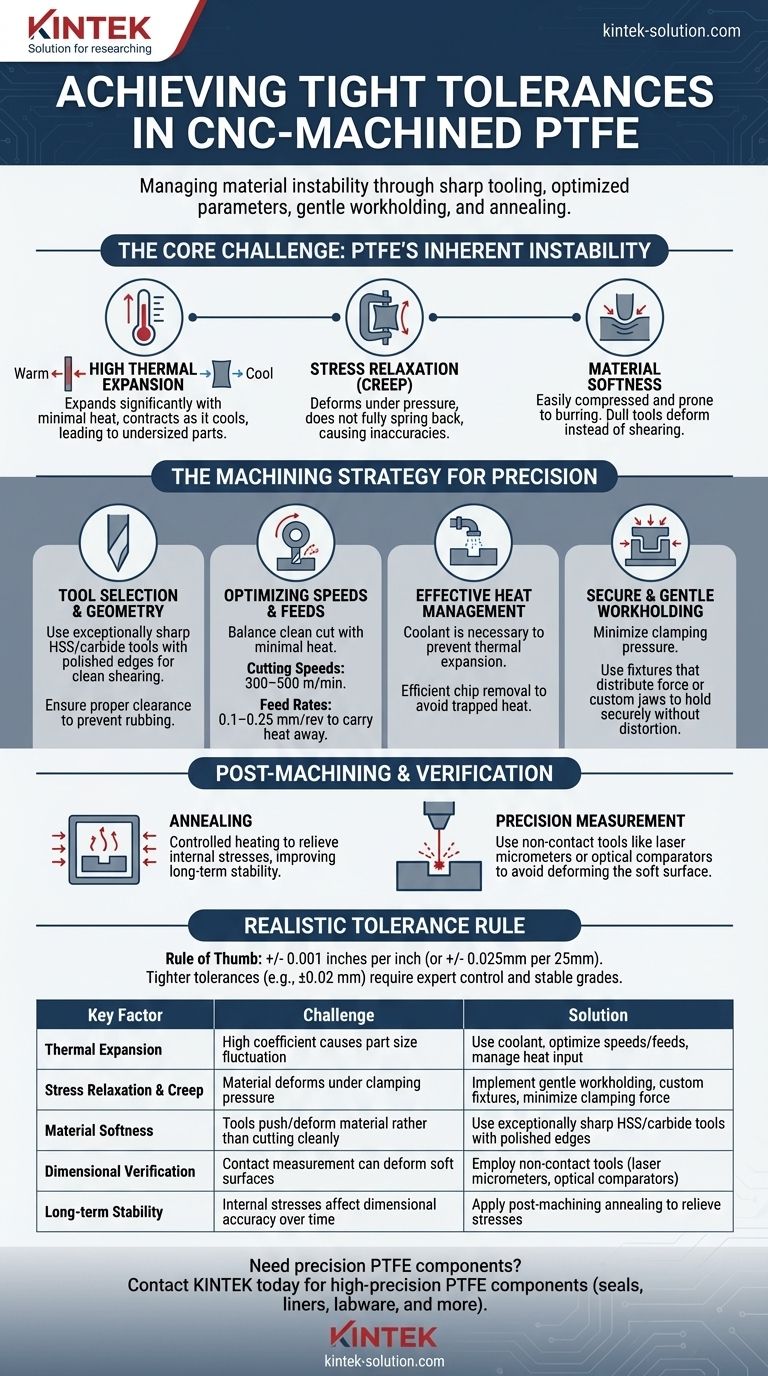
Достижение жестких допусков при обработке ПТФЭ на станках с ЧПУ — это процесс управления присущей материалу нестабильностью. Это требует сочетания исключительно острого инструмента, оптимизированных параметров резания для минимизации тепла, бережного крепления заготовки и методов стабилизации после обработки, таких как отжиг, для снятия внутренних напряжений.
Основная проблема заключается не в самой резке ПТФЭ, а в контроле его высокого теплового расширения, мягкости и склонности к ползучести под нагрузкой. Успех в большей степени зависит от управления этими свойствами материала, чем от самой операции резания.

