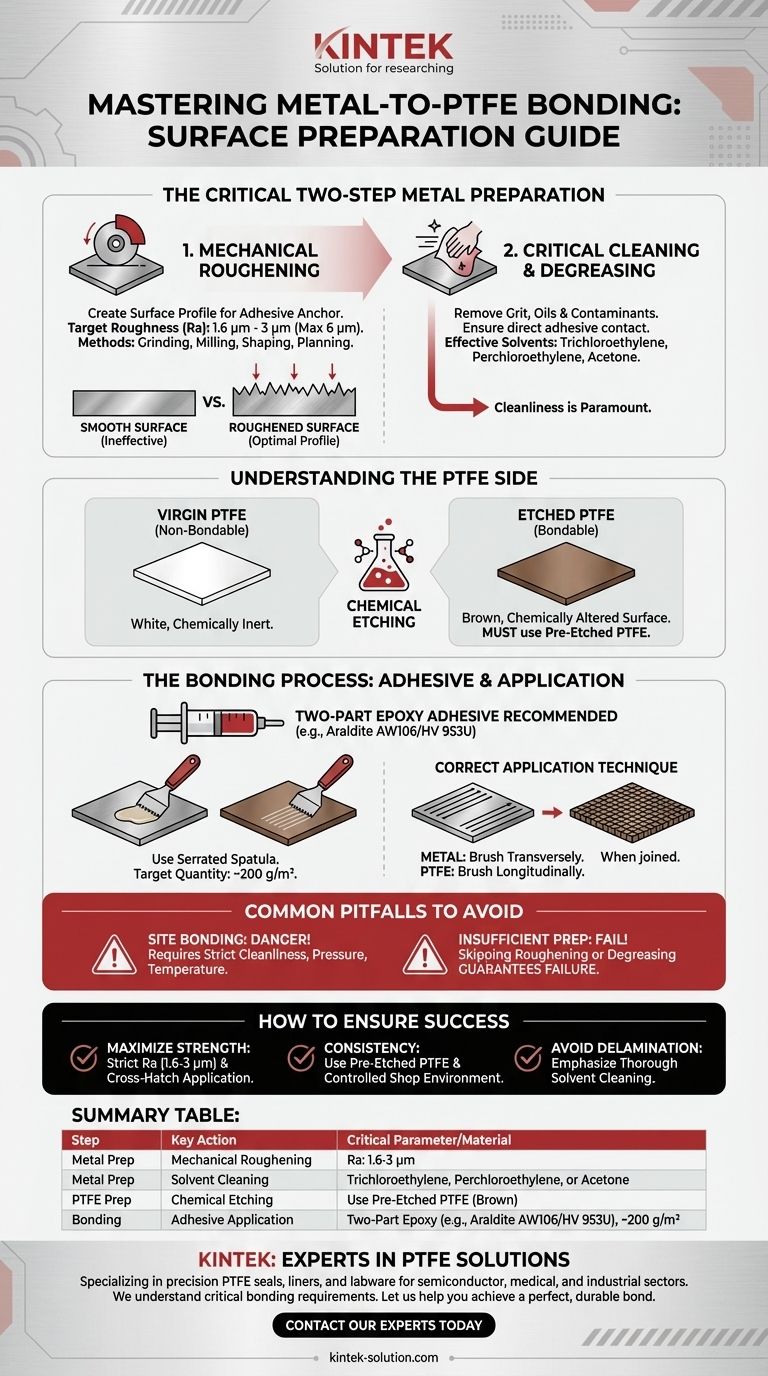
Правильная подготовка металлической поверхности для склеивания с ПТФЭ является критически важным двухэтапным процессом. Во-первых, металл должен быть механически обработан для создания определенного профиля поверхности, который позволит клею закрепиться. Во-вторых, поверхность должна быть тщательно очищена растворителями для удаления всей абразивной пыли, масел и других загрязнений, которые в противном случае помешали бы успешному склеиванию.
Ключ к долговечному соединению заключается в понимании того, что успех в равной степени зависит от трех факторов: механической подготовки металла, химической подготовки ПТФЭ и правильного нанесения клея. Пренебрежение любым из этих элементов поставит под угрозу целостность конечного соединения.

Основные этапы подготовки металла
Для создания прочного механического захвата для клея металлическая поверхность не должна быть гладкой. Она требует определенной текстуры, которую можно достичь только с помощью контролируемых механических процессов, за которыми следует абсолютная очистка.
Достижение оптимальной шероховатости поверхности
Цель этого этапа — создать микроскопические пики и впадины, за которые будет цепляться клей.
Обычно это достигается с помощью таких методов обработки, как шлифование, фрезерование, формование или строгание.
Идеальная шероховатость поверхности (Ra) составляет от 1,6 мкм до 3 мкм. Хотя некоторая вариация допустима, шероховатость никогда не должна превышать Ra = 6 мкм, поскольку слишком грубая поверхность также может привести к плохому соединению.
Критическая очистка и обезжиривание
После механической обработки поверхность загрязняется смазочно-охлаждающими жидкостями, маслами и металлическим мусором. Эти остатки должны быть полностью удалены.
Тщательная очистка растворителем необходима для того, чтобы клей прилипал непосредственно к металлу, а не к слою загрязнений.
Эффективными растворителями для этой цели являются трихлорэтилен, перхлорэтилен или ацетон.
Понимание стороны ПТФЭ в уравнении
Подготовка металла — это только половина дела. Первичный ПТФЭ по своей природе является антиадгезионным материалом и не будет прилипать ни к чему без специальной обработки поверхности.
Необходимость химического травления
Чтобы ПТФЭ стал пригоден для склеивания, его поверхность должна быть химически изменена в процессе, называемом травлением.
