Наиболее важными заключительными соображениями при механической обработке тефлона (ПТФЭ) являются прогнозирование нестабильности материала, внедрение строгих протоколов безопасности и часто проведение процесса снятия напряжения после обработки. Успех с тефлоном меньше зависит от самого резания и больше от контроля тепловых и физических сил, которые вызывают его деформацию, ползучесть и выделение опасных паров.
Определяющие характеристики тефлона — его мягкость, высокое тепловое расширение и низкое трение — также являются его самыми большими проблемами при обработке. Освоение этого материала требует стратегии, сосредоточенной на минимизации тепла, надежной фиксации заготовки без искажений и приоритете безопасности оператора превыше всего.

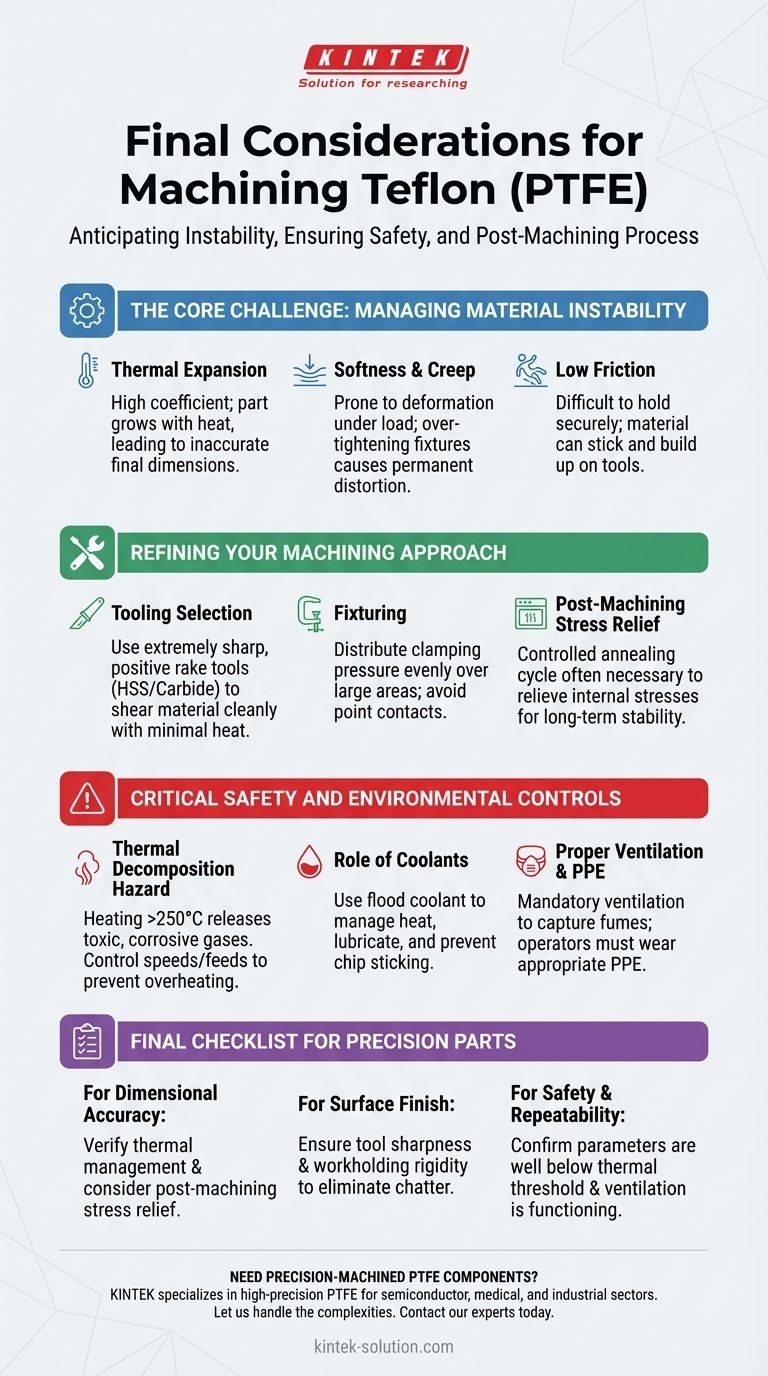
Основная проблема: управление нестабильностью материала
Механическая обработка тефлона принципиально отличается от обработки металлов или даже других пластиков. Уникальные свойства материала требуют смены мышления от агрессивного удаления материала к бережной, точной формовке при управлении его присущей нестабильностью.
