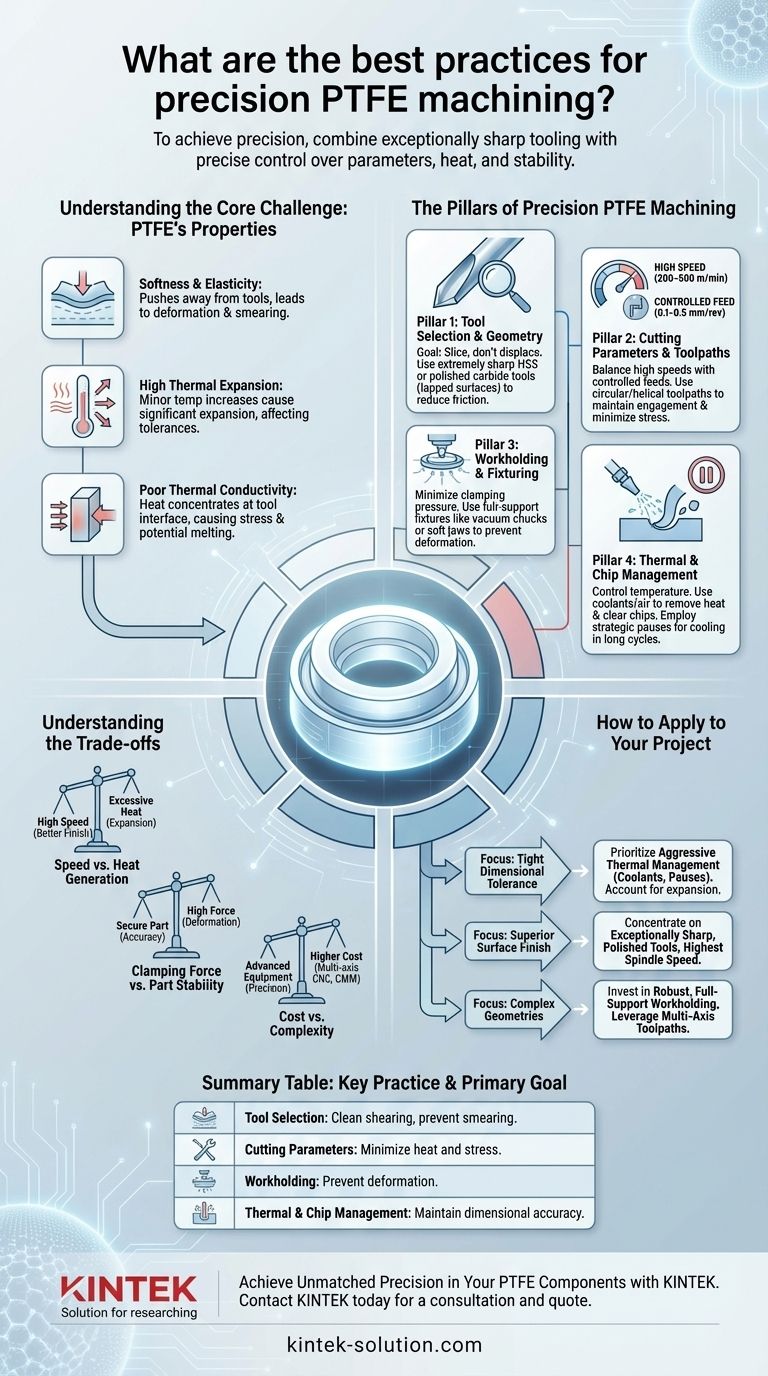
Для достижения точности при механической обработке Политетрафторэтилена (ПТФЭ) необходимо сочетать исключительно острый инструмент с точным контролем параметров резания, тепловыделения и стабильности заготовки. Основные методы включают использование инструмента из быстрорежущей стали (HSS) или полированного твердого сплава, поддержание высоких скоростей резания (200–500 м/мин) с контролируемой подачей (0,1–0,5 мм/об) и применение надежного крепления с низким давлением, такого как вакуумные патроны, для предотвращения деформации материала.
Основная проблема при обработке ПТФЭ заключается не в самом процессе резания, а в управлении его уникальными физическими свойствами. Его мягкость, плохая теплопроводность и высокий коэффициент теплового расширения означают, что успех зависит больше от контроля деформации и тепла, чем от агрессивного снятия материала.

