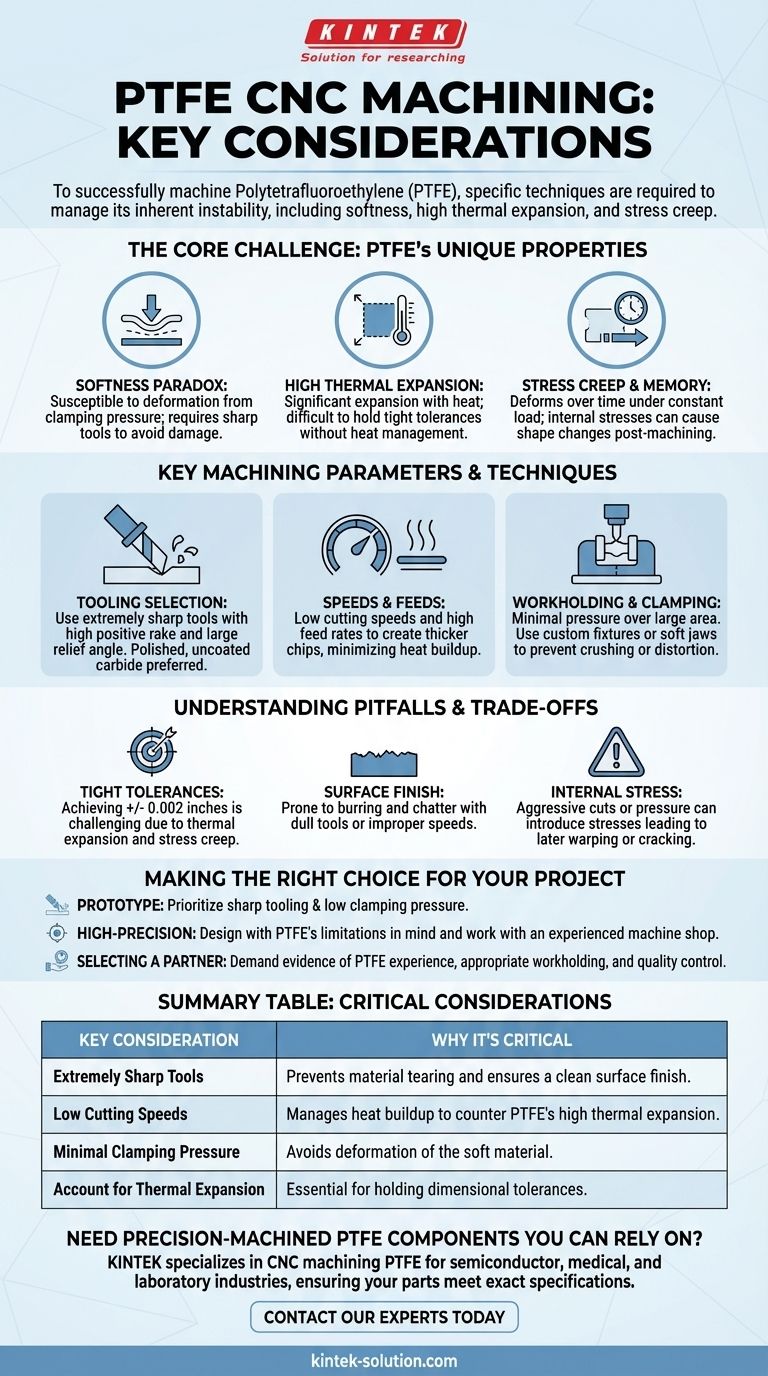
Для успешной ЧПУ-обработки Политетрафторэтилена (ПТФЭ) необходимо использовать чрезвычайно острые инструменты, соблюдать низкие скорости резания для предотвращения накопления тепла, применять минимальное усилие зажима, чтобы избежать деформации, и тщательно учитывать высокую скорость теплового расширения материала. Эти соображения являются не просто лучшими практиками; они являются фундаментальными требованиями для достижения какой-либо точности размеров при работе с этим уникальным материалом.
Центральная проблема при ЧПУ-обработке ПТФЭ заключается не в его мягкости, которая облегчает резку, а в его присущей нестабильности. Успех полностью зависит от техник, которые учитывают его склонность к деформации под давлением, расширению при нагревании и ползучести с течением времени, а не от попыток заставить его соответствовать жесткому процессу обработки.

Основная проблема: Уникальные свойства ПТФЭ
Понимание того, почему ПТФЭ требует такого специфического обращения, — это первый шаг к овладению им. Основные преимущества материала — низкое трение, химическая инертность — напрямую связаны со свойствами, которые затрудняют его точную обработку.
Парадокс мягкости
ПТФЭ обладает низкой твердостью по Роквеллу, что делает его исключительно легким для резки. Однако эта же мягкость означает, что он очень восприимчив к деформации от давления зажима и может быть легко поврежден тупыми или сколотыми режущими инструментами, что приводит к плохому качеству поверхности.
Высокое тепловое расширение
ПТФЭ имеет один из самых высоких коэффициентов теплового расширения среди полимеров. Даже небольшое повышение температуры от процесса резания может вызвать значительное расширение материала, что делает практически невозможным соблюдение жестких допусков без тщательного контроля температуры.
