Для успешного сверления ПТФЭ необходимо учитывать его уникальное сочетание мягкости, низкой температуры плавления и высокого теплового расширения. Это требует использования чрезвычайно острых сверл из быстрорежущей стали (HSS) на умеренных скоростях, чтобы предотвратить перегрев и деформацию материала. Правильное давление зажима и обеспечение идеальной перпендикулярности сверла также имеют решающее значение для предотвращения размерных неточностей и «увода» сверла.
Основная проблема при сверлении политетрафторэтилена (ПТФЭ) заключается не в резке материала, а в контроле над ним. Его мягкость и высокое тепловое расширение означают, что неправильные инструменты, скорости или давление зажима легко деформируют деталь, что приводит к неточным отверстиям.

Почему сверление ПТФЭ представляет собой уникальную проблему
Чтобы эффективно обрабатывать любой материал, вы должны сначала понять его природу. Определяющие характеристики ПТФЭ — хотя и полезные в конечном применении — создают особые проблемы в процессе изготовления.
Понимание основных свойств материала
ПТФЭ известен своей мягкостью, скользкостью и химической инертностью. Он также имеет чрезвычайно высокий коэффициент теплового расширения, что означает, что он значительно расширяется и сжимается при изменении температуры.
Эта комбинация означает, что материал оказывает небольшое сопротивление режущему инструменту, но очень подвержен деформации как от механического давления, так и от тепла.
Риск возникновения тепла
Трение от сверла генерирует тепло. Из-за низкой температуры плавления и плохой теплопроводности ПТФЭ это тепло концентрируется в точке реза, а не рассеивается по материалу.
Даже небольшое повышение температуры приведет к расширению материала, из-за чего отверстие, которое вы сверлите, станет меньше, чем сверло. Продолжающееся тепло приведет к его плавлению и «размазыванию», а не к чистому резу.
Деформация под давлением
Мягкость ПТФЭ и его склонность к «текучести» (деформации с течением времени под постоянной нагрузкой) затрудняют закрепление заготовки.
Если вы слишком сильно зажмете кусок ПТФЭ в тисках, вы его сожмете. После того как вы просверлите отверстие и снимите давление, материал расслабится, и размеры отверстия больше не будут точными.
Правильные инструменты и методы для точности
Достижение точного отверстия в ПТФЭ полностью зависит от использования правильных инструментов и дисциплинированного процесса, который минимизирует тепло и давление.
Выбор и геометрия сверла
Самым важным фактором является инструмент. Используйте сверла из быстрорежущей стали (HSS), которые чрезвычайно остры. Полированная, острая режущая кромка чисто прорежет материал.
Тупое сверло будет толкать и рвать материал, создавая чрезмерное трение и тепло, что является основной причиной неудачи.
Умеренные скорости и подачи
Сопротивляйтесь искушению использовать высокие обороты. Умеренные скорости резания необходимы для минимизации тепловыделения.
Цель состоит в том, чтобы создать непрерывную стружку, что указывает на правильный срез материала. Если материал становится липким или плавится на сверле, ваша скорость слишком высока.
Зажим и удержание заготовки
Закрепите заготовку с силой, достаточной лишь для ее удержания. Давление зажима должно быть распределено по большой площади, если это возможно, чтобы избежать локализованных точек сжатия.
Никогда не перетягивайте крепеж, так как это гарантирует размерную неточность после снятия детали.
Выравнивание и отвод стружки
Сверло должно быть идеально перпендикулярно заготовке. Мягкость ПТФЭ позволяет сверлу легко отклоняться или «уходить» от центра, если оно неправильно выровнено.
Убедитесь, что стружка удаляется из отверстия по мере сверления. Накопление стружки может расплавиться и загрязнить отверстие, испортив чистоту поверхности и размеры.
Понимание компромиссов и распространенных ошибок
Проектирование и обработка с использованием ПТФЭ требуют принятия его присущих ограничений. Понимание этих компромиссов является ключом к успешному результату.
Проблема жестких допусков
Высокое тепловое расширение и склонность ПТФЭ к ползучести делают его плохим выбором для применений, требующих чрезвычайно жестких допусков по размерам.