Понимание основной проблемы: Свойства ПТФЭ
Чтобы эффективно обрабатывать ПТФЭ, вы должны сначала уважать его основные характеристики. Эти свойства являются преимуществами в конечном применении, но создают значительные препятствия в процессе изготовления.
Влияние мягкости и эластичности
ПТФЭ — исключительно мягкий материал, который имеет тенденцию отталкиваться от режущего инструмента, а не чисто срезаться.
Использование тупых или неправильно сформированных инструментов приведет к деформации, размазыванию материала и значительному заусенцу вместо точного реза.
Проблема высокого теплового расширения
ПТФЭ имеет очень высокий коэффициент теплового расширения. Даже незначительное повышение температуры от трения при резании может вызвать значительное расширение материала.
Это расширение может нарушить критические размеры, что затрудняет соблюдение жестких допусков, если тепло не управляется скрупулезно.
Проблема плохой теплопроводности
В отличие от металлов, ПТФЭ является отличным теплоизолятором. Он плохо отводит тепло из зоны резания.
Тепло концентрируется на границе контакта инструмента и материала, быстро приводя к тепловому расширению, возможному плавлению и напряжению в заготовке.
Столпы прецизионной обработки ПТФЭ
Освоение ПТФЭ требует комплексного подхода, который учитывает свойства материала в четырех ключевых областях внимания.
Столп 1: Выбор инструмента и геометрия
Правильный инструмент — самый важный фактор. Цель состоит в том, чтобы нарезать материал, а не смещать его.
Используйте чрезвычайно острые режущие кромки. Заточенная, как бритва, кромка является не подлежащим обсуждению требованием для предотвращения проталкивания и деформации материала.
Выберите правильный материал инструмента. Эффективны как инструменты из быстрорежущей стали (HSS), так и твердосплавные инструменты, но твердосплавные инструменты должны иметь высокополированные (притертые) поверхности для уменьшения трения и налипания материала.
Столп 2: Параметры резания и траектории инструмента
Настройки вашего станка должны быть оптимизированы для минимизации тепловыделения и механического напряжения.
Сочетайте высокие скорости с контролируемой подачей. Используйте высокие скорости резания (200–500 м/мин) для обеспечения эффективного резания инструментом, но сочетайте это с умеренной подачей (0,1–0,5 мм/об), чтобы предотвратить избыточное трение.
Используйте стратегические траектории инструмента. Используйте круговые или винтовые траектории для поддержания постоянного контакта инструмента и минимизации вибраций. Избегайте агрессивных проходов на полную ширину, особенно на тонкостенных участках, чтобы уменьшить напряжение.
Столп 3: Удержание заготовки и крепление
Поскольку ПТФЭ легко деформируется, то, как вы держите заготовку, так же важно, как и то, как вы ее режете.
Минимизируйте силу зажима. Чрезмерное затягивание стандартных тисков сожмет и исказит материал, что приведет к неточным конечным размерам после снятия давления.
Обеспечьте полную поддержку. Используйте приспособления, которые поддерживают всю заготовку, такие как вакуумные патроны или мягкие кулачки, изготовленные по форме детали, чтобы обеспечить максимальную стабильность без деформации.
Столп 4: Управление теплом и стружкой
Контроль температуры необходим для поддержания точности размеров.
Используйте соответствующие охлаждающие жидкости. Подача охлаждающей жидкости или сжатый воздух могут помочь удалить тепло из зоны резания и удалить нитевидную стружку, которую часто образует ПТФЭ.
Рассмотрите стратегические паузы. При длительных циклах резания или глубоких проходах программирование периодических пауз позволяет материалу остыть и стабилизироваться, предотвращая ухудшение допусков из-за накопления тепла.
Понимание компромиссов
Достижение точности при работе с ПТФЭ включает в себя балансирование конкурирующих факторов. Понимание этих компромиссов является ключом к устранению неполадок и оптимизации процесса.
