырубка, или может быть выполнено вручную для менее ответственных применений с использованием ножа для тонких листов и фрезерования для более толстых участков.
Метод, используемый для формовки прокладки из ПТФЭ, касается не только достижения определенной формы; это критически важное решение, которое напрямую влияет на точность уплотнения, экономичность и пригодность для предполагаемого применения.

Профессиональные методы формовки: Точность и объем
Для применений, требующих высокой точности, повторяемости и надежности, стандартом является профессиональное изготовление. Эти методы гарантируют, что прокладка соответствует точным спецификациям, что крайне важно для эффективного уплотнения.
Гидроабразивная резка (Waterjet Cutting)
Гидроабразивный резак использует струю воды под высоким давлением, часто смешанную с абразивом, для прорезания листа ПТФЭ. Этот процесс с компьютерным управлением исключительно точен.
Поскольку это метод холодной резки, отсутствует зона, подверженная термическому воздействию, что означает, что свойства материала ПТФЭ на кромке прокладки не изменяются. Это делает его идеальным для сложных форм, прототипов и разовых требований.
Вырубка (Die Cutting)
Вырубка — это основной метод для крупносерийного производства стандартизированных прокладок. Острый стальной нож, изогнутый в желаемую форму (штамп), прижимается к листу ПТФЭ, чтобы вырезать прокладку.
Хотя существует первоначальная стоимость оснастки для изготовления штампа, стоимость за единицу становится очень низкой в больших объемах. Это делает вырубку наиболее экономичным выбором для производства сотен или тысяч одинаковых прокладок.
Ручная формовка: На месте и специальные нужды
В сценариях технического обслуживания, ремонта или прототипирования иногда необходимо придать форму прокладке непосредственно на месте из имеющегося листа ПТФЭ.
Резка ножом для тонких листов
Для тонких листов ПТФЭ (обычно менее 1,5 мм или 1/16 дюйма) можно использовать острый канцелярский нож. Этот метод быстр и требует минимального оборудования.
Однако он уступает по точности автоматизированным методам и подходит только для простых геометрий и менее ответственных, некритичных применений уплотнения.
Фрезерование для толстых листов
Более толстые, жесткие листы ПТФЭ можно формовать с помощью фрезерного станка. Это обеспечивает гораздо большую точность и лучшую чистоту поверхности, чем ручная резка ножом.
Этот подход полезен для создания прочных, толстых прокладок или нестандартных компонентов, когда гидроабразивный резак недоступен.
Помимо резки: Важен состав материала
То, как "формируется" прокладка, также зависит от ее основной конструкции. Не все прокладки из ПТФЭ начинаются как простой сплошной лист.
Стандартный ПТФЭ против вспененного ПТФЭ (ePTFE)
Стандартный ПТФЭ — это твердый, плотный материал. Вспененный ПТФЭ (ePTFE), напротив, создается в процессе, который вводит пористую, гибкую микроструктуру.
Это мягкое, податливое свойство позволяет ePTFE создавать плотное уплотнение даже на неровных или поврежденных поверхностях фланцев при меньшем усилии затяжки болтов, обеспечивая иной тип "прилегания", чем жесткая, вырезанная прокладка.
Прокладки с металлическим сердечником и оболочечные прокладки
Для применений с высоким давлением, где существует риск прорыва, прокладки могут быть изготовлены со встроенными металлическими компонентами.
Прокладки из ПТФЭ с металлическим сердечником содержат перфорированную сердцевину из нержавеющей стали, в то время как оболочечные прокладки из ПТФЭ имеют гибкий сердечник с внешним слоем из ПТФЭ. Это предварительно сформированные решения, предназначенные для конкретных, сложных применений.
Понимание компромиссов
Выбор правильного подхода требует баланса трех ключевых факторов: точность, объем и стоимость.
Точность против стоимости
Гидроабразивная резка обеспечивает высочайшую точность для любой формы, но может быть дороже для больших объемов производства. Вырубка очень экономична в больших масштабах, но требует первоначальных инвестиций в оснастку и непрактична для прототипов.
Целостность материала
Ручная резка, особенно тупым лезвием, может создавать зазубрины или неровные края, которые нарушают герметичность. Методы, генерирующие тепло (которые не используются для ПТФЭ), могут изменить его химическую стойкость, поэтому гидроабразивная резка является предпочтительным методом.
