Для эффективной обработки ПТФЭ необходимо понимать фундаментальное различие между его заполненными и незаполненными вариантами. Незаполненный (первичный) ПТФЭ мягкий и пластичный, что позволяет использовать высокие скорости резания с минимальным износом инструмента. Напротив, заполненный ПТФЭ тверже и более абразивен из-за таких добавок, как стекло или углерод, что требует более низких скоростей, более износостойкой оснастки и тщательного контроля температуры для достижения качественной отделки.
Основное различие заключается не только в конечных свойствах материала, но и в требуемой философии обработки. Обработка незаполненного ПТФЭ — это борьба с теплом и деформацией из-за его мягкости, в то время как обработка заполненного ПТФЭ — это борьба с абразивным характером его наполнителей.

Понимание незаполненного (первичного) ПТФЭ
Незаполненный ПТФЭ — это самая чистая форма материала. Его уникальные свойства делают его относительно легким для резки, но сложным для выдерживания жестких допусков.
Преимущество мягкости
Внутренняя мягкость и пластичность первичного ПТФЭ означают, что он оказывает очень небольшое напряжение на режущие инструменты. Это позволяет использовать более высокие скорости резания и подачи, что может сократить время цикла.
Основная проблема: тепло и расширение
ПТФЭ имеет очень высокий коэффициент теплового расширения. Тепло, выделяющееся при резке, может вызвать значительное расширение материала, что затрудняет поддержание точности размеров. Эффективное охлаждение не просто полезно; оно часто необходимо.
Управление деформацией материала
Поскольку он очень мягкий, незаполненный ПТФЭ может легко сжиматься или деформироваться из-за чрезмерного зажимного давления в тисках или патроне. Требуется легкое, равномерное усилие, чтобы надежно удерживать заготовку, не искажая ее конечную форму.
Влияние наполнителей на обрабатываемость
Добавление наполнителей, таких как стекло, углерод или бронза, резко изменяет механические свойства ПТФЭ, а следовательно, и то, как с ним следует обращаться на станке. Хотя эти наполнители улучшают износостойкость и уменьшают ползучесть, они создают новые проблемы при обработке.
Повышенная твердость и абразивность
Наполнители по своей природе намного тверже и абразивнее, чем матрица ПТФЭ. Это приводит к гораздо более быстрому износу режущих инструментов по сравнению с первичным ПТФЭ.
Необходимость более низких скоростей
Чтобы противодействовать ускоренному износу инструмента, вызванному абразивными наполнителями, необходимо снижать скорости резания. Слишком высокая скорость быстро затупит режущую кромку, что приведет к плохому качеству поверхности и неточности размеров.
Требования к специализированной оснастке
Стандартные инструменты из быстрорежущей стали (HSS) не прослужат долго при работе с заполненным ПТФЭ. Настоятельно рекомендуются твердосплавные инструменты благодаря их превосходной твердости и износостойкости, что обеспечивает как долговечность инструмента, так и стабильное качество детали.
Общие подводные камни и стабильность размеров
Независимо от того, работаете ли вы с заполненным или незаполненным ПТФЭ, достижение точности требует понимания присущей материалу нестабильности. Попытка заставить его вести себя как металл приведет к неудаче.
Проблема теплового расширения
Это самый критический фактор. Деталь, измеренная при одной температуре, может выйти за пределы допуска при другой. Использование охлаждающей жидкости и обеспечение нормализации материала до комнатной температуры перед окончательными измерениями являются ключом к достижению точности.
Риск ползучести под напряжением
ПТФЭ подвержен «ползучести под напряжением», что означает, что со временем он может медленно деформироваться под давлением. Вот почему легкое зажимное усилие так важно. Чрезмерное затягивание может вызвать внутренние напряжения, из-за которых деталь покоробится после обработки.
Достижение и поддержание жестких допусков
Несмотря на эти проблемы, опытные машинисты могут выдерживать допуски в пределах ±0,002 дюйма. Это требует острых инструментов, оптимизированных скоростей и подач, превосходного управления теплом и осведомленности о склонности материала к движению.
Выбор правильного метода обработки
Ваш подход должен определяться вариантом материала и конечной целью вашего проекта.
- Если ваш основной акцент делается на высокоскоростном производстве некритичных компонентов: Незаполненный ПТФЭ идеален, так как он обеспечивает более быстрое время цикла и возможность использования стандартной оснастки.
- Если ваша деталь требует превосходной износостойкости и термостойкости: Заполненный ПТФЭ необходим, но вы должны заложить в бюджет более низкие скорости обработки и стоимость твердосплавной оснастки.
- Если ваш основной акцент делается на достижении максимально возможной точности: Ваша стратегия должна быть сосредоточена на смягчении теплового расширения и деформации, независимо от того, заполнен материал или нет.
Уважая уникальные свойства каждого варианта ПТФЭ, вы сможете успешно обрабатывать этот универсальный материал для удовлетворения точных инженерных требований.
