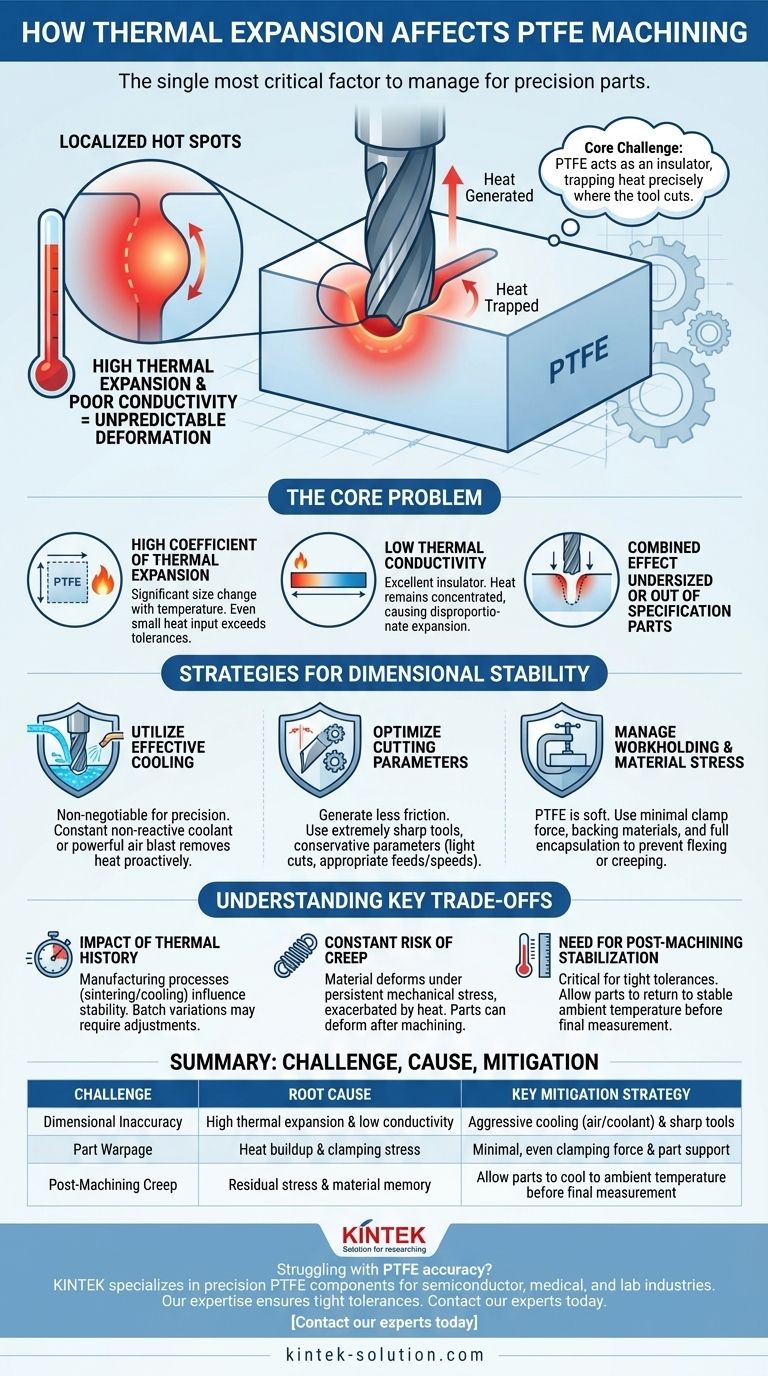
Короче говоря, термическое расширение является самым критическим фактором, которым необходимо управлять при механической обработке Политетрафторэтилена (ПТФЭ). Из-за высокой скорости термического расширения и плохой способности проводить тепло трение от режущих инструментов создает локальные горячие точки. Это вызывает непредсказуемое расширение материала в процессе обработки, что приводит к значительным погрешностям размеров после того, как готовая деталь остынет.
Основная проблема с ПТФЭ заключается не только в том, что он расширяется от тепла, но и в том, что он действует как изолятор, удерживая это тепло именно там, где инструмент режет. Успешная механическая обработка ПТФЭ, следовательно, является практикой агрессивного управления теплом, направленной на минимизацию тепловыделения и максимизацию его отвода.

Основная проблема: почему ПТФЭ деформируется
Понимание специфических свойств материала ПТФЭ имеет решающее значение для его контроля. Проблема возникает из-за двух конкурирующих характеристик, которые работают против станочника.
Высокий коэффициент термического расширения
ПТФЭ расширяется и сжимается значительно сильнее при изменении температуры, чем большинство других полимеров и металлов. Даже небольшое изменение температуры, например, вызванное режущим инструментом, может вызвать изменение размеров, превышающее жесткие допуски.
