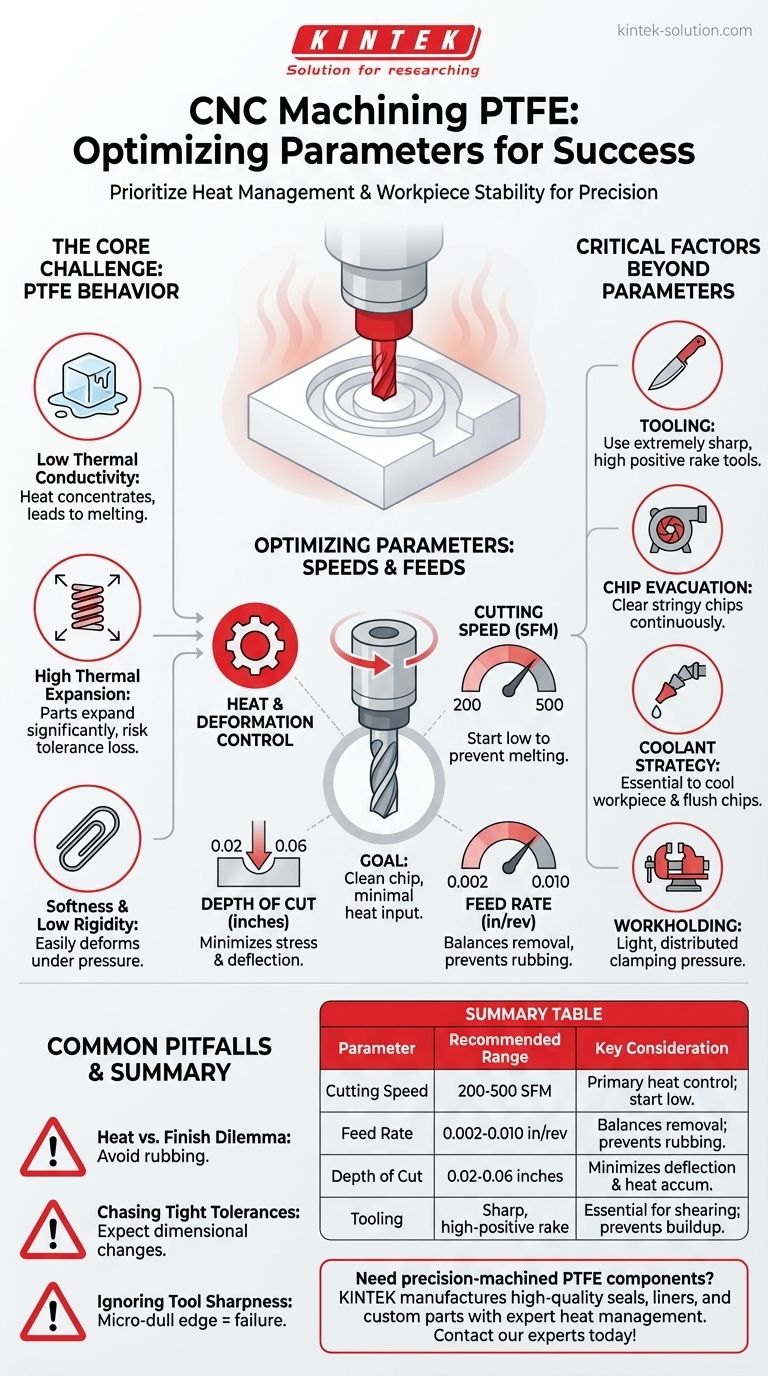
Для успешной механической обработки Политетрафторэтилена (ПТФЭ) необходимо уделять первостепенное внимание управлению теплом и стабильности заготовки, а не агрессивному съему материала. Рекомендуемые начальные параметры: скорость резания в диапазоне 200–500 футов в минуту (SFM), подача 0,002–0,010 дюйма на оборот и небольшая глубина резания 0,02–0,06 дюйма.
Основная проблема при обработке ПТФЭ заключается не в его твердости, а в уникальном сочетании мягкости, низкой теплопроводности и высокого теплового расширения. Ваш успех полностью зависит от стратегии, которая минимизирует тепловыделение и физическую деформацию на каждом этапе процесса.

