Обработка PTFE требует полного изменения мышления по сравнению с традиционными материалами. В отличие от металлов, проблема заключается не в преодолении твердости, а в управлении его уникальной мягкостью, высоким коэффициентом теплового расширения и склонностью к деформации под давлением. Ключевые соображения включают использование исключительно острых инструментов, управление накоплением тепла с помощью точных скоростей и применение специализированных приспособлений для удержания, чтобы предотвратить коробление или сжатие материала.
PTFE обманчиво легко режется, но трудно обрабатывается с жесткими допусками. Успех заключается не в самом процессе резания, а в стратегическом управлении присущей материалу нестабильностью — его тепловым расширением и ползучестью под напряжением — на протяжении всего процесса.

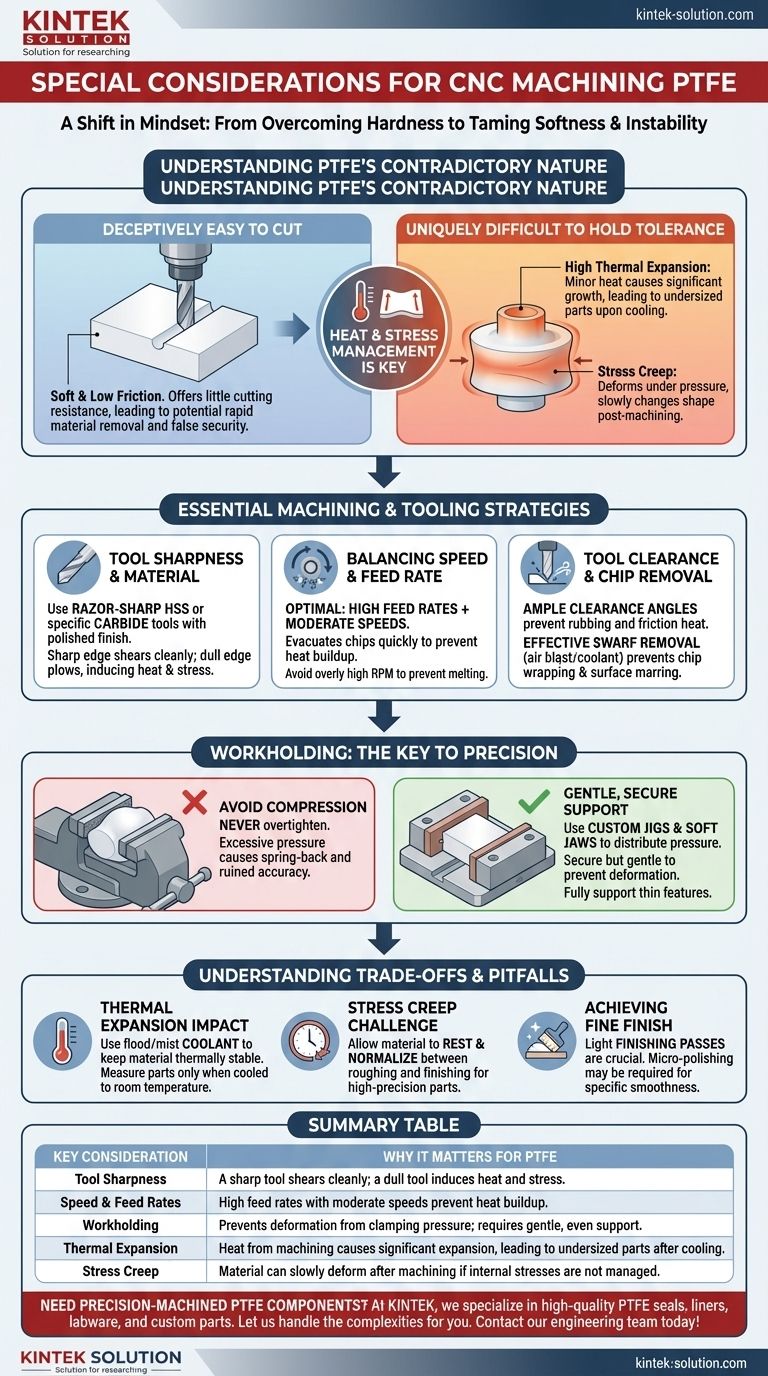
Понимание противоречивой природы PTFE
Чтобы эффективно обрабатывать Политетрафторэтилен (PTFE), вы должны сначала понять его основные свойства. Его величайшие преимущества в применении часто являются его величайшими недостатками на станке с ЧПУ.