Скорость против тепловыделения
Хотя высокие скорости резания способствуют лучшему качеству поверхности, их чрезмерное увеличение без адекватного охлаждения приведет к чрезмерному выделению тепла, из-за чего деталь расширится и выйдет за допуск. Оптимальная скорость — это часто самая высокая возможная до того, как тепловые эффекты станут неуправляемыми.
Сила зажима против стабильности детали
Надежно закрепленная деталь предотвращает вибрацию и обеспечивает точность. Однако мягкость ПТФЭ означает, что сила, необходимая для стабильности в металлах, вызовет значительную деформацию. Цель состоит в том, чтобы найти минимальную силу зажима, которая все еще устраняет любое движение или вибрацию детали.
Стоимость против сложности
Достижение высочайшего уровня точности часто требует передового оборудования. Многоосевые станки с ЧПУ позволяют создавать сложные геометрии, а координатно-измерительные машины (КИМ) необходимы для проверки жестких допусков, что увеличивает общую стоимость и сложность процесса.
Как применить это к вашему проекту
Ваша конкретная стратегия обработки должна руководствоваться наиболее критичным результатом для вашего компонента.
- Если ваш основной акцент — жесткий допуск по размерам: Уделите первоочередное внимание агрессивному управлению теплом с использованием охлаждающих жидкостей и пауз, а также убедитесь, что ваши запрограммированные размеры учитывают любое возможное тепловое расширение.
- Если ваш основной акцент — превосходная чистота поверхности: Сосредоточьтесь на использовании исключительно острых, полированных инструментов на максимально возможной скорости шпинделя с контролируемой, постоянной подачей.
- Если ваш основной акцент — обработка сложных геометрий: Инвестируйте в надежное полное опорное удержание заготовки и используйте многоосевые траектории инструмента, которые минимизируют напряжение и смену инструмента.
В конечном счете, прецизионная обработка ПТФЭ — это упражнение в тонкости, доказывающее, что глубокое понимание материала является самым важным инструментом из всех.
Сводная таблица:
| Ключевая практика | Основная цель | Ключевое соображение |
|---|---|---|
| Выбор инструмента и геометрия | Чистый срез, предотвращение размазывания | Используйте чрезвычайно острые инструменты из HSS или полированного твердого сплава. |
| Параметры резания | Минимизация тепла и напряжения | Высокие скорости (200-500 м/мин), контролируемая подача (0,1-0,5 мм/об). |
| Удержание заготовки и крепление | Предотвращение деформации | Используйте методы с низким давлением и полной поддержкой, такие как вакуумные патроны. |
| Управление теплом и стружкой | Поддержание точности размеров | Используйте охлаждающие жидкости/воздух и стратегические паузы для контроля тепла. |
Достигните непревзойденной точности в ваших компонентах из ПТФЭ с KINTEK
Обработка ПТФЭ в соответствии с точными стандартами требует специальных знаний и сосредоточения на тонкости, а не на силе. В KINTEK мы производим прецизионные компоненты из ПТФЭ — включая уплотнения, футеровки и лабораторную посуду на заказ — для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Мы осваиваем критический баланс острого инструмента, точных параметров и надежного крепления, чтобы поставлять детали с исключительной точностью размеров и чистотой поверхности, от прототипов до крупносерийного производства.
Позвольте нам применить наши глубокие знания о материалах к вашим самым сложным проектам. Свяжитесь с KINTEK сегодня для консультации и расчета стоимости.
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Настраиваемые стержни из ПТФЭ для передовых промышленных применений
Люди также спрашивают
- Можно ли изготавливать детали из ПТФЭ по индивидуальному заказу в соответствии с конкретными требованиями? Создание прецизионных индивидуальных компонентов из ПТФЭ
- Что делает обработанный ПТФЭ пригодным для промышленного применения? Непревзойденная производительность в экстремальных условиях
- Каковы основные преимущества использования ПТФЭ для изготовления деталей по индивидуальному заказу? Решение сложных инженерных задач
- Как ведут себя контейнеры из политетрафторэтилена (ПТФЭ) в отношении газопроницаемости? Экспертные выводы о поглощении растворителей
- Каковы преимущества механической обработки ПТФЭ по сравнению с другими материалами? Раскройте превосходные эксплуатационные характеристики в суровых условиях



