Основная проблема: присущая ПТФЭ нестабильность
Чтобы добиться высокой точности при обработке ПТФЭ, необходимо сначала понять свойства, которые затрудняют его контроль. Сам материал легко режется, но его физическое поведение во время и после обработки усложняет достижение жестких допусков.
Высокое тепловое расширение
ПТФЭ имеет очень высокий коэффициент теплового расширения. Даже минимальное тепло, выделяющееся при резании, приведет к значительному расширению материала. Когда он остывает до температуры окружающей среды, он сжимается, а это означает, что деталь, измеренная как правильная в теплом состоянии, будет меньше по размеру после стабилизации.
Релаксация напряжений и ползучесть
ПТФЭ подвержен релаксации напряжений, или «ползучести». Если вы слишком сильно зажимаете материал в тисках или патроне, он деформируется под давлением. В отличие от металла, он не вернется полностью к своей первоначальной форме после снятия давления, что приведет к геометрическим неточностям.
Мягкость материала
Мягкость ПТФЭ означает, что он легко сжимается и склонен к образованию заусенцев. Режущие инструменты, которые не являются исключительно острыми, будут стремиться толкать и деформировать материал, а не чисто срезать его. Это приводит к плохому качеству поверхности и делает удержание точных размеров практически невозможным.
Стратегия обработки для обеспечения точности
Успешная стратегия обработки ПТФЭ сосредоточена на смягчении описанных выше нестабильностей на каждом этапе процесса.
Выбор и геометрия инструмента
Используйте исключительно острые инструменты. Эффективны инструменты из быстрорежущей стали (HSS) или твердого сплава, но их состояние критически важно. Они должны иметь острую, отполированную режущую кромку для обеспечения чистого среза. Обеспечение правильного угла наклона инструмента также важно для предотвращения трения инструмента о заготовку, что вызывает нагрев.
Оптимизация скоростей и подач
Цель состоит в том, чтобы сбалансировать чистый рез с минимальным подводом тепла.
- Скорости резания: Эффективны умеренные или высокие скорости, обычно в диапазоне 300–500 м/мин.
- Подачи: Высокие подачи 0,1–0,25 мм/об помогают создавать более толстую стружку, которая уносит тепло от детали.
Эффективное управление теплом
Контроль температуры является самым важным фактором. Для операций с интенсивным выделением тепла необходимо применять охлаждающую жидкость, чтобы предотвратить тепловое расширение, которое может испортить точность размеров. Эффективное удаление стружки также имеет решающее значение, поскольку оставшаяся стружка может удерживать тепло у заготовки.
Надежное и бережное крепление
Для противодействия релаксации напряжений необходимо минимизировать силу зажима. Используйте приспособления, которые распределяют силу зажима по большой площади, или применяйте специальные губки, которые повторяют форму детали. Цель состоит в том, чтобы надежно удерживать деталь, не сжимая и не деформируя ее.
После обработки и верификация
Работа не заканчивается после остановки резания. Часто требуются этапы после механической обработки, чтобы гарантировать, что конечная деталь соответствует спецификации.
Роль отжига
Для самых жестких допусков часто необходим отжиг после механической обработки. Этот процесс включает контролируемый нагрев детали для снятия внутренних напряжений, вызванных обработкой. Это значительно улучшает долгосрочную стабильность размеров компонента.
Высокоточная измерительная техника
Поскольку ПТФЭ мягкий, стандартные контактные измерительные приборы могут деформировать поверхность и давать неточные показания. Настоятельно рекомендуется использовать бесконтактные измерительные приборы, такие как лазерные микрометры или оптические сравнительные приборы, для обеспечения истинной верификации размеров.
Понимание компромиссов и ограничений
Хотя жесткие допуски достижимы, крайне важно подходить к работе с ПТФЭ с реалистичными ожиданиями и четким пониманием его ограничений.
Правило реалистичных допусков
Практическое эмпирическое правило для стандартного ПТФЭ — допуск +/- 0,001 дюйма на дюйм размера (или +/- 0,025 мм на 25 мм). Достижение более жестких допусков, таких как ±0,02 мм, возможно, но требует экспертного контроля процесса и часто использования более стабильных, армированных марок ПТФЭ.
