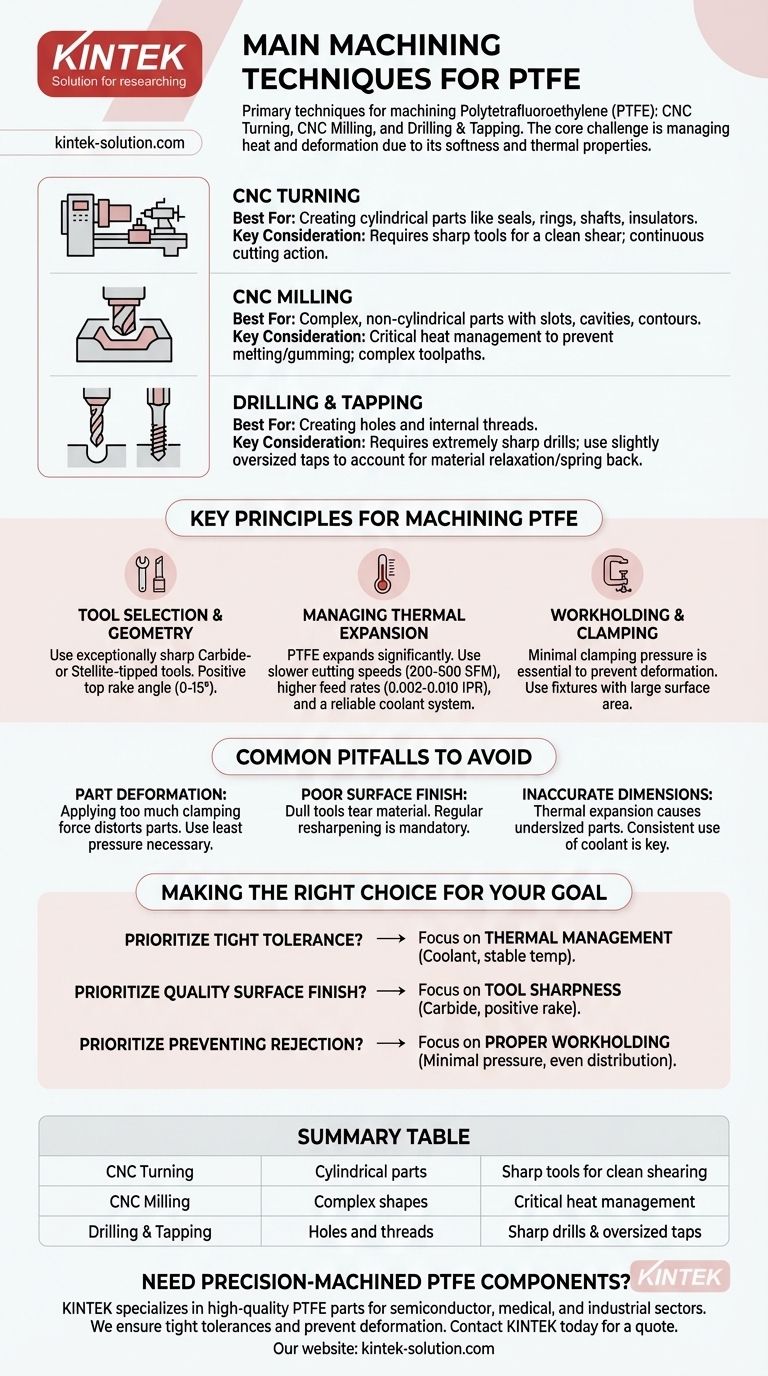
Для обработки Политетрафторэтилена (ПТФЭ) основными методами являются токарная обработка с ЧПУ, фрезерование с ЧПУ, сверление и нарезание резьбы. Токарная обработка с ЧПУ идеально подходит для создания цилиндрических деталей, таких как уплотнения и валы, в то время как фрезерование с ЧПУ используется для более сложных форм с полостями и контурами. Сверление и нарезание резьбы — стандартные операции для создания отверстий и резьбы в материале.
