Для успешной механической обработки Политетрафторэтилена (PTFE) необходимо уделять первостепенное внимание острой оснастке для чистых резов, эффективному охлаждению для управления тепловым расширением, контролируемым скоростям и подачам для предотвращения разрыва материала и минимальному давлению зажима для предотвращения деформации детали. Эти методы — не просто предложения; они необходимы для противодействия уникальной мягкости и термической чувствительности материала.
Основная проблема обработки PTFE заключается не в его твердости, а в его присущей нестабильности. Успех полностью зависит от управления склонностью материала к деформации под давлением и расширению от тепла, что требует сосредоточения на точности, а не на силе.

Основная проблема: понимание поведения PTFE
Обработка PTFE на первый взгляд обманчиво проста. Он мягкий и легко режется. Однако достижение точности размеров требует глубокого понимания его трех основных характеристик.
Его обманчивая мягкость
Низкая плотность и мягкость PTFE означают, что он оказывает небольшое сопротивление режущему инструменту. Хотя это облегчает удаление материала, это также делает материал склонным к разрывам, захвату и вибрации, если инструмент не идеально острый.
Эта мягкость также приводит к образованию значительных заусенцев на краях детали, которые должны быть тщательно удалены на заключительном этапе снятия заусенцев для обеспечения правильной работы и сборки.
Чрезвычайное тепловое расширение
PTFE имеет очень высокий коэффициент теплового расширения. Даже небольшое количество тепла, выделяемого трением при резке, приведет к значительному расширению материала, что нарушит допуски по размерам.
Как только деталь остынет, она сожмется, и размеры, которые казались правильными во время резки, больше не будут соответствовать спецификации. Это делает управление теплом основной битвой при прецизионной обработке PTFE.
Склонность к ползучести под напряжением
Под давлением PTFE со временем деформируется. Это свойство, известное как ползучесть под напряжением, является серьезной проблемой для крепления заготовки.
Если деталь зажата слишком туго в тисках или приспособлении, она будет медленно сжиматься. Деталь может быть обработана идеально, но как только давление зажима будет снято, она примет искаженную, непригодную форму.
Основные параметры и методы обработки
Каждое решение по обработке должно приниматься с целью смягчения естественных тенденций материала.
Выбор инструмента: острота не подлежит обсуждению
Самым важным фактором является кромка режущего инструмента. Используйте чрезвычайно острые инструменты с большим углом наклона и отполированной, гладкой поверхностью.
Хотя быстрорежущая сталь (HSS) или твердосплавные инструменты работают хорошо, острота и геометрия режущей кромки гораздо более важны, чем сам материал инструмента. Тупой инструмент будет проталкивать материал, выделяя избыточное тепло и давая плохую отделку.
Скорости и подачи: тонкий баланс
Цель состоит в том, чтобы получить чистую стружку без выделения избыточного тепла. Трение, а не резка, является основным источником тепла, и этого следует избегать.
Начните с умеренных скоростей резания, обычно в диапазоне от 200 до 500 футов в минуту (SFM).
Используйте такие скорости подачи, которые достаточно высоки для поддержания непрерывной стружки, обычно от 0,002 до 0,010 дюйма на оборот (IPR). Слишком медленная подача приведет к тому, что инструмент будет тереться, выделяя тепло и давая плохую чистоту поверхности.
Роль охлаждающей жидкости
Постоянное и обильное использование охлаждающей жидкости обязательно для управления тепловым расширением. Цель состоит в том, чтобы затопить деталь и инструмент, чтобы отводить тепло так же быстро, как оно генерируется.
Сжатый воздух может подойти для черновой обработки, но водосмешиваемая охлаждающая жидкость превосходит для чистовой обработки и поддержания жестких допусков.
Крепление заготовки: легкое и постоянное давление
Избегайте деформации, используя абсолютный минимум давления зажима, необходимого для надежного удержания детали.
Используйте приспособления с широкими поверхностями или специальные мягкие кулачки для равномерного распределения силы зажима. Никогда не прикладывайте концентрированное давление к одной точке, так как это гарантирует искажение из-за ползучести под напряжением.