Основная проблема: понимание поведения ПТФЭ
Обработка ПТФЭ — это не столько грубая сила, сколько тонкость. В отличие от металлов, свойства ПТФЭ создают уникальный набор проблем, которые диктуют определенный подход. Понимание этих свойств является ключом к получению точных, высококачественных деталей.
Мягкость и низкая жесткость
ПТФЭ — мягкий материал, который легко деформируется под давлением. Агрессивное зажимание или чрезмерное давление инструмента сожмет или исказит заготовку, что сделает невозможным соблюдение жестких допусков.
Низкая теплопроводность
Это самое важное свойство, которым нужно управлять. ПТФЭ плохо отводит тепло. Любое тепло, выделяемое трением на режущей кромке, будет концентрироваться в небольшой области, быстро приводя к плавлению, а не к чистому резанию.
Высокое тепловое расширение
Когда ПТФЭ нагревается, он расширяется значительно больше, чем металлы. Даже незначительное повышение температуры может привести к тому, что деталь выйдет за пределы допуска, а затем сожмется после остывания, что приведет к получению детали меньшего размера.
Оптимизация параметров обработки
Ваши скорости и подачи должны быть установлены с явной целью контроля вышеперечисленных факторов. Цель состоит в том, чтобы создать чистую стружку с минимальным тепловыделением.
Скорость резания: основной контроль температуры
Скорость резания напрямую связана с теплотой трения. Хотя некоторые источники предполагают возможность более высоких скоростей, в качестве консервативной отправной точки рекомендуется 200–500 SFM для предотвращения плавления и налипания материала на инструменте.
Всегда начинайте с нижней границы диапазона и наблюдайте за резом. Если вы заметите какие-либо признаки плавления или «липкой» текстуры, немедленно уменьшите скорость.
Подача: баланс съема и чистоты поверхности
Подача в диапазоне от 0,002 до 0,010 дюйма на оборот (или 0,1–0,2 мм/об) обеспечивает правильный баланс. Слишком низкая подача приведет к тому, что инструмент будет тереться, а не резать, выделяя избыточное тепло.
Умеренно высокая подача в этом диапазоне создает более толстую стружку, которая помогает уносить тепло от заготовки, что приводит к более чистому и холодному резу.
Глубина резания: минимизация напряжения
Держите глубину резания небольшой, обычно между 0,02 и 0,06 дюйма (0,5–1,5 мм). Меньшая глубина минимизирует усилие резания, снижая риск прогиба детали и накопления тепла. Это имеет решающее значение для поддержания точности и достижения хорошей чистоты поверхности.
Критические факторы, выходящие за рамки скоростей и подач
Успех при работе с ПТФЭ требует рассмотрения факторов, выходящих за рамки основных параметров. Ваши инструменты, стратегия охлаждения и зажим так же важны.
Инструментарий не подлежит обсуждению
Используйте чрезвычайно острые режущие инструменты, предпочтительно предназначенные для пластика или алюминия. Высокий положительный угол наклона и полированные канавки обеспечат сдвигающее действие и помогут предотвратить прилипание стружки. Тупой инструмент будет проталкиваться и тереться о материал, что гарантирует неудачу.
Эффективный отвод стружки
ПТФЭ производит длинную, волокнистую стружку (стружку), которая может наматываться на инструмент и заготовку, вызывая накопление тепла и ухудшая чистоту поверхности. Обеспечьте достаточный зазор инструмента и рассмотрите возможность использования направленного воздуха или охлаждающей жидкости для постоянного удаления стружки из зоны резания.
Стратегия охлаждения
Для любой операции, генерирующей значительное тепло, система охлаждения необходима. Основная цель охлаждающей жидкости — охлаждать заготовку и смывать стружку. Стандартное затопление хорошо подходит для этой цели.
Зажим и давление зажима
Прикладывайте ровно столько силы зажима, чтобы надежно удерживать заготовку. Используйте мягкие губки или распределяйте усилие зажима на большую площадь, чтобы избежать деформации исходного материала еще до начала обработки.
Понимание распространенных ловушек
Даже при правильных параметрах некоторые проблемы присущи работе с ПТФЭ. Знание о них позволяет предвидеть и смягчать потенциальные проблемы.