Деталь, измеренная при одной температуре, будет иметь другие размеры при другой. Это должно быть учтено на этапе проектирования.
Изменения размеров после сверления
Даже после успешной операции сверления деталь может измениться. По мере того как заготовка остывает до температуры окружающей среды, просверленное отверстие станет больше.
Для достижения истинной точности дайте материалу термически стабилизироваться, прежде чем проводить окончательное измерение.
Предотвращение размазывания материала
Наиболее частая ошибка — это размазывание или плавление, что приводит к грязному, неточному отверстию. Это почти всегда вызвано сочетанием двух факторов: тупого режущего инструмента и чрезмерной скорости сверления.
Сделайте правильный выбор для вашей цели
Адаптируя свой подход к основной цели, вы можете смягчить проблемы работы с ПТФЭ.
- Если ваш основной фокус — точность размеров: Отдавайте приоритет чрезвычайно острым инструментам HSS, используйте умеренные скорости и дайте материалу стабилизироваться при комнатной температуре перед окончательным измерением.
- Если ваш основной фокус — предотвращение разрушения материала: Сосредоточьтесь на минимизации тепловыделения за счет правильной скорости сверления и обеспечения эффективного удаления стружки для предотвращения плавления.
- Если вы проектируете деталь: Признайте свойства ПТФЭ, проектируя с более широкими допусками, когда это возможно, чтобы учесть его присущее тепловое расширение и ползучесть.
Уважая уникальные свойства ПТФЭ, а не борясь с ними, вы можете последовательно добиваться чистых и точных результатов.
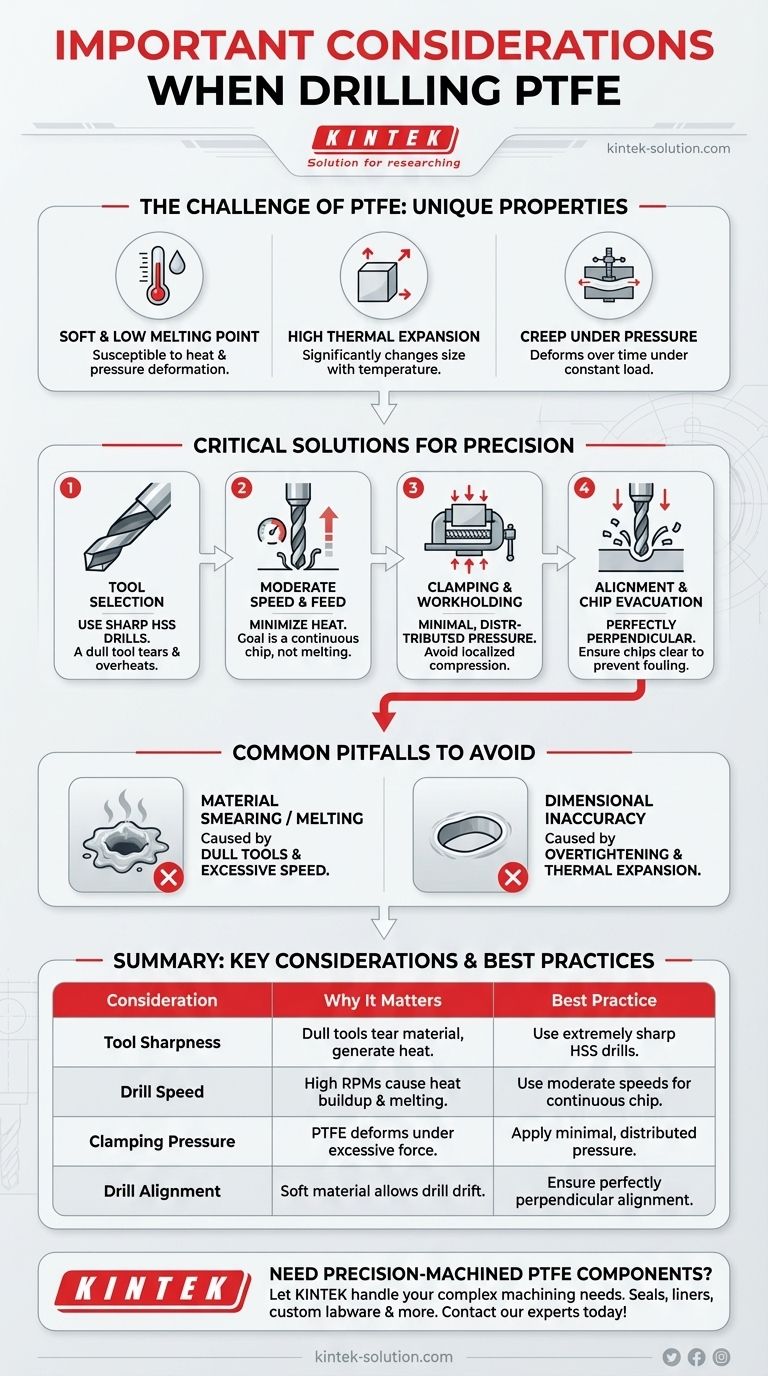
Сводная таблица:
| Ключевое соображение | Почему это важно | Лучшая практика |
|---|---|---|
| Острота инструмента | Тупые инструменты рвут материал и генерируют избыточное тепло. | Используйте чрезвычайно острые сверла из быстрорежущей стали (HSS). |
| Скорость сверления | Высокие обороты вызывают накопление тепла и плавление. | Используйте умеренные скорости для образования непрерывной стружки. |
| Давление зажима | ПТФЭ деформируется под чрезмерным усилием, нарушая размеры. | Прикладывайте минимальное, распределенное давление для удержания заготовки. |
