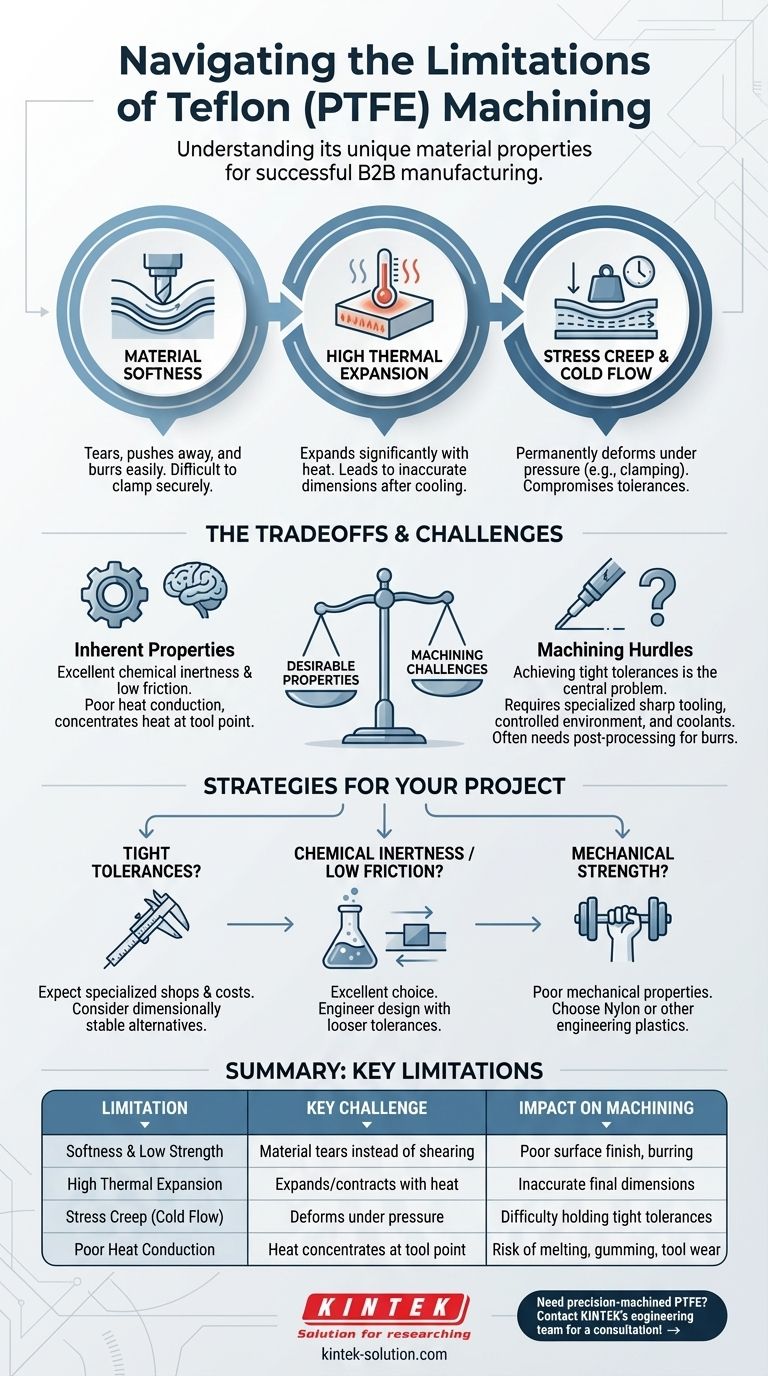
Основными ограничениями при механической обработке тефлона (ПТФЭ) являются мягкость материала, его высокий коэффициент теплового расширения и склонность к деформации под давлением, явление, известное как ползучесть под нагрузкой. Эти три свойства в совокупности создают уникальные трудности при достижении жестких допусков по размерам, управлении теплом во время резания и предотвращении дефектов поверхности, таких как заусенцы.
Величайшие преимущества тефлона — его химическая инертность и низкое трение — являются прямым следствием тех же молекулярных свойств, которые затрудняют его высокоточную обработку. Ключ к успеху — не бороться с материалом, а понимать и учитывать его уникальное поведение.

Основная проблема: Материал противоречий
Тефлон часто называют легким в обработке, потому что он мягкий и режется с небольшим усилием. Однако эта мягкость также является источником его самых больших проблем при обработке.
Мягкость и низкая прочность
Хотя острый инструмент легко проходит через тефлон, низкая прочность материала означает, что он часто рвется или отталкивается от лезвия, а не чисто срезается. Это может привести к плохому качеству поверхности и значительному образованию заусенцев.
Кроме того, его мягкость затрудняет надежное зажимание. Слишком сильное давление деформирует заготовку, а слишком слабое позволяет возникнуть вибрации, что нарушает точность реза.
Высокое тепловое расширение
Тефлон расширяется и сжимается при изменении температуры гораздо сильнее, чем большинство материалов. Даже небольшое количество тепла, выделяемого в процессе обработки, может привести к увеличению размера детали, что вызывает неточные конечные размеры после остывания.