Проблема теплового расширения
Тефлон имеет чрезвычайно высокий коэффициент теплового расширения. Это означает, что он значительно расширяется и сжимается даже при незначительных изменениях температуры.
Тепло, выделяемое в процессе резания, может вызвать увеличение детали, что приведет к неточным конечным размерам после ее охлаждения до температуры окружающей среды. Это основная причина невозможности выдержать жесткие допуски.
Мягкость, ползучесть и деформация
Тефлон исключительно мягок и подвержен ползучести под напряжением, что означает, что он будет медленно деформироваться с течением времени при постоянной нагрузке.
Чрезмерное затягивание тисков или зажима не только повредит поверхность, но и может необратимо исказить деталь. Эта мягкость также делает его восприимчивым к вибрации инструмента, что ухудшает качество поверхности.
Парадокс низкого трения
Знаменитая скользкость материала затрудняет его надежное удержание при обработке. Этот низкий коэффициент трения также может привести к прилипанию материала к режущему инструменту и его накоплению на нем, особенно если инструмент недостаточно острый.
Уточнение вашего подхода к обработке
Чтобы противодействовать присущим тефлону проблемам, ваша окончательная стратегия должна быть сосредоточена на специализированном инструменте, тщательной фиксации заготовки и обработке после механической обработки.
Выбор инструмента не подлежит обсуждению
Ваш выбор режущего инструмента имеет решающее значение. Цель состоит в том, чтобы чисто срезать материал с минимальным трением и выделением тепла.
Всегда используйте чрезвычайно острые режущие кромки. Подойдут как инструменты из быстрорежущей стали (HSS), так и твердосплавные, но острота важнее материала. Инструменты должны иметь положительный передний угол для создания эффекта нарезки.
Для определенных операций, таких как сверление, рассмотрите специализированные инструменты, такие как сверла с параболическими канавками, разработанные для эффективного удаления стружки из мягких материалов.
Важность приспособлений
Фиксация заготовки требует тонкого баланса. Вы должны удерживать ее достаточно прочно, чтобы противостоять силам резания, но достаточно нежно, чтобы избежать деформации.
Используйте приспособления с большой площадью поверхности для равномерного распределения давления зажима. Избегайте точечных контактов, которые могут врезаться в материал и деформировать его.
Снятие напряжения после обработки
Даже при идеальной технике механическая обработка вносит внутренние напряжения в деталь из тефлона. Для применений, требующих жестких допусков и долгосрочной стабильности, часто необходим цикл отжига или снятия напряжения после обработки.
Это включает нагрев детали в контролируемой печи до определенной температуры ниже точки плавления, а затем ее медленное охлаждение, что позволяет внутренней структуре материала расслабиться до стабильного состояния.
Критические меры безопасности и контроля окружающей среды
Неспособность контролировать среду обработки тефлона — это не просто проблема качества; это серьезная угроза безопасности.
Опасность термического разложения
Нагрев тефлона выше 250°C (482°F) может вызвать его разложение с выделением высоко токсичных и коррозионно-активных газов. Эти пары представляют значительный риск для здоровья.
Крайне важно контролировать скорость и подачу при резании, чтобы предотвратить перегрев. Никогда не допускайте обесцвечивания стружки от тепла.
Роль смазочно-охлаждающих жидкостей (СОЖ)
Использование системы подачи СОЖ является эффективным способом управления теплом, смазки реза и предотвращения прилипания стружки к инструменту.
