По своей сути, низкая теплопроводность ПТФЭ означает, что он не может эффективно отводить тепло от режущего инструмента. Это приводит к накоплению тепла в концентрированной области, вызывая значительное термическое расширение, деформацию материала и потерю точности размеров конечной детали.
Основная проблема при обработке ПТФЭ заключается не в его твердости, а в уникальном сочетании свойств: он действует как теплоизолятор, будучи при этом мягким и сильно расширяясь при нагревании. Успех требует стратегического перехода от агрессивного удаления материала к тщательному управлению теплом и поддержке присущей материалу гибкости.

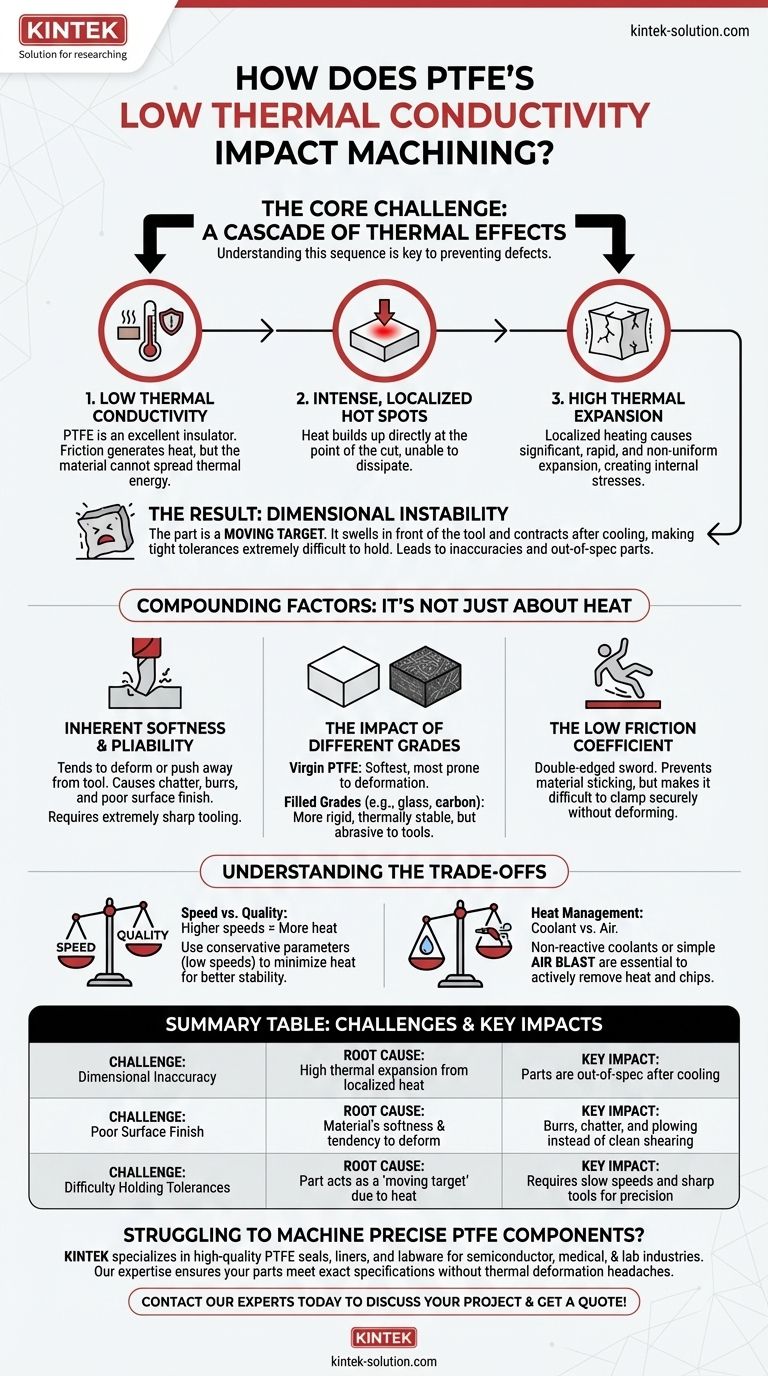
Основная проблема: Каскад тепловых эффектов
Главная трудность при обработке Политетрафторэтилена (ПТФЭ) проистекает из цепной реакции, вызванной его плохими тепловыми характеристиками. Понимание этой последовательности является ключом к предотвращению дефектов.
Низкая теплопроводность
ПТФЭ — отличный теплоизолятор. Во время обработки трение от режущего инструмента генерирует тепло, но материал не способен распределять эту тепловую энергию по всей своей массе.
Это приводит к интенсивным локализованным горячим точкам непосредственно в месте реза.
Высокое термическое расширение
Вторая часть проблемы — очень высокий коэффициент теплового расширения ПТФЭ. Когда локальная область нагревается, она расширяется значительно сильнее, чем сопоставимый металл.
Это расширение происходит быстро и неравномерно по всей детали, создавая внутренние напряжения и немедленные изменения размеров.
Результат: Нестабильность размеров
Сочетание запертого тепла и высокого расширения означает, что деталь, которую вы обрабатываете, является движущейся мишенью.
По мере движения инструмента материал набухает перед ним и сжимается после остывания, что делает чрезвычайно трудным соблюдение жестких допусков. Это напрямую приводит к неточностям и деталям, которые могут соответствовать спецификации в нагретом состоянии, но не соответствовать ей после возвращения к температуре окружающей среды.