Проектирование с учетом материала
Наиболее успешные детали из ПТФЭ проектируются с учетом свойств материала, а не вопреки им. Избегайте ненужно сложных элементов или острых внутренних углов, которые могут концентрировать напряжение. По возможности проектируйте с максимально допустимыми допусками для вашего применения.
Меры безопасности
Пыль ПТФЭ может быть опасна при вдыхании. Всегда используйте маску или обрабатывайте материал под охлаждающей жидкостью, чтобы подавить пыль и обеспечить безопасную рабочую среду.
Как применить это к вашему проекту
Ваш подход должен диктоваться конкретными требованиями вашего компонента.
- Если ваш основной акцент — экстремальная точность (±0,02 мм или меньше): Ваш процесс должен включать отжиг после обработки, тщательный контроль тепла с помощью охлаждающей жидкости и бесконтактные методы контроля.
- Если ваш основной акцент — общие функциональные детали: Стандартные методы с острыми инструментами, оптимизированными скоростями и бережным зажимом будут достаточными, но всегда проектируйте с учетом тепловых изменений.
- Если вы создаете прототип новой конструкции: Начните с больших допусков, чтобы снизить стоимость и сложность, и ужесточайте их только для тех элементов, где это абсолютно критично для функции.
Уважая уникальные свойства материала и внедряя контролируемый процесс, вы сможете надежно производить точные и стабильные компоненты из ПТФЭ.
Сводная таблица:
| Ключевой фактор | Проблема | Решение |
|---|---|---|
| Тепловое расширение | Высокий коэффициент вызывает колебания размера детали | Использовать охлаждающую жидкость, оптимизировать скорости/подачи, управлять подводом тепла |
| Релаксация напряжений и ползучесть | Материал деформируется под давлением зажима | Внедрить бережное крепление, специальные приспособления, минимизировать силу зажима |
| Мягкость материала | Инструменты толкают/деформируют материал, а не режут чисто | Использовать исключительно острые инструменты из HSS/твердого сплава с полированными кромками |
| Верификация размеров | Контактное измерение может деформировать мягкие поверхности | Использовать бесконтактные инструменты (лазерные микрометры, оптические сравнительные приборы) |
| Долгосрочная стабильность | Внутренние напряжения влияют на точность размеров с течением времени | Применять отжиг после обработки для снятия напряжений |
Нужны высокоточные компоненты из ПТФЭ, соответствующие вашим точным спецификациям?
В KINTEK мы специализируемся на производстве высокоточных компонентов из ПТФЭ (уплотнения, вкладыши, лабораторная посуда и многое другое) для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Наш опыт в управлении уникальными свойствами ПТФЭ гарантирует, что ваши детали достигнут жестких допусков с исключительной стабильностью размеров.
Мы сочетаем стратегии использования острого инструмента, оптимизированные параметры резания и методы стабилизации после обработки, чтобы поставлять компоненты, которые надежно работают в ваших самых требовательных приложениях. От прототипов до крупносерийного производства мы уделяем первостепенное внимание точности на каждом этапе.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши требования к обработке ПТФЭ, и позвольте нашим экспертам предоставить высокоточные компоненты, необходимые вашему проекту.
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Диспергаторный диск из ПТФЭ пищевой и косметической марки, с антипригарным покрытием, устойчивый к коррозии, большая мешалка, настраиваемая крыльчатка
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
Люди также спрашивают
- Можно ли изготавливать детали из ПТФЭ по индивидуальному заказу в соответствии с конкретными требованиями? Создание прецизионных индивидуальных компонентов из ПТФЭ
- Каковы некоторые распространенные области применения обработанного ПТФЭ? Используйте его уникальные свойства для требовательных применений
- Как обычно изготавливают лабораторную посуду и аппаратуру из ПТФЭ? Внутри процесса прецизионной механической обработки
- Как ведут себя контейнеры из политетрафторэтилена (ПТФЭ) в отношении газопроницаемости? Экспертные выводы о поглощении растворителей
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение



















