Для успешной механической обработки ПТФЭ необходимо использовать чрезвычайно острые инструменты, высокие скорости резания, медленные подачи и малую глубину резания. Поскольку ПТФЭ мягкий и значительно расширяется при нагревании, постоянная подача большого количества охлаждающей жидкости критически важна для контроля температуры, предотвращения деформации и достижения жестких допусков по размерам.
Основная проблема при обработке ПТФЭ заключается не в его твердости, а в его мягкости, низкой прочности и высоком коэффициенте теплового расширения. Успех полностью зависит от минимизации сил резания и накопления тепла, чтобы предотвратить деформацию или плавление материала в процессе.

Уникальные проблемы механической обработки ПТФЭ
Политетрафторэтилен (ПТФЭ), часто известный под торговой маркой Тефлон, представляет собой уникальный набор проблем для механической обработки. Понимание этих свойств является первым шагом к производству точных деталей.
Управление мягкостью и деформацией
ПТФЭ — исключительно мягкий материал. Это означает, что он может легко сжиматься или деформироваться тупыми режущими инструментами или чрезмерным давлением зажима от приспособлений.
Вместо чистой резки материал может быть продавлен или «вспахан» инструментом, который недостаточно остр, что приводит к плохому качеству поверхности и неточности размеров.
Высокий коэффициент теплового расширения
ПТФЭ расширяется и сжимается при изменении температуры гораздо сильнее, чем металлы или даже многие другие пластмассы.
Даже небольшое количество тепла, выделяющееся в процессе резания, может вызвать расширение заготовки, что приведет к отклонению критических размеров. Когда деталь остынет, она будет меньше, чем предполагалось, что делает контроль допусков основной задачей.
Влияние наполнителей (стекло, углерод, графит)
Для улучшения механических свойств ПТФЭ часто смешивают с наполнителями, такими как стекло, углерод или графит. Эти соединения ПТФЭ обеспечивают лучшую износостойкость, большую стабильность и уменьшенную деформацию под нагрузкой.
Однако эти наполнители также делают материал значительно более абразивным. Обработка наполненного ПТФЭ вызовет быстрый износ инструмента, требуя более твердых и долговечных режущих инструментов для поддержания остроты и точности.
Основные стратегии и параметры механической обработки
Достижение высококачественного результата с ПТФЭ требует целенаправленного подхода, который напрямую противодействует его естественным свойствам.
Выбор инструмента критически важен
Ваши режущие инструменты должны быть чрезвычайно острыми. Острая кромка чисто разрезает мягкий материал, тогда как тупая кромка будет его рвать.
Для первичного ПТФЭ могут подойти инструменты из быстрорежущей стали (HSS), но инструменты с твердосплавными напайками являются лучшим выбором для долговечности и остроты. Для абразивных наполненных марок ПТФЭ твердый сплав необходим для сопротивления износу.
Оптимизация скоростей и подач
Общее правило для ПТФЭ: высокая скорость, низкая подача.
- Скорости резания: Поддерживайте высокие скорости резания, обычно в диапазоне от 200 до 500 м/мин (в некоторых случаях до 1000 м/мин). Это позволяет инструменту резать материал до того, как успеет накопиться значительное количество тепла.
- Скорости подачи: Используйте более низкие скорости подачи, около 0,1–0,5 мм/об. Медленная подача снижает силы резания, воздействующие на материал, предотвращая его вибрацию или деформацию.
Роль охлаждающей жидкости
Постоянная, обильная подача охлаждающей жидкости не подлежит обсуждению. Охлаждающая жидкость выполняет две основные функции.
Во-первых, она контролирует тепло в точке резания, предотвращая тепловое расширение и сохраняя точность размеров. Во-вторых, она помогает удалять стружку, которая в противном случае может стать липкой и намотаться на инструмент.
Контроль глубины резания
Используйте небольшую глубину резания. Хорошим правилом является не превышать одной трети диаметра режущего инструмента.