Усугубляющие факторы: Дело не только в тепле
Хотя тепловые проблемы являются основной причиной проблем, другие присущие ПТФЭ свойства еще больше усложняют процесс обработки.
Внутренняя мягкость и пластичность
ПТФЭ — очень мягкий материал. Вместо того чтобы чисто срезаться, как жесткий пластик или металл, он имеет тенденцию деформироваться или отталкиваться от режущего инструмента.
Это может привести к вибрации инструмента, образованию заусенцев и плохому качеству поверхности. Для обеспечения чистого среза, а не проталкивания материала, требуется чрезвычайно острый инструмент.
Влияние различных марок
Не весь ПТФЭ одинаков. Первичный ПТФЭ является самым мягким и наиболее подверженным деформации.
Наполненные марки, такие как ПТФЭ со стеклянным или углеродным наполнителем, намного более жесткие и термически стабильные. Эта дополнительная прочность облегчает обработку до жестких допусков, хотя сами наполнители могут быть абразивными и увеличивать износ инструмента.
Низкий коэффициент трения
Знаменитый низкий коэффициент трения ПТФЭ — это палка о двух концах. Он помогает предотвратить прилипание материала к режущему инструменту, что является значительным преимуществом.
Однако эта же скользкость может затруднить надежное зажимание заготовки без ее деформации, что требует тщательного рассмотрения методов удержания заготовки.
Понимание компромиссов
Успешная обработка ПТФЭ требует признания компромиссов между скоростью, качеством поверхности и выбором материала. Спешка в процессе или использование неправильного подхода неизбежно приведут к браку деталей.
«Легко резать» против «Легко сделать правильно»
Мягкость ПТФЭ создает ощущение, что его «легко резать», поскольку для удаления материала требуется очень небольшое усилие. Однако это обманчиво.
Настоящая проблема заключается не в удалении материала, а в том, чтобы сделать это с точностью. Свойства, которые делают его легким для резки, также затрудняют достижение точности размеров.
Скорость против качества
Более высокие скорости и подачи резания генерируют больше тепла. Для ПТФЭ это главный враг точности.
Вы должны использовать консервативные параметры резания, часто на более низких скоростях (300–500 футов в минуту), чтобы минимизировать тепловыделение. То, что вы теряете в цикловом времени, вы выигрываете в стабильности размеров и качестве поверхности.
Управление теплом: Охлаждающая жидкость против воздуха
Использование охлаждающей жидкости имеет решающее значение для управления накоплением тепла. Нереактивные жидкие хладагенты эффективны, но простой поток воздуха часто достаточен и предпочтителен, чтобы избежать химического загрязнения детали.
Цель состоит не только в охлаждении детали, но и в активном удалении стружки, которая может задерживать тепло у поверхности.
Сделайте правильный выбор для вашей цели
Успех зависит от адаптации вашей техники для противодействия специфическим свойствам материала. Адаптируйте свой подход в зависимости от того, что наиболее важно для вашего применения.
- Если ваш основной фокус — точность размеров: Приоритетом должно быть агрессивное управление теплом с использованием охлаждающей жидкости или потока воздуха, применение чрезвычайно острых инструментов и использование медленных, консервативных скоростей резания.
- Если ваш основной фокус — качество поверхности: Используйте инструменты с очень большим передним углом и острой режущей кромкой, чтобы обеспечить чистое срезание материала, и делайте легкие чистовые проходы, чтобы минимизировать давление инструмента.
- Если ваш основной фокус — механическая стабильность: Изначально выбирайте наполненную марку ПТФЭ (например, со стеклом или углеродом), поскольку его присущая жесткость делает его гораздо менее подверженным термической деформации.
Рассматривая ПТФЭ как уникальную термическую и механическую проблему, вы сможете стабильно производить точные и надежные компоненты.
Сводная таблица:
| Проблема | Первопричина | Ключевое воздействие |
|---|---|---|
| Неточность размеров | Высокое термическое расширение из-за локализованного тепла | Детали не соответствуют спецификации после охлаждения |
| Плохое качество поверхности | Мягкость материала и тенденция к деформации | Заусенцы, вибрация и проталкивание вместо чистого среза |
| Трудность соблюдения допусков | Деталь ведет себя как «движущаяся мишень» из-за тепла | Требуются низкие скорости и острые инструменты для точности |
Испытываете трудности с обработкой прецизионных компонентов из ПТФЭ? KINTEK специализируется на производстве высококачественных уплотнений, футеровок и лабораторной посуды из ПТФЭ для полупроводниковой, медицинской и лабораторной промышленности. Наш опыт в прецизионном производстве и изготовлении на заказ — от прототипов до крупносерийных заказов — гарантирует, что ваши детали будут соответствовать точным спецификациям без проблем, связанных с термической деформацией. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваш проект и получить ценовое предложение!
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Настраиваемые стержни из ПТФЭ для передовых промышленных применений
Люди также спрашивают
- Можно ли изготавливать детали из фторопласта (PTFE) на заказ? Достигайте точных решений для требовательных применений
- Что делает обработанный ПТФЭ пригодным для промышленного применения? Непревзойденная производительность в экстремальных условиях
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение
- Как обычно изготавливают лабораторную посуду и аппаратуру из ПТФЭ? Внутри процесса прецизионной механической обработки
- Каковы основные преимущества использования ПТФЭ для изготовления деталей по индивидуальному заказу? Решение сложных инженерных задач



















