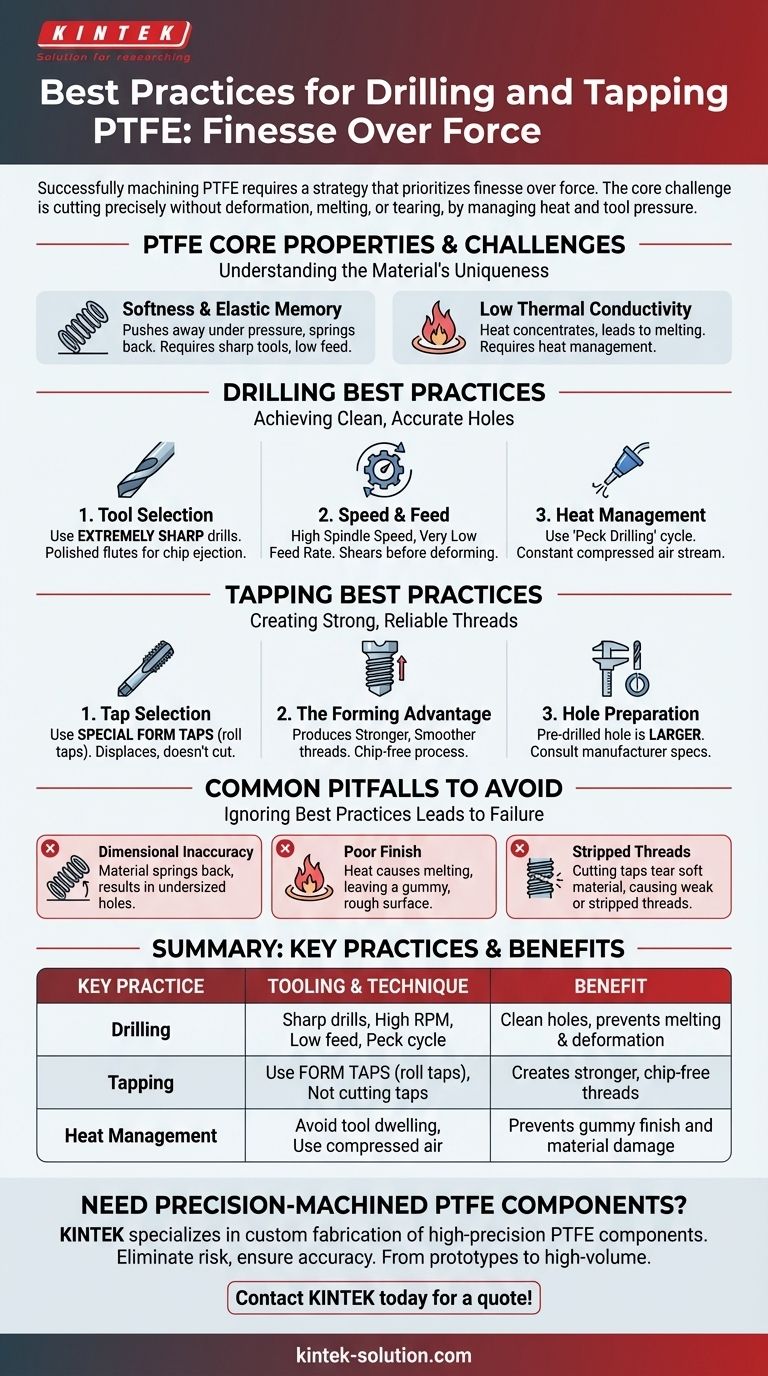
Успешная обработка ПТФЭ требует стратегии, которая отдает предпочтение ловкости, а не силе. Лучшая практика — использовать чрезвычайно острые инструменты на высоких оборотах шпинделя, но с очень низкой подачей, что позволяет чисто срезать материал до того, как его два самых сложных свойства — мягкость и плохое рассеивание тепла — смогут ухудшить результат.
Основная проблема при работе с ПТФЭ заключается не в том, чтобы его резать, а в том, чтобы резать его точно, не вызывая деформации, плавления или разрыва. Ваш успех полностью зависит от управления тепловыделением и давлением инструмента.