Обманчиво легко режется
Мягкость PTFE и низкий коэффициент трения означают, что он оказывает очень небольшое сопротивление режущему инструменту. Это может создать ложное чувство безопасности, поскольку материал можно удалить очень быстро и легко.
Уникально сложно выдерживать допуски
Настоящая проблема заключается в точности размеров. PTFE обладает двумя свойствами, которые затрудняют достижение точности: высокий коэффициент теплового расширения и склонность к ползучести под напряжением.
Даже небольшое тепло от процесса резания может вызвать значительное расширение детали. После остывания она сожмется, что приведет к получению детали меньшего размера. Аналогично, он легко деформируется под давлением и может медленно «ползти» или изменять форму после отпускания зажима.
Основные стратегии обработки и изготовления инструментов
Ваши инструменты и параметры резания должны быть адаптированы с учетом деликатной природы PTFE. Цель состоит в том, чтобы чисто срезать материал, не вызывая тепла или напряжения.
Критическая роль остроты инструмента
Инструменты должны быть бритвенно острыми с гладкой, полированной поверхностью. Используйте быстрорежущую сталь (HSS) или специальные марки твердого сплава, предназначенные для пластмасс. Острое режущее ребро чисто срезает материал, в то время как тупое режущее ребро будет проталкивать его, вызывая напряжение и тепло.
Баланс скорости и подачи
Оптимальный подход заключается в использовании высокой скорости подачи в сочетании с умеренными скоростями резания. Это создает стружку и быстро удаляет ее из зоны резания, предотвращая проникновение тепла в материал. Слишком высокая скорость вращения шпинделя (об/мин) вызовет трение, что приведет к плавлению.
Важность угла наклона инструмента
Убедитесь, что ваши режущие инструменты имеют достаточные углы наклона или задние углы. Это предотвращает трение нережущей кромки инструмента о свежеобработанную поверхность, что является основным источником тепла от трения.
Управление удалением стружки (отходов)
PTFE образует длинную, непрерывную и волокнистую стружку, которая может обмотаться вокруг инструмента и шпинделя. Эффективное удаление отходов, часто с помощью направленной струи воздуха или охлаждающей жидкости, необходимо для предотвращения этого и для того, чтобы не повредить чистоту поверхности детали.
Крепление заготовки: ключ к точности
То, как вы держите заготовку, так же важно, как и то, как вы ее режете. Неправильный зажим является основной причиной неудач при обработке PTFE.
Избегайте сжатия и деформации
Никогда не перетягивайте тиски или зажимы. Чрезмерное давление сожмет материал, и когда деталь будет закончена и отпущена, она отскочит, что испортит вашу точность размеров.
Заказные приспособления и мягкие губки часто используются для равномерного распределения давления зажима. Цель состоит в том, чтобы удерживать деталь достаточно надежно, чтобы она не двигалась, но достаточно нежно, чтобы она не деформировалась.
Поддержка материала
Поскольку PTFE очень гибкий, тонкие стенки или элементы должны быть полностью поддержаны сзади. Без надлежащей поддержки материал будет просто отталкиваться от режущего инструмента, что приведет к неточному и непостоянному резу.
Понимание компромиссов и подводных камней
Успешная обработка PTFE означает активное управление его присущими слабостями. Игнорирование этих факторов приведет к браку деталей.
