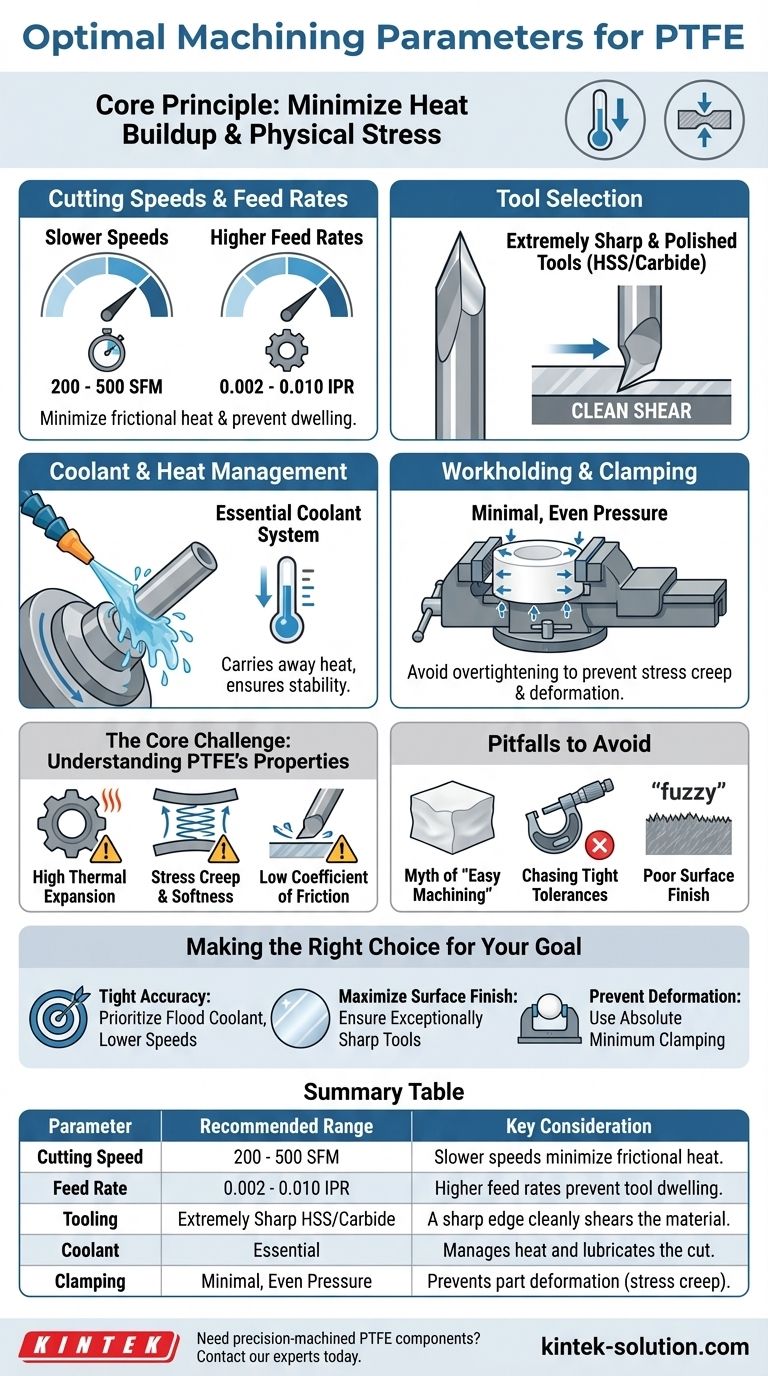
Для оптимальной обработки ПТФЭ следует использовать более низкие скорости резания в диапазоне от 200 до 500 футов в минуту (SFM) и более высокие скорости подачи от 0,002 до 0,010 дюйма на оборот. Основной принцип заключается в минимизации накопления тепла и физического напряжения на материал, что требует чрезвычайно острой инструментальной оснастки, использования охлаждающей жидкости и минимального давления зажима для предотвращения деформации детали.
Центральная проблема при обработке ПТФЭ заключается не в его мягкости, а в его уникальных физических свойствах. Успех полностью зависит от управления его высоким тепловым расширением и склонностью к деформации под давлением (ползучесть под напряжением), а не от обращения с ним, как с обычным пластиком или металлом.

Основная проблема: работа с природой ПТФЭ
Хотя мягкость ПТФЭ делает его, казалось бы, легким для резки, достижение точности затруднено. Внутренние свойства материала создают специфические проблемы, которые необходимо решать упреждающе.
Высокое тепловое расширение
ПТФЭ значительно расширяется и сжимается при изменении температуры. Трение от резки генерирует тепло, заставляя материал расширяться в процессе обработки. Если это не контролировать, деталь будет меньше по размеру после остывания до комнатной температуры.
Ползучесть под напряжением и мягкость
Материал мягкий и легко деформируется под давлением. Чрезмерное усилие зажима сожмет заготовку, что приведет к неточным размерам после снятия давления. Он также может «отпружинить» после прохода режущего инструмента, что повлияет на окончательную чистоту поверхности и точность.
Низкий коэффициент трения
ПТФЭ известен своей скользкостью, что означает, что тусклое режущее ребро будет иметь тенденцию проталкивать или вспахивать материал, а не чисто срезать его. Это генерирует избыточное тепло, вносит напряжение и приводит к некачественному срезу.
Рекомендуемые параметры и методы обработки
Для противодействия естественным тенденциям ПТФЭ требуется специфический и целенаправленный подход. Цель всегда состоит в том, чтобы минимизировать тепло и напряжение.