Это минимизирует давление на заготовку, дополнительно снижая риск деформации и вибрации инструмента, что характерно для мягких материалов.
Распространенные ошибки, которых следует избегать
Успех с ПТФЭ часто заключается в избегании распространенных ошибок, связанных с его уникальными свойствами.
Неправильное крепление заготовки
Чрезмерное затягивание тисков или зажима может легко раздавить или деформировать деталь из ПТФЭ еще до начала первого реза.
Используйте приспособления, которые распределяют усилие зажима по широкой поверхности, такие как мягкие губки или вакуумные приспособления, чтобы надежно удерживать заготовку без деформации.
Игнорирование износа инструмента
Это особенно важно для наполненного ПТФЭ. По мере затупления инструмента от абразивных наполнителей силы резания увеличиваются, накапливается тепло, и качество поверхности быстро ухудшается.
Регулярно проверяйте остроту своих инструментов и заменяйте их до того, как они вызовут проблемы. Острый инструмент — ваш самый важный актив.
Правильный выбор для вашей цели
Ваш подход должен быть адаптирован к конкретной марке ПТФЭ, с которой вы работаете, и к точности, требуемой для вашей конечной детали.
- Если ваша основная задача — механическая обработка первичного (ненаполненного) ПТФЭ: Приоритет отдавайте чрезвычайно острым инструментам и агрессивному охлаждению для управления его мягкостью и высоким тепловым расширением.
- Если ваша основная задача — механическая обработка наполненного ПТФЭ (стекло, углерод): Используйте твердые, износостойкие твердосплавные инструменты и внимательно следите за их затуплением, вызванным абразивными наполнителями.
- Если ваша основная задача — достижение высокоточных допусков: Прежде всего, уделяйте внимание стабильности процесса — надежное, но бережное крепление, постоянный поток охлаждающей жидкости и точно настроенные скорости и подачи являются обязательными.
Уважая уникальные характеристики материала, вы сможете надежно производить точные, высококачественные компоненты из ПТФЭ.
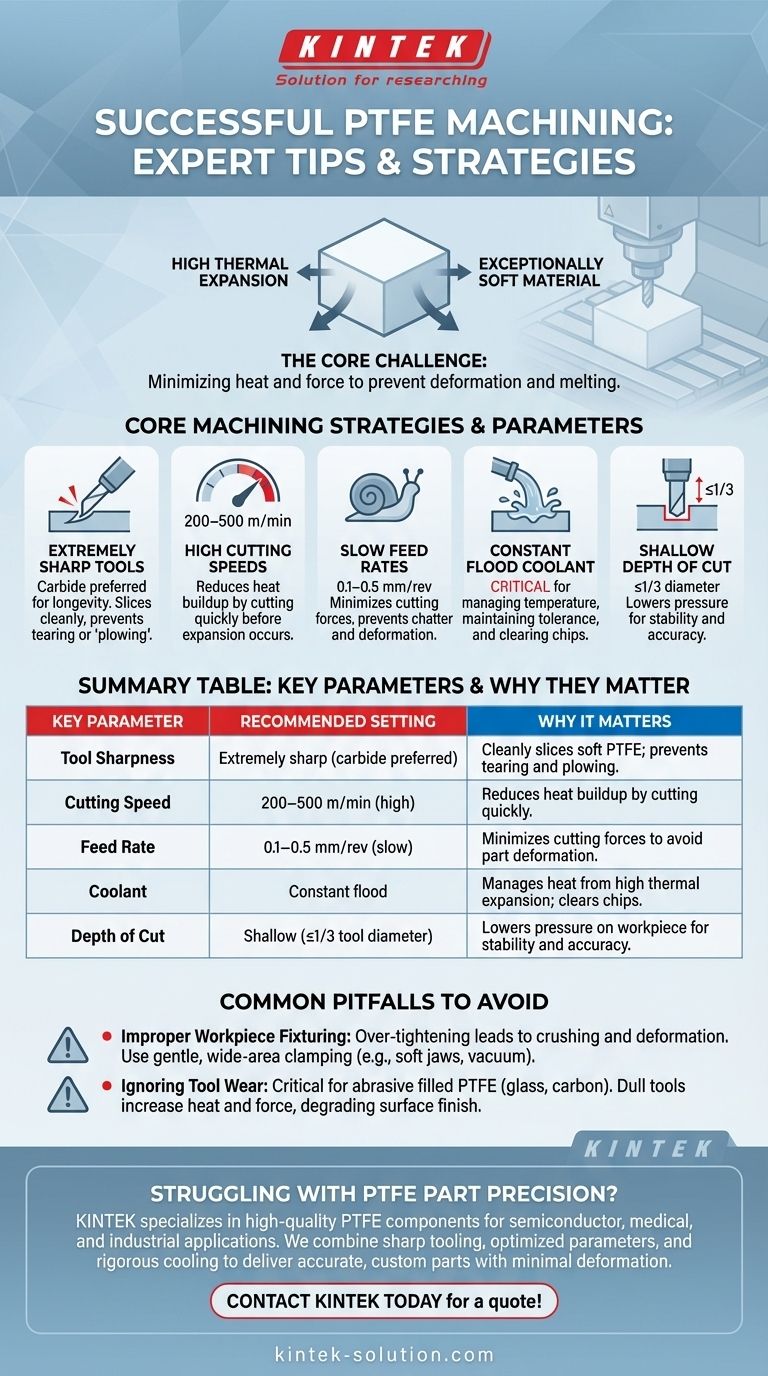
Сводная таблица:
| Ключевой параметр | Рекомендуемая настройка | Почему это важно |
|---|---|---|
