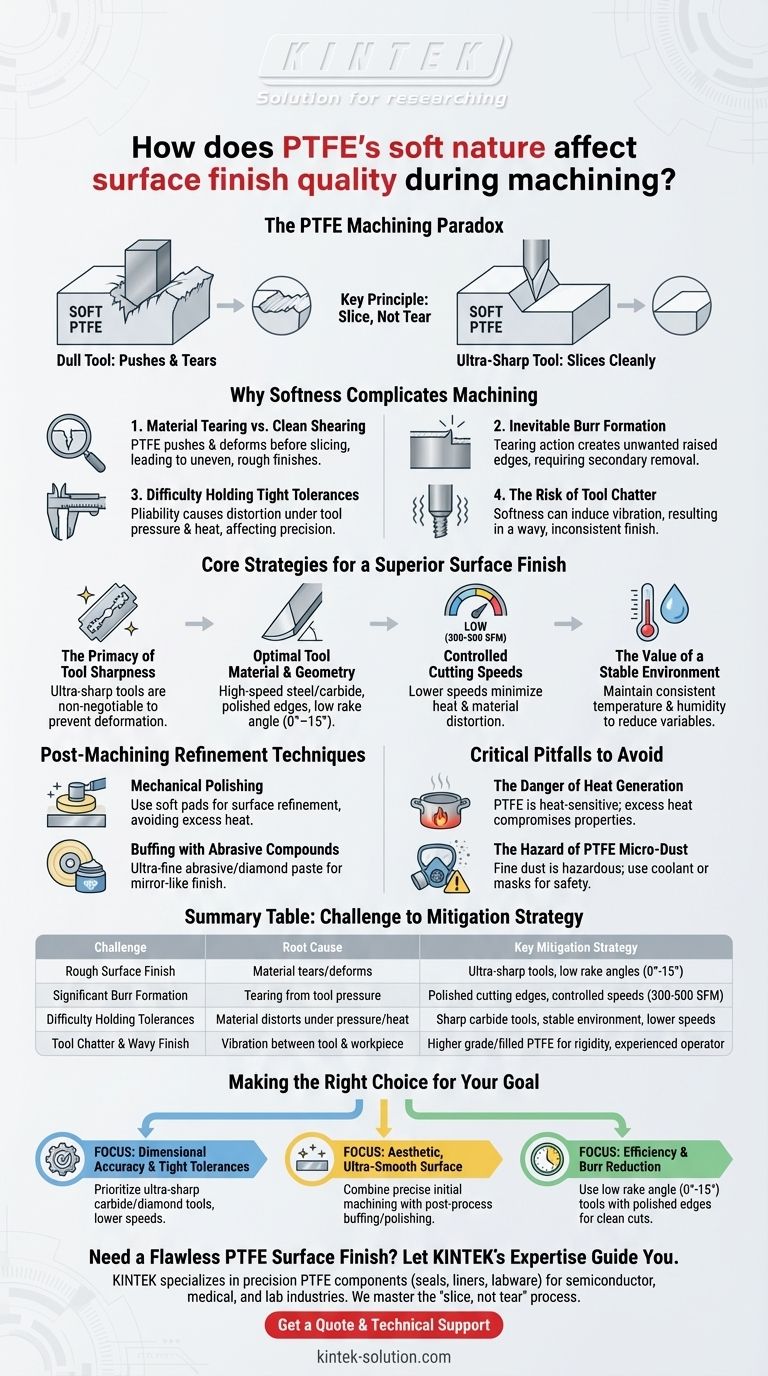
Обработка ПТФЭ представляет собой парадокс: его мягкость облегчает резку, но при этом невероятно трудно добиться хорошей чистовой обработки. Склонность материала к деформации и разрыву, а не к чистому срезу, является основной причиной шероховатости поверхности, значительного образования заусенцев и проблем с соблюдением жестких допусков по размерам.