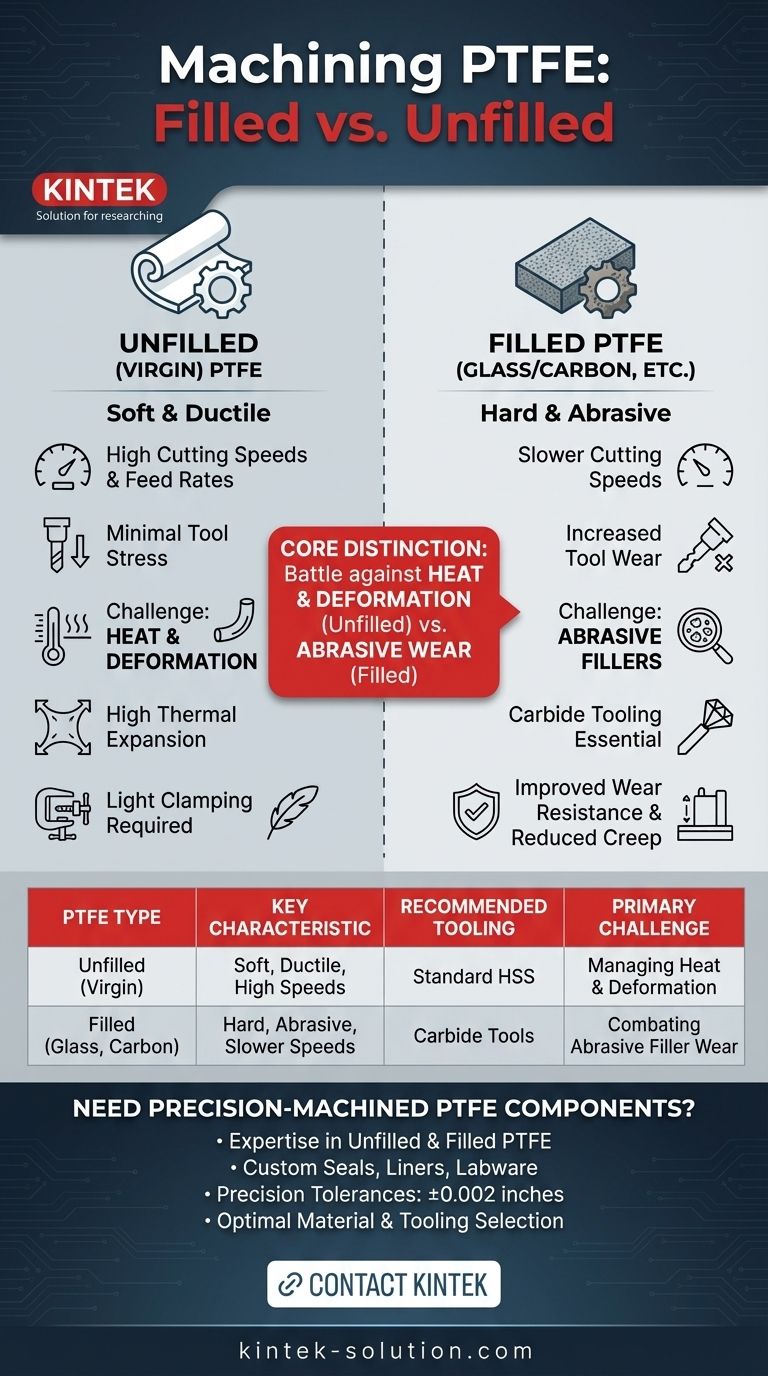
Сводная таблица:
| Тип ПТФЭ | Ключевая характеристика обработки | Рекомендуемая оснастка | Основная проблема |
|---|---|---|---|
| Незаполненный (первичный) | Мягкий, пластичный, высокие скорости резания | Стандартные инструменты HSS | Управление теплом и деформацией материала |
| Заполненный (стекло, углерод и т. д.) | Твердый, абразивный, требуются более низкие скорости | Твердосплавные инструменты | Борьба с абразивным износом наполнителя |
Нужны компоненты из ПТФЭ, изготовленные с высокой точностью?
Независимо от того, требует ли ваш проект химической чистоты незаполненного ПТФЭ или повышенной износостойкости заполненного ПТФЭ, KINTEK обладает опытом для выполнения заказа. Мы специализируемся на изготовлении на заказ уплотнений, футеровок и лабораторной посуды из ПТФЭ для полупроводниковой, медицинской и лабораторной промышленности.
Мы обеспечиваем точность путем:
- Выбора оптимального материала и оснастки для вашего применения.
- Тщательного контроля температуры и зажимного давления для поддержания стабильности размеров.
- Соблюдения допусков до ±0,002 дюйма.
От прототипов до крупносерийных заказов — позвольте нам справиться со сложностями обработки ПТФЭ. Свяжитесь с нашей инженерной командой сегодня, чтобы обсудить ваши конкретные требования и получить коммерческое предложение!
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Настраиваемые стержни из ПТФЭ для передовых промышленных применений
Люди также спрашивают
- Каковы основные преимущества использования ПТФЭ для изготовления деталей по индивидуальному заказу? Решение сложных инженерных задач
- Что делает обработанный ПТФЭ пригодным для промышленного применения? Непревзойденная производительность в экстремальных условиях
- Почему обработанный ПТФЭ популярен в медицине? Непревзойденная биосовместимость и точность
- Можно ли изготавливать детали из ПТФЭ по индивидуальному заказу в соответствии с конкретными требованиями? Создание прецизионных индивидуальных компонентов из ПТФЭ
- Можно ли изготавливать детали из фторопласта (PTFE) на заказ? Достигайте точных решений для требовательных применений



