При сухоразмерной обработке вы должны использовать еще более консервативные параметры резания и иметь систему для эффективного удаления стружки, чтобы предотвратить накопление тепла.
Надлежащая вентиляция и СИЗ
Надежная система вентиляции обязательна для улавливания любых потенциальных паров у источника. Операторы всегда должны использовать соответствующие средства индивидуальной защиты (СИЗ), включая защитные очки.
Заключительный контрольный список для точных деталей из ПТФЭ
Чтобы гарантировать успешный результат вашего процесса, настройте свой окончательный обзор в соответствии с вашей основной целью.
- Если ваш основной фокус — точность размеров: Ваша окончательная проверка должна быть сосредоточена на управлении температурой, обеспечении эффективности вашего СОЖ и рассмотрении цикла снятия напряжения после обработки.
- Если ваш основной фокус — качество поверхности: Ваша окончательная проверка должна быть сосредоточена на остроте ваших режущих инструментов и жесткости вашей фиксации, чтобы исключить вибрацию.
- Если ваш основной фокус — безопасность и повторяемость: Ваша окончательная проверка должна заключаться в подтверждении того, что параметры резания значительно ниже порога термического разложения и что все системы вентиляции работают идеально.
В конечном счете, успешная механическая обработка тефлона заключается в уважении свойств материала, а не в борьбе с ними.
Сводная таблица:
| Ключевое соображение | Почему это важно |
|---|---|
| Тепловое расширение | Предотвращает неточность размеров по мере охлаждения детали. |
| Острый инструмент | Обеспечивает чистый рез, минимизирует тепло и предотвращает накопление материала. |
| Бережная фиксация | Предотвращает необратимую деформацию детали из-за давления зажима. |
| Протоколы безопасности | Снижает риск от токсичных паров, выделяющихся при перегреве материала (>250°C/482°F). |
| Снятие напряжения после обработки | Снимает внутренние напряжения для долгосрочной стабильности размеров. |
Нужны компоненты из ПТФЭ, изготовленные с высокой точностью?
Механическая обработка тефлона в соответствии с точными спецификациями требует опыта и специализированных процессов. KINTEK производит высокоточные компоненты из ПТФЭ — включая уплотнения, футеровки и лабораторную посуду на заказ — для полупроводниковой, медицинской, лабораторной и промышленной отраслей.
Мы уделяем первоочередное внимание точному производству и управляем критическими аспектами теплового расширения, снятия напряжения и безопасности для вас, от прототипов до крупносерийных заказов.
Позвольте нам заняться сложностями. Свяжитесь с нашими экспертами сегодня, чтобы обсудить требования вашего проекта.
Визуальное руководство
Связанные товары
- Малая реакционная бутылка из ПТФЭ, коррозионностойкий фторполимерный бак для растворения проб, цельнолитой контейнер для хранения
- Настраиваемый реактор из политетрафторэтилена (PTFE) и коррозионностойкая колба Тефлон
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Изготовленные на заказ шарики из ПТФЭ-тефлона для передовых промышленных применений
- Малая реакционная колба из коррозионностойкого ПТФЭ, цельноформованная, тефлоновый резервуар для хранения образцов
Люди также спрашивают
- Каковы ключевые свойства, которые делают тефлон широко применимым? Раскройте непревзойденную химическую и термическую стойкость
- Как ведут себя контейнеры из политетрафторэтилена (ПТФЭ) в отношении газопроницаемости? Экспертные выводы о поглощении растворителей
- Каковы преимущества антипригарной поверхности бутылки из ПТФЭ? Обеспечьте чистоту и эффективность в вашей лаборатории
- Каковы температурные пределы для бутыли из ПТФЭ? Обеспечьте безопасность от -200°C до 260°C
- Почему тефлон используется в высокопроизводительных приложениях? Непревзойденное низкое трение и химическая стойкость



