Понимание подводных камней и компромиссов
Игнорирование уникальных свойств PTFE постоянно приведет к браку деталей. Осознание распространенных режимов отказа является ключом к предотвращению.
Проблема жестких допусков
Из-за высокого теплового расширения и склонности к ползучести достижение жестких допусков на PTFE на удивление сложно. Конструкция детали должна это учитывать.
Если конструкция требует чрезвычайно жестких допусков, крайне важно выполнять чистовые проходы в условиях контролируемой температуры и дать материалу стабилизироваться перед окончательными измерениями.
Заключительный, критический шаг: снятие заусенцев
Мягкая, волокнистая природа PTFE означает, что почти каждая обработанная особенность будет иметь значительный заусенец.
Это не признак плохой обработки, а присущее свойство материала. Тщательный, осторожный ручной или автоматизированный процесс снятия заусенцев является обязательным заключительным шагом для почти любой функциональной детали из PTFE.
Несбалансированные или тонкостенные детали
Сочетание мягкости и тепловыделения делает обработку тонкостенных или несбалансированных деталей особенно сложной. Силы резания и тепло могут легко вызвать прогиб или деформацию этих элементов, что приведет к неточностям.
Принятие правильного решения для вашей цели
Ваш подход должен адаптироваться в зависимости от наиболее критичного результата для вашей конкретной детали.
- Если ваша основная цель — достижение максимально возможной точности размеров: Ставьте в приоритет агрессивное охлаждение и минимальное, равномерно распределенное давление зажима превыше всего.
- Если ваша основная цель — достижение превосходной чистоты поверхности: Сосредоточьтесь на использовании исключительно острой, полированной оснастки и скорости подачи, оптимизированной для получения чистой стружки без трения.
- Если ваша основная цель — предотвращение деформации детали: Разработайте приспособления, которые поддерживают всю заготовку, и прикладывайте абсолютный минимум необходимой силы зажима.
В конечном счете, успешная обработка PTFE означает уважение свойств материала, а не борьбу с ними.
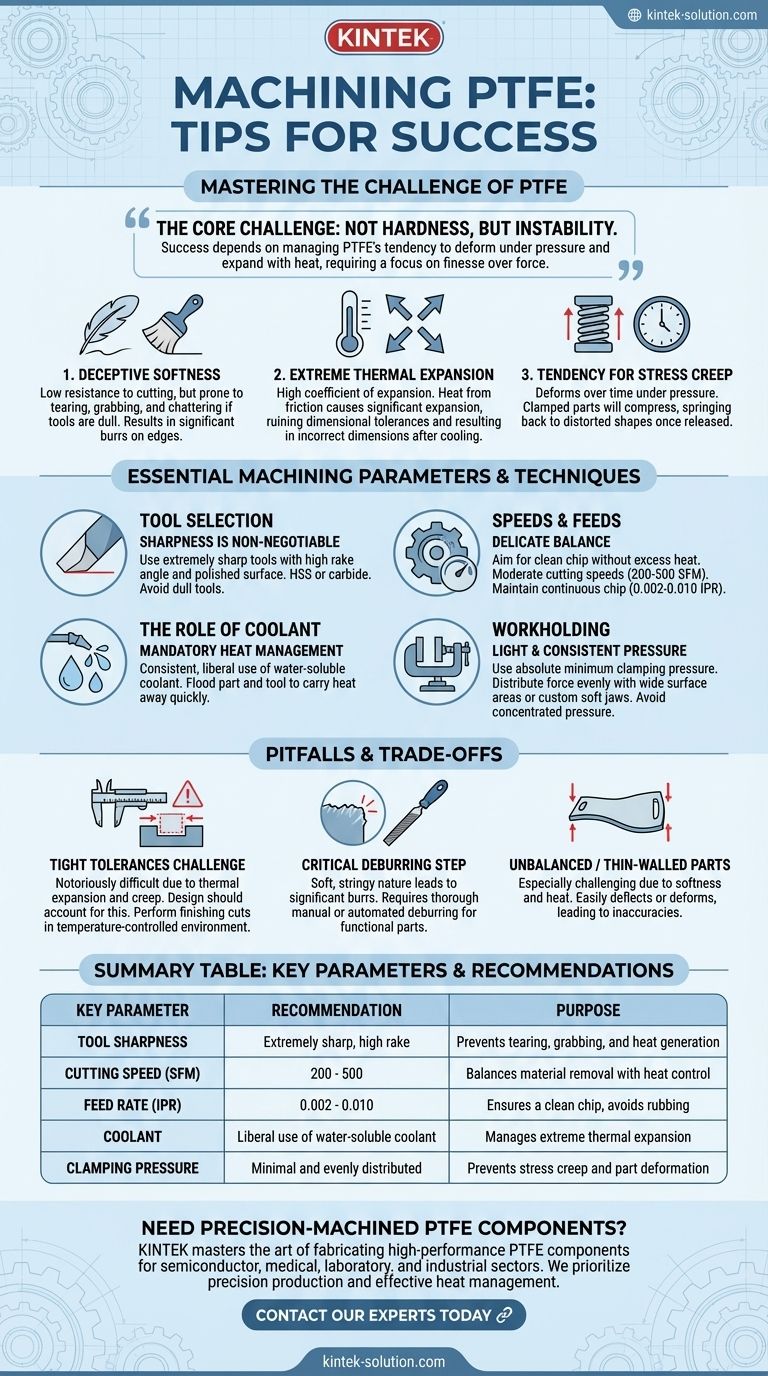
Сводная таблица:
| Ключевой параметр | Рекомендация | Назначение |
|---|---|---|
| Острота инструмента | Чрезвычайно острый, большой угол наклона | Предотвращает разрывы, захват и выделение тепла |