Влияние теплового расширения
Деталь, измеренная, пока она еще теплая после обработки, будет казаться соответствующей спецификации. После того, как она остынет до комнатной температуры, она может быть значительно меньше по размеру. Использование затопляющей или распыляющей охлаждающей жидкости очень эффективно для поддержания тепловой стабильности материала во время работы.
Проблема ползучести под напряжением
Внутренние напряжения, вызванные в процессе изготовления или неправильным зажимом, могут привести к изменению формы детали через часы или даже дни после обработки. Для деталей с ультравысокой точностью распространенной стратегией является предоставление материалу времени для отдыха и нормализации между черновыми и чистовыми проходами.
Достижение тонкой чистоты поверхности
Хотя его легко резать, достижение идеально гладкой поверхности может быть трудным из-за мягкости PTFE. Чистовые проходы должны быть очень легкими, а в некоторых случаях для удовлетворения конкретных требований могут потребоваться такие методы, как микрополировка.
Как применить это к вашему проекту
Ваша стратегия должна адаптироваться в зависимости от конечных требований детали.
- Если ваш основной фокус — прототипирование или некритичные компоненты: Приоритетом является использование чрезвычайно острых инструментов и правильного крепления заготовки для быстрого получения функциональной детали.
- Если ваш основной фокус — достижение жестких допусков (+/- 0.002”): Вы должны активно управлять температурой с помощью охлаждающей жидкости и рассмотреть многопроходные стратегии, чтобы позволить напряжениям материала нормализоваться.
- Если вы передаете работу на аутсорсинг: Спросите потенциальных поставщиков конкретно об их опыте работы с PTFE и их методах крепления заготовки и контроля теплового расширения.
В конечном счете, освоение обработки PTFE — это упражнение в уважении свойств материала и адаптации вашего процесса к его уникальному поведению.
Сводная таблица:
| Ключевое соображение | Почему это важно для PTFE |
|---|---|
| Острота инструмента | Острый инструмент чисто срезает; тупой инструмент вызывает тепло и напряжение. |
| Скорость и подача | Высокая скорость подачи при умеренных скоростях предотвращает накопление тепла. |
| Крепление заготовки | Предотвращает деформацию от давления зажима; требует нежного, равномерного удержания. |
| Тепловое расширение | Тепло от обработки вызывает значительное расширение, что приводит к деталям меньшего размера после охлаждения. |
| Ползучесть под напряжением | Материал может медленно деформироваться после обработки, если внутренние напряжения не контролируются. |
Нужны ли вам надежные прецизионные компоненты из PTFE?
В KINTEK мы специализируемся на производстве высококачественных уплотнений, вкладышей, лабораторной посуды и нестандартных компонентов из PTFE для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Наш опыт заключается в освоении уникальных проблем PTFE для поставки деталей, отвечающих вашим самым строгим спецификациям, от прототипов до крупносерийного производства.
Позвольте нам взять на себя сложности обработки PTFE для вас. Свяжитесь с нашей инженерной командой сегодня, чтобы обсудить ваш проект и получить коммерческое предложение.
Визуальное руководство
Связанные товары
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Крупногабаритные стаканы и колбы из ПТФЭ для высокотемпературных лабораторных применений, устойчивых к коррозии, с индивидуальным изготовлением на станках с ЧПУ
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Индивидуальная делительная воронка из ПТФЭ с постоянным давлением, устойчивая к коррозии, с низким фоном для колб PFA
Люди также спрашивают
- Каковы основные методы изготовления лабораторного оборудования из ПТФЭ? Экспертный взгляд на инженерию фторполимеров
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение
- Каково применение ПТФЭ в медицинском и лабораторном оборудовании? Откройте для себя биосовместимость и химическую стойкость
- Каковы механические и безопасностные преимущества использования аппаратуры из ПТФЭ в лаборатории? Повышение безопасности и долговечности
- Какие виды готовой продукции производятся из ПТФЭ? Уплотнения, подшипники, лабораторная посуда и многое другое



