| Выравнивание сверла | Мягкий материал позволяет сверлу уходить от центра. | Убедитесь, что сверло идеально перпендикулярно заготовке. |
Нужны ли вам прецизионно обработанные компоненты из ПТФЭ?
Сверление ПТФЭ — это лишь один из этапов создания высокоэффективных компонентов. В KINTEK мы специализируемся на производстве прецизионных деталей из ПТФЭ, таких как уплотнения, вкладыши и лабораторная посуда на заказ. Наш опыт гарантирует, что ваши компоненты будут изготовлены правильно с самого начала, позволяя избежать подводных камней тепловой деформации и размерной неточности.
Мы обслуживаем полупроводниковый, медицинский, лабораторный и промышленный секторы с помощью изготовления на заказ, от прототипов до крупносерийных заказов.
Позвольте нам заняться сложной механической обработкой — Свяжитесь с нашими экспертами сегодня, чтобы обсудить требования вашего проекта!
Визуальное руководство
Связанные товары
- Индивидуальная капельная воронка из ПТФЭ с постоянным давлением, коррозионностойкая, с низким фоновым уровнем, лабораторная посуда, капельная воронка для трассирующего анализа
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Кастомная капельная воронка постоянного давления из политетрафторэтилена (PTFE), устойчивая к коррозии, для управления потоками жидкостей, совместимая с переходными пробками
- Кран из ПТФЭ с высокой коррозионной стойкостью, вентиль из политетрафторэтилена для химических бочек и систем передачи жидкостей, промышленный класс с возможностью настройки
- ESP-образец твердого вещества из ПТФЭ высокой чистоты с настраиваемой длиной для лабораторной экстракции и химического анализа, зонд для отбора проб из политетрафторэтилена
Люди также спрашивают
- Что такое дисперсия ПТФЭ и как она используется? Руководство по антипригарным покрытиям и химической стойкости
- Как соотносятся затраты на септы из ПТФЭ и силикона? Поймите ценность, стоящую за ценой
- Какой метод производства ПТФЭ дисперсионным способом и каковы его продукты? Идеально подходит для тонких покрытий и пленок
- Каковы области применения дисперсии ПТФЭ? Руководство по антипригарным, химически стойким покрытиям и многому другому
- Какие меры предосторожности следует соблюдать при сверлении ПТФЭ? Идеально чистые и точные отверстия каждый раз



