Понимание основной проблемы: Свойства ПТФЭ
Чтобы эффективно обрабатывать ПТФЭ, вы должны сначала понять сам материал. Его уникальные характеристики делают стандартные методы обработки неэффективными.
Мягкость и эластичная память
ПТФЭ — исключительно мягкий и податливый материал. Под давлением тупого инструмента или агрессивной подачи он будет отталкиваться, растягиваться и деформироваться, вместо того чтобы образовывать чистую стружку. Он также обладает эластичной памятью, что означает, что он может пружинить после прохода инструмента, что приводит к получению отверстий меньшего размера.
Низкая теплопроводность
В отличие от металлов, ПТФЭ не отводит тепло от режущего инструмента. Это приводит к концентрации тепла в точке контакта, что может быстро вызвать плавление, образование липкой стружки и плохое качество поверхности.
Лучшие практики для сверления ПТФЭ
Достижение чистого, точно калиброванного отверстия в ПТФЭ требует пристального внимания к инструментам и технике.
Выбор инструмента имеет решающее значение
Ваш основной инструмент должен быть исключительно острым. Идеально подходят сверла, разработанные специально для пластиков, которые часто имеют более острый угол заострения и высокополированные канавки. Острая кромка чисто срезает материал, а полированные канавки помогают эффективно удалять липкую стружку.
Высокие скорости, низкие подачи
Используйте высокую скорость вращения шпинделя (об/мин), чтобы гарантировать, что режущая кромка движется достаточно быстро, чтобы срезать материал до того, как он успеет деформироваться. Сочетайте это с очень низкой подачей. Слишком быстрое вдавливание сверла в материал приведет к его разрыву и деформации, а не к резке.
Управление тепловыделением
Никогда не позволяйте инструменту задерживаться на одном месте. Использование цикла «пошагового сверления» — при котором сверло немного продвигается, а затем отводится для удаления стружки — очень эффективно. Это действие ломает стружку и дает как инструменту, так и заготовке момент для охлаждения. Постоянный поток сжатого воздуха также может помочь удалить стружку и обеспечить некоторое охлаждение.
Лучшие практики для нарезания резьбы в ПТФЭ
Создание резьбы в ПТФЭ представляет собой аналогичный набор проблем. Мягкость материала облегчает срыв или создание слабой резьбы, если используется неправильный подход.
Используйте формообразующие метчики, а не режущие
Самая важная лучшая практика для нарезания резьбы в ПТФЭ — использование специальных формообразующих метчиков (также известных как метчики для холодной формовки или накатные метчики). Эти инструменты не срезают материал. Вместо этого они смещают и сжимают ПТФЭ для формирования профиля резьбы.
Преимущество формования
Этот метод дает гораздо более прочную, гладкую и точную резьбу. Поскольку стружка не образуется, процесс чище и исключает риск застревания стружки в отверстии. Это напрямую соответствует цели «нарезание резьбы без резки».
Подготовка отверстия
При использовании формообразующего метчика размер предварительно просверленного отверстия имеет решающее значение и будет больше, чем размер, необходимый для стандартного режущего метчика. Всегда обращайтесь к спецификациям производителя метчика, чтобы просверлить отверстие правильного размера и обеспечить правильное течение материала.
Понимание компромиссов и подводных камней
Игнорирование этих лучших практик может привести к ряду распространенных неудач, которые расстраивают и дорого обходятся.
Риск геометрической неточности
Использование тупых инструментов или чрезмерного давления подачи приведет к тому, что ПТФЭ растянется вокруг сверла. Когда инструмент извлекается, материал пружинит обратно, в результате чего отверстие становится значительно меньше, чем использованное для его создания сверло.
Проблема плохого качества поверхности
Тепло — враг хорошего качества поверхности ПТФЭ. Если скорость вращения шпинделя слишком низка или инструмент недостаточно остр, трение расплавит материал, оставляя липкую, грубую и неприемлемую поверхность внутри отверстия или на резьбе.