Этот запатентованный процесс изменяет молекулярную структуру поверхности ПТФЭ, делая ее восприимчивой к стандартным промышленным клеям.
Для любого применения склеивания необходимо использовать листы ПТФЭ, указанные как травленые с одной или с обеих сторон.
Определение правильно протравленного ПТФЭ
Вы можете визуально подтвердить, готов ли ваш ПТФЭ к склеиванию.
Первичный, несклеиваемый ПТФЭ имеет белый цвет. Правильно протравленная, склеиваемая поверхность будет иметь равномерный коричневый цвет.
Процесс склеивания: клеи и нанесение
После того как обе поверхности должным образом подготовлены, заключительный этап включает выбор правильного клея и его корректное нанесение для обеспечения полного покрытия и оптимальной прочности.
Выбор правильного клея
Настоятельно рекомендуется использовать двухкомпонентный эпоксидный клей из-за его превосходной прочности на сдвиг, что критически важно для данного применения.
Проверенной комбинацией является смола Araldite AW106, используемая с отвердителем Araldite HV 953U.
Правильная техника нанесения
Равномерное нанесение клея имеет решающее значение для линии склеивания без пустот.
Используйте зубчатый шпатель для нанесения смешанной эпоксидной смолы как на подготовленный металл, так и на протравленную поверхность ПТФЭ. Целевое количество должно составлять около 200 граммов на квадратный метр.
Для лучшего распределения наносите клей вдоль на ПТФЭ и поперек на металл, создавая при соединении перекрестный рисунок.
Распространенные ошибки, которых следует избегать
Ошибки в процессе подготовки или склеивания являются основной причиной неудачи. Понимание этих распространенных ошибок является ключом к их предотвращению.
Опасности склеивания на месте
Настоятельно не рекомендуется пытаться склеивать ПТФЭ с металлом в полевых условиях (склеивание на месте).
Этот процесс требует строго контролируемых условий чистоты, давления и температуры, которые практически невозможно воспроизвести вне специализированного цехового помещения.
Недостаточная подготовка поверхности
Самая распространенная причина разрушения соединения — неадекватная подготовка.
Пропуск этапа механического шерохования или, что более вероятно, неполное обезжиривание поверхности гарантирует слабое соединение, которое расслаивается под нагрузкой.
Как обеспечить надежное соединение
Для достижения надежного и долговечного соединения ваша методология должна соответствовать основным требованиям вашего проекта.
- Если ваш основной акцент делается на максимальной прочности соединения: Строго придерживайтесь спецификации шероховатости поверхности Ra = 1,6–3 мкм и используйте технику нанесения клея перекрестным методом.
- Если ваш основной акцент делается на согласованности и надежности: Всегда закупайте предварительно протравленный ПТФЭ у авторитетного поставщика и выполняйте все склеивание в контролируемой цеховой среде, а не на месте.
- Если ваш основной акцент делается на предотвращении расслоения: Уделите наибольшее внимание этапу очистки растворителем, поскольку остаточное загрязнение является наиболее частой и предотвратимой причиной разрушения соединения.
В конечном счете, успешное соединение металла с ПТФЭ — это не результат одного метода, а результат точного и дисциплинированного многоэтапного процесса.
Сводная таблица:
| Этап | Ключевое действие | Критический параметр / Материал |
|---|---|---|
| Подготовка металла | Механическое шерохование | Шероховатость поверхности (Ra): 1,6 - 3 мкм |
| Очистка растворителем | Трихлорэтилен, перхлорэтилен или ацетон | |
| Подготовка ПТФЭ | Химическое травление | Использовать предварительно протравленный ПТФЭ (коричневый цвет) |
| Процесс склеивания | Нанесение клея | Двухкомпонентная эпоксидная смола (например, Araldite AW106/HV 953U) |
| Количество нанесения: ~200 г/м² |
Нужны надежные, высокоэффективные компоненты из ПТФЭ для вашего применения?
В KINTEK мы специализируемся на производстве прецизионных уплотнений, футеровок и лабораторной посуды из ПТФЭ для полупроводниковой, медицинской и промышленной отраслей. Наш опыт в материаловедении гарантирует, что мы понимаем критические требования к склеиванию для сложных применений.
Мы можем предоставить компоненты, изготовленные на заказ, или проконсультировать вас по вашим конкретным проблемам склеивания. Позвольте нам помочь вам добиться идеального, долговечного соединения каждый раз.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить потребности вашего проекта!
Визуальное руководство
Связанные товары
- Резак для круглых фильтровальных мембран из высокочистого ПТФЭ с керамическим лезвием для следового анализа и подготовки проб в лабораториях CDC
- Теплоизоляционная плита из ПТФЭ, устойчивая к высоким температурам, коррозионностойкая подставка без металла из фторполимера для ультрачистых лабораторий
- Кастомные чашки Петри из PTFE: коррозионная стойкость, высокая чистота, низкий фон — лабораторная посуда
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Коррозионностойкая нагревательная плита с модифицированным покрытием PTFE 400x300 мм, кислотостойкая лабораторная плита, настраиваемое нагревательное решение
Люди также спрашивают
- В чем преимущества производительности фильтрующих мембран из ПТФЭ по сравнению с глубинными фильтрами? Повышение чистоты и эффективности работы лаборатории
- Каков диапазон термической стабильности для мембранных фильтров из ПТФЭ? Освойте экстремальные условия от -200°C до +260°C
- Как контролируется размер пор и проницаемость мембраны из ПТФЭ в процессе растяжения? Руководство по экспертному контролю
- Каковы структурные характеристики и принципы производства фильтровальных мембран из политетрафторэтилена (ПТФЭ)?
- Почему мембраны фильтров из ПТФЭ предпочтительны для применений, связанных с агрессивными химикатами или высокотемпературными газами? Руководство эксперта



