Достижение высокого качества чистовой обработки поверхности ПТФЭ в меньшей степени связано с удалением материала и в большей степени с управлением его мягкостью. Успех зависит от использования сверхрезких инструментов со специальной геометрией для чистого нарезания материала, предотвращая деформацию и разрывы, которые приводят к плохим результатам.

Почему мягкость усложняет механическую обработку ПТФЭ
Те самые свойства, которые делают ПТФЭ ценным — его низкое трение и пластичность — создают определенные проблемы в процессе механической обработки. Успешный результат требует понимания этих особенностей поведения.
Разрыв материала против чистого среза
Более твердые материалы чисто срезаются при обработке. Из-за своей мягкости ПТФЭ имеет тенденцию сдвигаться и деформироваться под действием режущего инструмента, прежде чем произойдет фактический срез.
Эта деформация может привести к разрывам на поверхности, в результате чего получается неровная и шероховатая отделка, а не четкий, чистый рез.
Неизбежное образование заусенцев
Действие разрыва почти всегда приводит к образованию заусенцев — небольших приподнятых краев нежелательного материала. Их необходимо удалять на вторичной операции, что увеличивает время и сложность.
Сложность соблюдения жестких допусков
Поскольку ПТФЭ очень пластичен, он легко деформируется под давлением и теплом режущего инструмента. Это делает соблюдение точных размеров и жестких допусков значительной проблемой.
Риск вибрации инструмента (Chatter)
Хотя мягкость ПТФЭ делает его, казалось бы, легким для резки, она также может привести к вибрации инструмента. Эта вибрация между инструментом и заготовкой создает волнистую, неоднородную чистовую обработку поверхности.
Использование ПТФЭ более высокого сорта или наполненного варианта (например, со стеклонаполнителем) может повысить жесткость и помочь смягчить эту проблему.
Основные стратегии для превосходной чистоты поверхности
Преодоление проблем, связанных с мягкостью ПТФЭ, требует целенаправленного и точного подхода, сосредоточенного на инструментарии, параметрах и окружающей среде.
Приоритет остроты инструмента
Сверхрезкие инструменты являются обязательными. Тупой край усугубит тенденцию материала к деформации и разрыву. Острые инструменты необходимы для чистого нарезания материала.
Оптимальный материал и геометрия инструмента
Инструменты должны быть изготовлены из быстрорежущей стали или твердого сплава с отполированными режущими кромками для дальнейшего снижения трения. Также очень эффективны инструменты с алмазным покрытием.
Низкий угол наклона (0°–15°) имеет решающее значение. Эта геометрия помогает инструменту чисто прорезать материал, не врезаясь в него и не вызывая деформации.
Контролируемые скорости резания
Для ПТФЭ, как правило, требуются более низкие скорости резания. Типичный диапазон составляет 300–500 футов в минуту (SFM).
Более низкие скорости минимизируют тепловыделение и деформацию материала, предоставляя оператору больший контроль над конечными размерами и чистотой обработки.
Ценность стабильной среды
Постоянство — ключ к успеху. Поддержание стабильной среды обработки, включая температуру и влажность, помогает уменьшить технологические переменные, которые могут повлиять на поведение материала.
Опытные операторы, способные вносить коррективы в режиме реального времени, бесценны для достижения наивысшего качества и эффективности.
Методы доработки после механической обработки
Для применений, требующих исключительно гладкой поверхности, одной только механической обработки может быть недостаточно. Последующие этапы обработки могут поднять чистоту поверхности до более высокого стандарта.
Механическая полировка
Использование фетра или других мягких прокладок для механической полировки является эффективным способом улучшения поверхности. Следует проявлять осторожность, чтобы избежать избыточного нагрева в процессе.
Полировка абразивными составами
Для самой тонкой чистовой обработки полировка сверхмелкими абразивными составами или алмазной пастой может обеспечить зеркальную поверхность, удаляя любые микроскопические дефекты, оставшиеся после механической обработки.
Критические ошибки, которых следует избегать
Сосредоточиваясь на чистовой обработке, важно помнить о сопутствующих рисках как для детали, так и для оператора.