Опасность сорванной резьбы
Попытка использовать стандартный режущий метчик, особенно агрессивный, является наиболее частой причиной неудачной резьбы. Режущие кромки метчика будут стремиться разорвать и вытянуть мягкий материал, что приведет к получению резьбы, которая является слабой, плохо сформированной или полностью сорванной.
Выбор правильного варианта для вашей цели
Адаптируйте свою технику в зависимости от наиболее важного результата.
- Если ваш главный приоритет — точность размеров: Отдавайте предпочтение исключительно острому инструменту и циклу пошагового сверления с очень низкими скоростями подачи, чтобы исключить тепло и деформацию материала.
- Если ваш главный приоритет — прочная, надежная резьба: Окончательным решением является использование формообразующего метчика вместо режущего, при этом убедитесь, что размер предварительно просверленного отверстия соответствует требованиям для формования.
- Если вы сталкиваетесь с плохим качеством поверхности: Немедленные факторы, которые необходимо устранить, — это увеличение скорости вращения шпинделя и проверка того, что ваши режущие инструменты максимально остры.
Применяя к ПТФЭ уникальный подход, который он требует, вы сможете постоянно получать чистые, точные и надежные результаты.
Сводная таблица:
| Ключевая практика | Инструменты и техника | Преимущество |
|---|---|---|
| Сверление | Острые сверла, высокие об/мин, низкая подача, пошаговый цикл | Чистые отверстия, предотвращение плавления и деформации |
| Нарезание резьбы | Используйте формообразующие метчики (накатные), а не режущие | Создает более прочную резьбу без стружки |
| Управление теплом | Избегайте задержки инструмента, используйте сжатый воздух | Предотвращает липкую поверхность и повреждение материала |
Нужны компоненты из ПТФЭ с прецизионной обработкой?
Обработка ПТФЭ в собственном цеху требует специальных навыков и инструментов. Зачем рисковать потерей материала и задержками производства? KINTEK специализируется на изготовлении на заказ высокоточных компонентов из ПТФЭ — включая уплотнения, футеровки, лабораторную посуду и сложные детали с просверленными и нарезанными резьбовыми элементами.
Мы обслуживаем полупроводниковую, медицинскую, лабораторную и промышленную отрасли, обеспечивая точность размеров и превосходное качество поверхности, которое требуют ваши приложения. От прототипов до крупносерийных заказов — наш опыт гарантирует, что ваши детали из ПТФЭ будут изготовлены правильно с первого раза.
Позвольте нам позаботиться о прецизионной обработке для вас. Свяжитесь с KINTEB сегодня для получения расценки!
Визуальное руководство
Связанные товары
- Пользовательская система фильтрации из ПТФЭ, устойчивая к кислотам, высокой чистоты, класса для полупроводниковой промышленности и химической обработки
- Кран из ПТФЭ с высокой коррозионной стойкостью, вентиль из политетрафторэтилена для химических бочек и систем передачи жидкостей, промышленный класс с возможностью настройки
- Вакуумная система фильтрации из ПТФЭ (PTFE) и ПФА (PFA), коррозионностойкая, настраиваемая, небьющаяся лабораторная установка
- Коррозионностойкий фильтр из ПТФЭ с соединениями клапанов из ПФА и интегрированной перфорированной пластиной
- Высокотемпературный химически стойкий шприц на 50 мл из ПТФЭ с резьбовым уплотнением для следового анализа
Люди также спрашивают
- Каковы распространенные промышленные применения фильтров из ПТФЭ? Освойте критическую фильтрацию в требовательных отраслях
- Каковы типичные области применения фильтров из ПТФЭ в научной фильтрации? Освойте фильтрацию агрессивных химикатов и газов
- Каким образом гидрофобность фильтров из ПТФЭ (PTFE) приносит пользу при их использовании? Обеспечение бесперебойного потока газа и фильтрации растворителей
- Какие шаги включает в себя выбор подходящего PTFE-фильтра? 4-шаговое руководство по оптимальной фильтрации
- Каковы преимущества фильтрационных систем из ПТФЭ для промышленного и научного применения? Непревзойденная химическая и термическая стабильность



