Дилемма «Тепло против чистоты поверхности»
В то время как высокие скорости генерируют тепло, слишком низкая скорость при низкой подаче может привести к тому, что инструмент будет просто тереться о материал. Это действие полировки также создает значительное тепло и приводит к плохой чистоте поверхности. Вы должны найти золотую середину, при которой инструмент постоянно формирует стружку.
Стремление к жестким допускам
Упругость ПТФЭ и его тепловое расширение делают соблюдение чрезвычайно жестких допусков (например, +/- 0,002 дюйма) задачей для опытных токарей. Ожидайте некоторого изменения размеров по мере остывания детали до комнатной температуры. Всегда измеряйте детали после их стабилизации.
Игнорирование остроты инструмента
Это самая распространенная ошибка. Режущая кромка, которая кажется достаточно острой для алюминия, может быть недостаточно острой для ПТФЭ. Микроскопически тупая кромка немедленно начнет тереться и плавить материал. Если сомневаетесь, используйте новый, острый инструмент.
Как применить это к вашему проекту
Ваши конкретные параметры будут зависеть от вашей основной цели. Используйте эти рекомендации в качестве отправной точки и корректируйте их на основе наблюдений.
- Если ваша основная цель — точность размеров: Уделяйте первостепенное внимание низким скоростям резания, малой глубине резания и постоянному охлаждению для управления тепловым расширением.
- Если ваша основная цель — чистота поверхности: Используйте чрезвычайно острые, полированные инструменты с высоким положительным углом наклона и убедитесь, что ваша подача достаточна для чистого резания без трения.
- Если ваша основная цель — быстрый съем материала (черновая обработка): Используйте верхнюю границу рекомендуемой подачи и глубины резания, но сохраняйте умеренные скорости резания и обеспечьте отличный отвод стружки.
Управляя теплом и деформацией как своими главными приоритетами, вы сможете обрабатывать ПТФЭ с предсказуемыми, высококачественными результатами.
Сводная таблица:
| Параметр | Рекомендуемый диапазон | Ключевое соображение |
|---|---|---|
| Скорость резания | 200-500 SFM | Основной контроль теплоты трения; начинайте с низких значений, чтобы предотвратить плавление. |
| Подача | 0,002-0,010 дюйма/об | Балансирует съем материала и чистоту поверхности; предотвращает трение. |
| Глубина резания | 0,02-0,06 дюйма | Минимизирует прогиб детали и накопление тепла. |
| Инструментарий | Острый, с высоким положительным углом наклона | Важен для чистого сдвигающего реза; предотвращает налипание материала. |
Нужны прецизионно обработанные компоненты из ПТФЭ? Обработка ПТФЭ требует специальных знаний для управления его уникальными свойствами, такими как низкая теплопроводность и высокое расширение. KINTEK производит высококачественные уплотнения, футеровки, лабораторную посуду и нестандартные компоненты из ПТФЭ для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Мы уделяем первостепенное внимание точному производству, от прототипов до крупносерийных заказов, гарантируя, что ваши детали соответствуют точным спецификациям. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваш проект и получить расчет стоимости!
Визуальное руководство
Связанные товары
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Крупногабаритные стаканы и колбы из ПТФЭ для высокотемпературных лабораторных применений, устойчивых к коррозии, с индивидуальным изготовлением на станках с ЧПУ
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Индивидуальная делительная воронка из ПТФЭ с постоянным давлением, устойчивая к коррозии, с низким фоном для колб PFA
Люди также спрашивают
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение
- Как PTFE соотносится с полиэтиленом (PE) с точки зрения химической стойкости и термостойкости? Выберите правильный полимер для экстремальных условий
- Каков рабочий температурный диапазон лабораторной посуды из ПТФЭ? Освоение термических пределов от -200°C до +260°C
- Как ПТФЭ минимизирует загрязнение образцов? Обеспечьте непревзойденную чистоту для критически важных анализов
- Каков диапазон химической совместимости лабораторной посуды из ПТФЭ? Исследуйте почти универсальную химическую стойкость.



