Это требует использования контролируемой температуры окружающей среды и тщательного управления скоростями и подачами резания для минимизации тепловыделения.
Ползучесть под нагрузкой и холодная текучесть
При механическом напряжении, например, от зажимных губок или давления режущего инструмента, тефлон медленно и необратимо деформируется. Эта «холодная текучесть» является основной причиной, по которой так сложно выдерживать жесткие допуски.
Размеры детали могут быть нарушены еще до того, как будет сделан первый рез, если она неправильно зажата.
Плохое управление теплом
Тефлон является отличным теплоизолятором, что означает, что он неэффективно отводит тепло от режущего инструмента. Тепло концентрируется в точке контакта, увеличивая риск плавления материала, налипания на инструмент и усугубляя проблему теплового расширения.
По этой причине для управления теплом и продления срока службы инструмента часто рекомендуются неароматические, водорастворимые смазочно-охлаждающие жидкости (СОЖ).
Понимание компромиссов
Решение об использовании тефлона должно сопоставляться с реалиями его изготовления. Его желаемые свойства сопровождаются присущими ему производственными проблемами.
Сложность достижения жестких допусков
Сочетание теплового расширения, ползучести под нагрузкой и мягкости делает достижение высокой точности центральной проблемой при обработке тефлона. Хотя это возможно, это требует специальных знаний, инструментов и процессов, что может увеличить затраты.
Риск образования заусенцев и плохого качества поверхности
Из-за склонности к разрывам детали из тефлона часто выходят из станка с заусенцами, которые необходимо удалять на вторичной операции. Этот этап постобработки часто требуется для получения чистой, готовой детали.
Потребность в специализированном инструменте
Стандартные режущие инструменты часто не подходят для тефлона. Успех требует чрезвычайно острых режущих кромок со специальной геометрией и узким профилем для минимизации давления резания и тепловыделения. В некоторых случаях для достижения наилучших результатов используются специальные алмазные резцы.
Как применить это к вашему проекту
Понимание этих ограничений позволяет принимать обоснованные решения для вашего проекта по проектированию и производству.
- Если ваш основной акцент делается на жестких допусках по размерам: Признайте, что тефлон по своей природе является сложным материалом для этого, и может потребоваться специализированный цех или рассмотрение альтернативы с более стабильными размерами.
- Если ваш основной акцент делается на химической инертности или низком трении: Тефлон — отличный выбор, но ваша конструкция должна быть спроектирована с более широкими допусками, чтобы учесть его материальные свойства.
- Если ваш основной акцент делается на механической прочности: Признайте, что тефлон обладает плохими механическими свойствами, и часто лучше подходят такие материалы, как нейлон или другие конструкционные пластики.
Успешное использование тефлона — это вопрос проектирования с учетом его сильных сторон при соблюдении его присущих ограничений в обработке.
Сводная таблица:
| Ограничение | Ключевая проблема | Влияние на обработку |
|---|---|---|
| Мягкость и низкая прочность | Материал рвется, а не чисто срезается | Плохое качество поверхности, значительное образование заусенцев |
| Высокое тепловое расширение | Расширяется/сжимается при нагревании | Неточные конечные размеры после охлаждения |
| Ползучесть под нагрузкой (холодная текучесть) | Деформируется под давлением | Сложность поддержания жестких допусков |
| Плохая теплопроводность | Тепло концентрируется в точке контакта инструмента | Риск плавления, налипания, износа инструмента |
Нужны ли вам прецизионно обработанные компоненты из ПТФЭ, которые преодолевают эти проблемы?
В KINTEK мы специализируемся на обработке тефлона и других высокоэффективных пластиков для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Мы понимаем уникальные свойства ПТФЭ и обладаем опытом и специализированным оборудованием для эффективного управления мягкостью, тепловым расширением и ползучестью под нагрузкой.
Мы обеспечиваем точность, которую вы требуете, от индивидуальных прототипов до крупносерийного производства, гарантируя, что ваши компоненты соответствуют точным спецификациям без ущерба для присущих материалу преимуществ.
Позвольте нам применить наш опыт для вашего проекта. Свяжитесь с нашей инженерной командой сегодня для консультации!
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Настраиваемые стержни из ПТФЭ для передовых промышленных применений
Люди также спрашивают
- Каковы некоторые распространенные области применения обработанного ПТФЭ? Используйте его уникальные свойства для требовательных применений
- Почему обработанный ПТФЭ популярен в медицине? Непревзойденная биосовместимость и точность
- Что делает обработанный ПТФЭ пригодным для промышленного применения? Непревзойденная производительность в экстремальных условиях
- Каковы преимущества механической обработки ПТФЭ по сравнению с другими материалами? Раскройте превосходные эксплуатационные характеристики в суровых условиях
- Как ведут себя контейнеры из политетрафторэтилена (ПТФЭ) в отношении газопроницаемости? Экспертные выводы о поглощении растворителей



