Основная проблема при обработке ПТФЭ заключается не в его твердости, а в его мягкости, высоком коэффициенте теплового расширения и низкой теплопроводности. Успех полностью зависит от управления накоплением тепла и физической деформацией с помощью острого инструмента, соответствующих скоростей и минимального усилия зажима.

Понимание основных процессов обработки
Правильный процесс полностью зависит от желаемой геометрии конечной детали. Можно использовать все стандартное оборудование, но подход должен быть адаптирован к уникальным свойствам ПТФЭ.
Токарная обработка с ЧПУ
Токарная обработка с ЧПУ включает вращение прутка ПТФЭ, в то время как режущий инструмент удаляет материал для создания цилиндрического профиля. Этот метод очень эффективен для изготовления таких деталей, как кольца, уплотнения, валы и изоляторы.
Непрерывное резание требует тщательного контроля остроты инструмента, чтобы обеспечить чистое срезание, а не продавливание или разрыв материала.
Фрезерование с ЧПУ
Фрезерование с ЧПУ использует вращающийся многозубый режущий инструмент для удаления материала с неподвижной заготовки. Это предпочтительный метод для изготовления сложных, нецилиндрических деталей со такими элементами, как пазы, карманы и сложные контуры поверхности.
Из-за потенциала сложных траекторий инструмента управление теплом в точке резания имеет решающее значение для предотвращения плавления материала или налипания его на инструмент.
Сверление и нарезание резьбы
Сверление создает отверстия, а нарезание резьбы создает внутреннюю резьбу. Хотя эти операции кажутся простыми, они требуют особого внимания к ПТФЭ из-за его эластичности и тенденции к «пружинистому отскоку».
Сверла должны быть чрезвычайно острыми, чтобы чисто перерезать волокна. При нарезании резьбы часто необходимо использовать метчик немного большего размера, поскольку материал немного расслабится и сожмется после извлечения инструмента, что приведет к меньшему конечному диаметру резьбы.
Ключевые принципы обработки ПТФЭ
В отличие от металлов, обработка ПТФЭ — это борьба с теплом и деформацией, а не с твердостью материала. Его уникальные свойства требуют особого подхода к выбору инструмента и параметров станка.
Выбор и геометрия инструмента
Правильный инструмент является наиболее важным фактором для качественной отделки. Инструменты должны быть исключительно острыми, чтобы чисто срезать материал.
Настоятельно рекомендуются инструменты с твердосплавными напайками или напайками из стеллита, поскольку они способны сохранять острую кромку и противостоять износу. Положительный передний угол (от 0 до 15 градусов) помогает снизить усилие резания и минимизировать трение.
Управление тепловым расширением
ПТФЭ значительно расширяется и сжимается при изменении температуры и обладает плохой теплопроводностью, что означает, что тепло остается сконцентрированным в месте резания.
Более низкие скорости резания (от 200 до 500 футов в минуту по поверхности) в сочетании с более высокими подачами (от 0,002 до 0,010 дюйма на оборот) помогают снизить тепловое трение. Инструмент тратит меньше времени на трение в одном месте, а больший по размеру стружка уносит больше тепла от заготовки.
Настоятельно рекомендуется использовать систему охлаждения для отвода тепла и предотвращения расширения материала, что может нарушить точность размеров.
Удержание и зажим заготовки
ПТФЭ — мягкий материал, который легко деформируется под давлением. Это частая причина брака деталей.
Минимальное усилие зажима имеет решающее значение для надежного удержания заготовки без ее смятия или искажения. Использование приспособлений с большей площадью поверхности может помочь более равномерно распределить усилие зажима.
Распространенные ошибки, которых следует избегать
Понимание потенциальных проблем до их возникновения является ключом к эффективной и успешной обработке ПТФЭ.
Деформация детали
Самая распространенная ошибка — приложение слишком большого усилия зажима, что искажает деталь. Когда деталь отпускают, она пружинит, и размеры обработки будут неверными. Всегда используйте минимально необходимое давление.