Опасность тепловыделения
ПТФЭ очень чувствителен к теплу. Чрезмерный нагрев от тупых инструментов, высоких скоростей резания или агрессивной полировки может нарушить свойства материала и его размерную стабильность.
Опасность микропыли ПТФЭ
Механическая обработка ПТФЭ производит мелкую микропыль. Эта пыль может быть опасна при вдыхании. Всегда используйте маску или обрабатывайте материал под охлаждающей жидкостью для подавления пыли и обеспечения безопасности оператора.
Правильный выбор для вашей цели
Ваша стратегия должна соответствовать наиболее критичному результату для вашего компонента.
- Если ваш основной фокус — точность размеров и жесткие допуски: Приоритетом должны быть сверхрезкие инструменты с алмазным покрытием или из твердого сплава и более низкие скорости резания для предотвращения деформации материала.
- Если ваш основной фокус — эстетичная, сверхгладкая поверхность: Сочетайте точную начальную механическую обработку с последующими этапами, такими как полировка алмазной пастой или тщательная механическая полировка.
- Если ваш основной фокус — эффективность и уменьшение заусенцев: Используйте инструменты с низким углом наклона (0°-15°) и отполированными режущими кромками, чтобы обеспечить максимально чистый начальный рез.
Освоение механической обработки ПТФЭ означает уважение к его уникальным свойствам и адаптацию процесса для нарезки, а не разрыва материала.
Сводная таблица:
| Проблема | Первопричина | Ключевая стратегия смягчения |
|---|---|---|
| Шероховатая чистовая обработка поверхности | Материал рвется и деформируется вместо чистого среза | Сверхрезкие инструменты с низким углом наклона (0°-15°) |
| Значительное образование заусенцев | Действие разрыва из-за давления инструмента | Полированные режущие кромки и контролируемые скорости (300-500 SFM) |
| Сложность соблюдения допусков | Материал деформируется под давлением инструмента и теплом | Острые твердосплавные инструменты, стабильная среда и более низкие скорости |
| Вибрация инструмента и волнистая поверхность | Вибрация между инструментом и мягкой заготовкой | ПТФЭ более высокого сорта/наполненный для жесткости, опытный оператор |
Нужна безупречная чистовая обработка поверхности ПТФЭ? Позвольте опыту KINTEK направить вас
Достижение высокого качества чистовой обработки мягких компонентов из ПТФЭ требует точного инструментария, контролируемых параметров и глубоких знаний о материале. KINTEK специализируется на производстве прецизионных компонентов из ПТФЭ — включая уплотнения, вкладыши и лабораторную посуду на заказ — для полупроводниковой, медицинской и лабораторной отраслей.
Мы осваиваем процесс «нарезки, а не разрыва» для ПТФЭ, гарантируя, что ваши детали соответствуют самым строгим требованиям к размерам и внешнему виду. От прототипов до крупносерийных заказов наше изготовление на заказ отдает приоритет точности и качеству.
Свяжитесь с нами сегодня, чтобы обсудить ваш проект и ощутить разницу KINTEK. Получить расчет и техническую поддержку
Визуальное руководство
Связанные товары
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Изготовление на заказ деталей из тефлона для тефлоновых контейнеров и компонентов
- Коррозионностойкая мешалка из ПТФЭ и настраиваемый диспергирующий диск из политетрафторэтилена
Люди также спрашивают
- Как конструктивная особенность цветка из ПТФЭ обеспечивает равномерный доступ жидкости к субстратам? Оптимизация лабораторных выходов
- Каковы основные функции и конструктивные особенности корзины для цветов из ПТФЭ? Оптимизация высокочистой химической обработки
- Каковы основная функция и применение корзины из ПТФЭ типа «цветок»? Экспертное руководство по высокочистой обработке
- Как корзины из ПТФЭ способствуют чистоте в производстве полупроводников? Достижение чистоты менее 10 ppt и нулевого выщелачивания
- Какие преимущества предоставляют корзины из ПТФЭ для фотоэлектрической и солнечной энергетики? Повышение эффективности элементов



