| Острота инструмента | Чрезвычайно острый (предпочтительно твердосплавный) | Чисто разрезает мягкий ПТФЭ; предотвращает разрыв и вспахивание. |
| Скорость резания | 200–500 м/мин (высокая) | Уменьшает накопление тепла за счет быстрой резки. |
| Скорость подачи | 0,1–0,5 мм/об (медленная) | Минимизирует силы резания, чтобы избежать деформации детали. |
| Охлаждающая жидкость | Постоянный поток | Контролирует тепло от высокого теплового расширения; удаляет стружку. |
| Глубина резания | Мелкая (≤1/3 диаметра инструмента) | Снижает давление на заготовку для стабильности и точности. |
Испытываете трудности с точностью деталей из ПТФЭ? KINTEK специализируется на механической обработке высококачественных компонентов из ПТФЭ (уплотнения, вкладыши, лабораторная посуда) для полупроводниковой, медицинской и промышленной отраслей. Мы сочетаем острые инструменты, оптимизированные параметры и тщательное охлаждение для производства нестандартных деталей — от прототипов до крупносерийных заказов — с точными допусками и минимальной деформацией. Позвольте нашему опыту решить ваши проблемы с ПТФЭ. Свяжитесь с KINTEK сегодня для получения ценового предложения!
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Кастомная капельная воронка постоянного давления из политетрафторэтилена (PTFE), устойчивая к коррозии, для управления потоками жидкостей, совместимая с переходными пробками
- Коррозионностойкий диспергирующий диск из ПТФЭ и высокотемпературная мешальная лопасть с пропеллером для лабораторного перемешивания химических реактивов
- Индивидуальная делительная воронка из ПТФЭ с постоянным давлением, устойчивая к коррозии, с низким фоном для колб PFA
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
Люди также спрашивают
- Как ведут себя контейнеры из политетрафторэтилена (ПТФЭ) в отношении газопроницаемости? Экспертные выводы о поглощении растворителей
- Можно ли изготавливать детали из фторопласта (PTFE) на заказ? Достигайте точных решений для требовательных применений
- Как обычно изготавливают лабораторную посуду и аппаратуру из ПТФЭ? Внутри процесса прецизионной механической обработки
- Почему обработанный ПТФЭ популярен в медицине? Непревзойденная биосовместимость и точность
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение



