Скорости резания и скорости подачи
Рекомендуемый диапазон составляет от 200 до 500 SFM для скорости резания и от 0,002 до 0,010 IPR (дюймов на оборот) для скорости подачи. Более низкие скорости уменьшают тепло от трения, в то время как более высокие скорости подачи помогают инструменту эффективно удалять материал, не задерживаясь и не передавая ненужное тепло.
Выбор инструмента
Используйте чрезвычайно острые и полированные режущие инструменты. Как быстрорежущая сталь (HSS), так и твердосплавные инструменты эффективны, но острота режущей кромки является наиболее критичным фактором. Острая кромка чисто срезает материал, в то время как тусклая кромка заставит его деформироваться и рваться.
Охлаждающая жидкость и управление теплом
Система охлаждения необходима для любой точной работы. Охлаждающая жидкость выполняет две основные функции: она смазывает срез и, что более важно, отводит тепло, обеспечивая стабильность размеров заготовки на протяжении всей операции.
Удержание заготовки и зажим
Прикладывайте минимальное и равномерно распределенное давление зажима. Избегайте чрезмерного затягивания тисков или патронов. Индивидуальные приспособления, которые поддерживают заготовку, не сжимая ее, идеально подходят для удержания жестких допусков.
Понимание подводных камней, которых следует избегать
Многие распространенные методы обработки дадут плохие результаты с ПТФЭ. Понимание этих подводных камней является ключом к избежанию дорогостоящих ошибок и потерь материала.
Миф о «легкой обработке»
Мягкость ПТФЭ обманчива. Хотя удаление материала легко, достижение стабильности размеров и хорошей чистоты поверхности является серьезной проблемой. Не подходите к нему с теми же высокоскоростными методами, которые используются для более жестких материалов.
Стремление к жестким допускам
Поддержание очень жестких допусков на деталях из ПТФЭ затруднено и требует контролируемой среды и процесса. Оператор должен постоянно следить за тепловым расширением и износом инструмента, внося коррективы по мере необходимости.
Плохая чистота поверхности
Шероховатая или ворсистая чистота поверхности — явный признак того, что что-то не так. Наиболее распространенными причинами являются тупой режущий инструмент, чрезмерное выделение тепла или вибрация и дрожание из-за нестабильной установки.
Принятие правильного выбора для вашей цели
Ваша конкретная цель определит, каким параметрам вы должны отдать приоритет.
- Если ваша основная цель — достижение высокой точности размеров: Уделите приоритетное внимание агрессивному управлению температурой, используя систему подачи охлаждающей жидкости и поддерживая скорости резания в нижней части рекомендуемого диапазона.
- Если ваша основная цель — максимальная чистота поверхности: Убедитесь, что ваши режущие инструменты исключительно острые с полированной поверхностью, чтобы предотвратить прилипание и разрыв материала.
- Если ваша основная цель — предотвращение деформации детали: Используйте минимально необходимое давление зажима для надежного удержания детали и убедитесь, что усилие распределено по большой площади поверхности.
Освоение обработки ПТФЭ достигается уважением к свойствам материала и адаптацией вашего процесса для их учета.
Сводная таблица:
| Параметр | Рекомендуемый диапазон | Ключевое соображение |
|---|---|---|
| Скорость резания | 200 - 500 SFM | Более низкие скорости минимизируют тепло от трения. |
| Скорость подачи | 0.002 - 0.010 IPR | Более высокие скорости подачи предотвращают задержку инструмента. |
| Инструментальная оснастка | Чрезвычайно острые HSS/Твердый сплав | Острая кромка чисто срезает материал. |
| Охлаждающая жидкость | Необходима | Управляет теплом и смазывает срез. |
| Зажим | Минимальное, равномерное давление | Предотвращает деформацию детали (ползучесть под напряжением). |
Нужны детали из ПТФЭ, изготовленные с высокой точностью, которые сохраняют свою форму и размеры?
В KINTEK мы специализируемся на обработке ПТФЭ для полупроводниковой, медицинской и лабораторной промышленности. Наш опыт в управлении тепловым расширением и ползучестью под напряжением гарантирует, что ваши уплотнения, футеровки и лабораторная посуда на заказ производятся в соответствии с точными спецификациями, от прототипов до крупносерийных заказов.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваш проект и получить расчет!
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Реакционный сетчатый фильтр из ПТФЭ для высоких температур с настраиваемыми слоями и точными размерами пор для устройств разделения проб с резьбовым соединением
- Индивидуальная делительная воронка из ПТФЭ с постоянным давлением, устойчивая к коррозии, с низким фоном для колб PFA
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Индивидуальный диспергирующий диск и мешалка из ПТФЭ для химической обработки и лабораторного смешивания
Люди также спрашивают
- Что делает обработанный ПТФЭ пригодным для промышленного применения? Непревзойденная производительность в экстремальных условиях
- Можно ли изготавливать детали из фторопласта (PTFE) на заказ? Достигайте точных решений для требовательных применений
- Как обычно изготавливают лабораторную посуду и аппаратуру из ПТФЭ? Внутри процесса прецизионной механической обработки
- Почему обработанный ПТФЭ популярен в медицине? Непревзойденная биосовместимость и точность
- Каковы основные преимущества использования ПТФЭ для изготовления деталей по индивидуальному заказу? Решение сложных инженерных задач



