| Скорость резания (SFM) | 200 - 500 | Балансирует удаление материала с контролем тепла |
| Скорость подачи (IPR) | 0.002 - 0.010 | Обеспечивает чистую стружку, избегает трения |
| Охлаждающая жидкость | Обильное использование водосмешиваемой охлаждающей жидкости | Управляет экстремальным тепловым расширением |
| Давление зажима | Минимальное и равномерно распределенное | Предотвращает ползучесть под напряжением и деформацию детали |
Нужны компоненты из PTFE, изготовленные с высокой точностью?
Обработка PTFE в соответствии с точными спецификациями требует специального опыта и глубокого уважения к свойствам материала. В KINTEK мы освоили искусство изготовления высокопроизводительных компонентов из PTFE — от уплотнений и футеровок до сложной лабораторной посуды — для полупроводниковой, медицинской, лабораторной и промышленной отраслей.
Мы уделяем первоочередное внимание точному производству и эффективному управлению теплом, чтобы гарантировать, что ваши детали соответствуют строгим требованиям к размерам и функциональности, независимо от того, нужны ли вам прототипы или крупносерийные заказы.
Позвольте нам взять на себя проблемы обработки PTFE. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши потребности в индивидуальном изготовлении.
Визуальное руководство
Связанные товары
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Изготовленные на заказ шарики из ПТФЭ-тефлона для передовых промышленных применений
- Коррозионностойкий диспергирующий диск из ПТФЭ и высокотемпературная мешальная лопасть с пропеллером для лабораторного перемешивания химических реактивов
Люди также спрашивают
- Каковы минимальные и максимальные размеры для механической обработки деталей из ПТФЭ? Проектируйте для успеха без универсальных ограничений
- Каковы ключевые преимущества ПТФЭ (PTFE) при индивидуальном изготовлении? Раскройте потенциал производительности в экстремальных условиях
- Какие преимущества дают детали из ПТФЭ на заказ для повышения эффективности промышленных предприятий? Увеличьте время безотказной работы и сократите расходы
- В каких отраслях больше всего выигрывают от использования деталей из ПТФЭ, изготовленных на заказ? Решение проблем в экстремальных условиях
- Почему выбор инструмента важен при механической обработке деталей из ПТФЭ на станках с ЧПУ? Достижение точности и качества



