Низкая теплопроводность
В отличие от металлов, которые быстро рассеивают тепло по всему материалу, ПТФЭ является отличным теплоизолятором. Это означает, что тепло, генерируемое режущим инструментом, остается сконцентрированным в очень маленькой области, заставляя эту конкретную точку расширяться непропорционально, в то время как остальная часть детали остается стабильной.
Совокупный эффект: непредсказуемые резы
Именно это сочетание делает материал таким сложным. Инструмент нагревает локализованное место, это место расширяется, и рез производится по этому временно увеличенному размеру. Как только деталь остывает, эта область сжимается, в результате чего получается деталь меньшего размера или не соответствующая спецификации.
Стратегии обеспечения точности размеров
Для изготовления точных компонентов из ПТФЭ вся ваша стратегия должна вращаться вокруг смягчения накопления тепла на каждом этапе процесса.
Используйте эффективное охлаждение
Поскольку ПТФЭ задерживает тепло, внешний метод охлаждения является обязательным для прецизионных работ. Постоянный поток нереактивного СОЖ или мощный обдув воздухом, направленный на границу контакта инструмента и материала, имеет решающее значение для активного отвода тепла по мере его образования.
Оптимизируйте параметры резания
Цель состоит в том, чтобы изначально генерировать меньше трения и, следовательно, меньше тепла. Это достигается за счет использования чрезвычайно острых инструментов с большим углом наклона и применения консервативных параметров — то есть меньшей глубины резания, соответствующих подач и контролируемых скоростей вращения шпинделя.
Управляйте креплением и напряжением материала
ПТФЭ — мягкий материал с низкой жесткостью, что делает его восприимчивым к деформации только от давления зажима. Используйте минимальное усилие зажима и, по возможности, используйте подложки или полное удержание для поддержки заготовки и предотвращения ее изгиба или ползучести под механическим или термическим напряжением.
Понимание ключевых компромиссов
Успешная обработка ПТФЭ требует признания его присущих ограничений и планирования с учетом их. Игнорирование этих факторов может привести к непоследовательным результатам и высокому проценту брака.
Влияние тепловой истории
Конечные физические свойства заготовки из ПТФЭ зависят от процесса ее изготовления, особенно от цикла спекания и охлаждения. Различия между партиями материала могут привести к небольшим изменениям в стабильности, требующим незначительной корректировки процесса обработки.
Постоянный риск ползучести
Ползучесть — это тенденция твердого материала необратимо деформироваться под влиянием постоянного механического напряжения. При ПТФЭ это усугубляется теплом. Деталь, которая имеет точные размеры сразу после станка, может медленно деформироваться, если она была обработана под напряжением.
Необходимость стабилизации после обработки
Для деталей с самыми жесткими допусками крайне важно дать им вернуться к стабильной температуре окружающей среды, прежде чем проводить окончательные измерения. Измерение детали, пока она еще теплая после обработки, даст вам ложные показания.
Сделайте правильный выбор для вашей цели
Ваш конкретный подход должен быть адаптирован к основным требованиям готового компонента.
- Если ваш основной фокус — жесткие допуски: Приоритетом является агрессивное, постоянное охлаждение и использование нескольких, очень легких чистовых проходов для минимизации тепловыделения.
- Если ваш основной фокус — предотвращение коробления тонких деталей: Используйте минимальное, равномерно распределенное усилие зажима и поддерживайте всю деталь с помощью приспособления или опорной плиты.
- Если ваш основной фокус — повторяемость процесса при большом объеме производства: Поддерживайте стабильную температуру в цеху и используйте выделенный, исключительно острый инструмент, который никогда не используется для других материалов.
В конечном счете, освоение управления теплом — это ключ к превращению ПТФЭ из сложного материала в предсказуемый и надежный.
Сводная таблица:
| Проблема | Первопричина | Ключевая стратегия смягчения последствий |
|---|---|---|
| Погрешность размеров | Высокое термическое расширение и низкая теплопроводность | Агрессивное охлаждение (воздух/СОЖ) и острые инструменты |
| Коробление детали | Накопление тепла и напряжение зажима | Минимальное, равномерное усилие зажима и поддержка детали |
| Ползучесть после обработки | Остаточное напряжение и память материала | Дайте деталям остыть до температуры окружающей среды перед окончательным измерением |
Испытываете трудности с точностью деталей из ПТФЭ? KINTEK специализируется на прецизионной обработке компонентов из ПТФЭ (уплотнения, вкладыши, лабораторная посуда) для полупроводниковой, медицинской и лабораторной промышленности. Наш опыт в управлении термическим расширением гарантирует, что ваши детали соответствуют самым жестким допускам, от прототипов до крупносерийных заказов. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваш проект и добиться надежных, стабильных по размерам результатов.
Визуальное руководство