Ползучесть под напряжением и память формы
Этот материал подвержен ползучести под напряжением, что означает, что он будет медленно деформироваться с течением времени при постоянной нагрузке (например, от зажима или запрессовки). Он также обладает «памятью», при которой внутренние напряжения, вызванные обработкой, могут привести к изменению формы детали спустя часы или даже дни.
Ключевые параметры и методы обработки
Чтобы противодействовать этим свойствам материала, требуется специфический набор рабочих параметров. Они не подлежат обсуждению для достижения качественного результата.
Выбор инструмента
Самым важным фактором является острота режущего инструмента. Инструменты должны иметь высокий положительный передний угол и большой угол задней поверхности. Часто предпочтительны полированные, без покрытия твердосплавные инструменты, поскольку они создают меньшее трение и тепло.
Скорости и подачи
Для управления тепловым расширением обычно рекомендуются низкие скорости резания и высокие скорости подачи. Такой подход создает более толстую стружку, которая уносит тепло от заготовки, минимизируя повышение температуры в самой детали.
Установка и зажим заготовки
Стандартные машинные тиски легко сомнут или деформируют ПТФЭ. Используйте минимальное усилие зажима, распределенное по большой площади поверхности. Часто требуются специальные приспособления или мягкие губки для надежного удержания детали без создания напряжения или коробления.
Понимание подводных камней и компромиссов
Обработка ПТФЭ предполагает принятие определенных ограничений. Превышение возможностей материала — частая причина неудач.
Сложность достижения жестких допусков
Достижение допусков уже, чем +/- 0,002 дюйма, чрезвычайно сложно и требует опыта машиниста. Сочетание теплового расширения и ползучести под напряжением означает, что окончательный размер детали может отличаться от ее размера сразу после резки.
Проблемы с качеством поверхности
Хотя ПТФЭ легко режется, он склонен к образованию заусенцев и вибрации (chatter). Плохая отделка часто является признаком тупого инструмента, чрезмерного нагрева или неправильных скоростей и подач. Для критических поверхностей могут потребоваться методы постобработки, такие как дробеструйная обработка или микрополировка.
Риск внутренних напряжений
Агрессивные резы, чрезмерное усилие зажима или тупой инструмент могут вызвать внутренние напряжения в детали. Это напряжение может привести к короблению или растрескиванию компонента спустя долгое время после завершения обработки, что приведет к преждевременному выходу из строя.
Выбор правильного подхода для вашего проекта
Ваш подход должен диктоваться конкретными требованиями вашего компонента.
- Если ваш основной фокус — прототип или некритичная деталь: Отдавайте приоритет основам: острому инструменту и низкому усилию зажима, так как это предотвратит наиболее распространенные сбои.
- Если ваш основной фокус — высокоточный компонент: Вы должны проектировать деталь с учетом ограничений ПТФЭ и работать с цехом, имеющим подтвержденный опыт работы с этим конкретным материалом.
- Если ваш основной фокус — выбор партнера по обработке: Требуйте доказательств их опыта работы с ПТФЭ, подтвердите, что они используют соответствующее закрепление заготовки, и спросите об их процессе контроля качества для управления тепловым расширением.
В конечном счете, успешная обработка ПТФЭ — это вопрос уважения к присущей природе материала, а не борьбы с ней.
Сводная таблица:
| Ключевое соображение | Почему это критично |
|---|---|
| Чрезвычайно острые инструменты | Предотвращает разрыв материала и обеспечивает чистую поверхность. |
| Низкие скорости резания | Управляет накоплением тепла для противодействия высокому тепловому расширению ПТФЭ. |
| Минимальное усилие зажима | Предотвращает деформацию мягкого материала. |
| Учет теплового расширения | Важно для соблюдения допусков по размерам. |
Нужны надежные компоненты из ПТФЭ, изготовленные на заказ с высокой точностью?
В KINTEK мы специализируемся на ЧПУ-обработке ПТФЭ для полупроводниковой, медицинской и лабораторной промышленности. Наш опыт в управлении свойствами материала, такими как тепловое расширение и ползучесть под напряжением, гарантирует, что ваши уплотнения, вкладыши и лабораторная посуда на заказ соответствуют точным спецификациям, от прототипов до крупносерийного производства.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваш проект и получить расчет стоимости.
Визуальное руководство
Связанные товары
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Реакционный сетчатый фильтр из ПТФЭ для высоких температур с настраиваемыми слоями и точными размерами пор для устройств разделения проб с резьбовым соединением
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
Люди также спрашивают
- Как PTFE соотносится с полиэтиленом (PE) с точки зрения химической стойкости и термостойкости? Выберите правильный полимер для экстремальных условий
- Какие виды готовой продукции производятся из ПТФЭ? Уплотнения, подшипники, лабораторная посуда и многое другое
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение
- Каковы механические и безопасностные преимущества использования аппаратуры из ПТФЭ в лаборатории? Повышение безопасности и долговечности
- Каков диапазон химической совместимости лабораторной посуды из ПТФЭ? Исследуйте почти универсальную химическую стойкость.



