Проблема сжимаемости
ПТФЭ обладает ограниченной сжимаемостью по сравнению с другими материалами. Это означает, что даже идеально сформированная прокладка выйдет из строя, если поверхности фланцев не будут чистыми, гладкими и параллельными. Надлежащая подготовка поверхности является обязательным условием.
Принятие правильного решения для вашей цели
Ваша конкретная цель определит лучший метод формовки и тип материала для вашей прокладки.
- Если ваш основной фокус — крупносерийное производство стандартной формы: Вырубка обеспечивает самую низкую стоимость за единицу и отличную повторяемость.
- Если ваш основной фокус — высокоточная, нестандартная прокладка или прототип: Гидроабразивная резка обеспечивает исключительную точность для любой геометрии без затрат на оснастку.
- Если ваш основной фокус — немедленный ремонт некритичного уплотнения на месте: Ручная резка тонкого листа ПТФЭ является жизнеспособным временным решением.
- Если ваш основной фокус — герметизация поверхности с высоким давлением или неровной поверхности: Используйте предварительно сформированную прокладку с металлическим сердечником или податливый вспененный ПТФЭ (ePTFE).
В конечном счете, понимание этих методов формовки и вариантов материалов позволяет вам выбрать решение для прокладки, которое гарантирует как идеальное прилегание, так и долгосрочную целостность уплотнения.
Сводная таблица:
| Метод | Лучше всего подходит для | Ключевое преимущество | Ключевое ограничение |
|---|---|---|---|
| Гидроабразивная резка | Прототипы, сложные формы, высокая точность | Отсутствие зоны термического воздействия; отлично подходит для нестандартных форм | Более высокая стоимость для больших объемов |
| Вырубка | Крупносерийное производство стандартных форм | Очень низкая стоимость за единицу в больших объемах | Высокая первоначальная стоимость оснастки |
| Ручная резка ножом | Ремонт на месте, простые формы, тонкие листы (<1,5 мм) | Быстро, требует минимального оборудования | Низкая точность; не для критических уплотнений |
| Фрезерование | Толстые листы, нестандартные детали при отсутствии гидроабразивного резака | Хорошая точность и чистота поверхности | Медленнее автоматизированных методов |
Нужна идеально сформированная прокладка из ПТФЭ?
Выбор правильного метода изготовления критически важен для целостности уплотнения, производительности и стоимости. В KINTEK мы специализируемся на производстве высокоточных компонентов из ПТФЭ — включая уплотнения, вкладыши и лабораторную посуду — для полупроводниковой, медицинской, лабораторной и промышленной отраслей.
Мы предлагаем изготовление на заказ от прототипов до крупносерийных заказов, используя оптимальную технику формовки для вашего конкретного применения, чтобы обеспечить идеальное прилегание и долгосрочную надежность.
Позвольте нам помочь вам добиться безупречного уплотнения. Свяжитесь с нашими экспертами сегодня для получения расценки или обсуждения требований вашего проекта!
Визуальное руководство
Связанные товары
- Настраиваемые термостойкие антистатические изолирующие прокладки из ПТФЭ, огнестойкие, устойчивые к коррозии промышленные уплотнения
- Заказные изоляционные прокладки из ПТФЭ, коррозионностойкие уплотнения из тефлона, изготовленные на заказ детали из инженерных пластиков
- Индивидуальные изоляционные прокладки из ПТФЭ и коррозионностойкие уплотнения из фторополимеров для промышленных электротехнических применений
- Кран из ПТФЭ с высокой коррозионной стойкостью, вентиль из политетрафторэтилена для химических бочек и систем передачи жидкостей, промышленный класс с возможностью настройки
- Индивидуальная кислотостойкая опорная стойка из ПТФЭ с несколькими отверстиями, кронштейн системы абсорбции водорода из ПФА
Люди также спрашивают
- Какие методы производства используются для изготовления прокладок из ПТФЭ? Выберите правильный процесс для идеального уплотнения
- Каковы ключевые свойства ПТФЭ, которые делают его подходящим для уплотнений и прокладок? Раскройте превосходные характеристики уплотнений
- Какие существуют различные типы прокладок из ПТФЭ?Выберите подходящее уплотнение для ваших нужд
- Каковы преимущества использования прокладок из ПТФЭ? Обеспечение превосходной химической и термической герметизации
- Чем отличаются наполненные и вспененные PTFE (ePTFE) прокладки от чистого PTFE? Оптимизируйте свои уплотнения для прочности и стабильности



