Плохая чистота поверхности
Тупой режущий инструмент не срезает ПТФЭ; он рвет или продавливает его. Это приводит к ворсистой или шероховатой поверхности. Регулярный осмотр и переточка инструментов обязательны.
Неточные размеры
Неучет теплового расширения является основной причиной неточности размеров. Обработка детали в теплом состоянии приведет к получению детали меньшего размера после ее охлаждения до температуры окружающей среды. Последовательное использование охлаждающей жидкости — лучшее решение.
Как сделать правильный выбор для вашей цели
Ваша конкретная цель определит, каким принципам обработки следует отдать приоритет.
- Если ваш основной фокус — жесткие допуски по размерам: Уделяйте приоритетное внимание управлению температурой. Используйте надежную систему охлаждения и дайте материалу стабилизироваться при постоянной температуре перед выполнением чистовых проходов.
- Если ваш основной фокус — высокое качество поверхности: Ваш главный приоритет — острота инструмента. Используйте специальные, свежезаточенные твердосплавные инструменты с положительным углом и избегайте задержки инструмента в одном месте.
- Если ваш основной фокус — предотвращение брака деталей: Сосредоточьтесь на правильном удержании заготовки. Разработайте приспособления, которые поддерживают деталь, не искажая ее, и инструктируйте операторов использовать минимальное, равномерно распределенное усилие зажима.
В конечном счете, отношение к ПТФЭ как к уникальному материалу, а не как к мягкому металлу, является ключом к производству точных, высококачественных компонентов.
Сводная таблица:
| Метод обработки | Лучше всего подходит для | Ключевые соображения |
|---|---|---|
| Токарная обработка с ЧПУ | Цилиндрические детали (уплотнения, валы, кольца) | Непрерывное резание; требует острых инструментов для чистого среза. |
| Фрезерование с ЧПУ | Сложные формы (пазы, карманы, контуры) | Критическое управление теплом для предотвращения плавления/налипания. |
| Сверление и нарезание резьбы | Создание отверстий и внутренней резьбы | Используйте острые сверла и метчики немного большего размера для компенсации релаксации материала. |
Нужны детали из ПТФЭ, изготовленные с высокой точностью?
KINTEK специализируется на производстве высококачественных деталей из ПТФЭ — включая уплотнения, футеровки и лабораторную посуду на заказ — для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Мы понимаем критические принципы обработки ПТФЭ для предотвращения деформации и обеспечения жестких допусков.
Независимо от того, нужны ли вам прототипы или крупносерийные заказы, наш опыт в изготовлении на заказ обеспечивает надежность, которую требует ваше применение.
Свяжитесь с KINTEK сегодня для получения расценки и узнайте, как мы можем воплотить ваш проект из ПТФЭ в жизнь с точностью и опытом.
Визуальное руководство
Связанные товары
- Индивидуальный диспергирующий диск и мешалка из ПТФЭ для химической обработки и лабораторного смешивания
- Резак для фильтрующих мембран из ПТФЭ высокой чистоты с керамическим лезвием для анализа PM2.5 и настраиваемый разделитель лабораторной фильтровальной бумаги
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Резак для квадратных мембран и устройство для аликвотирования фильтров из высокочистого ПТФЭ для следового анализа и применений в чистых помещениях лабораторий
- Реакционный сетчатый фильтр из ПТФЭ для высоких температур с настраиваемыми слоями и точными размерами пор для устройств разделения проб с резьбовым соединением
Люди также спрашивают
- Как стержни из ПТФЭ используются в электронных и электрических приложениях? Откройте для себя превосходную производительность и надежность
- Как стержни из тефлона используются в химической промышленности? Для уплотнений, футеровок и клапанов, устойчивых к коррозии
- Как тефлоновые стержни применяются в автомобильной и аэрокосмической промышленности? Решение проблем трения, нагрева и химического воздействия
- Как стержни из ПТФЭ способствуют энергоэффективности в промышленных применениях? Снижение трения и энергопотребления
- Что такое стержни из ПТФЭ и как они производятся? Руководство по их свойствам и производству



















