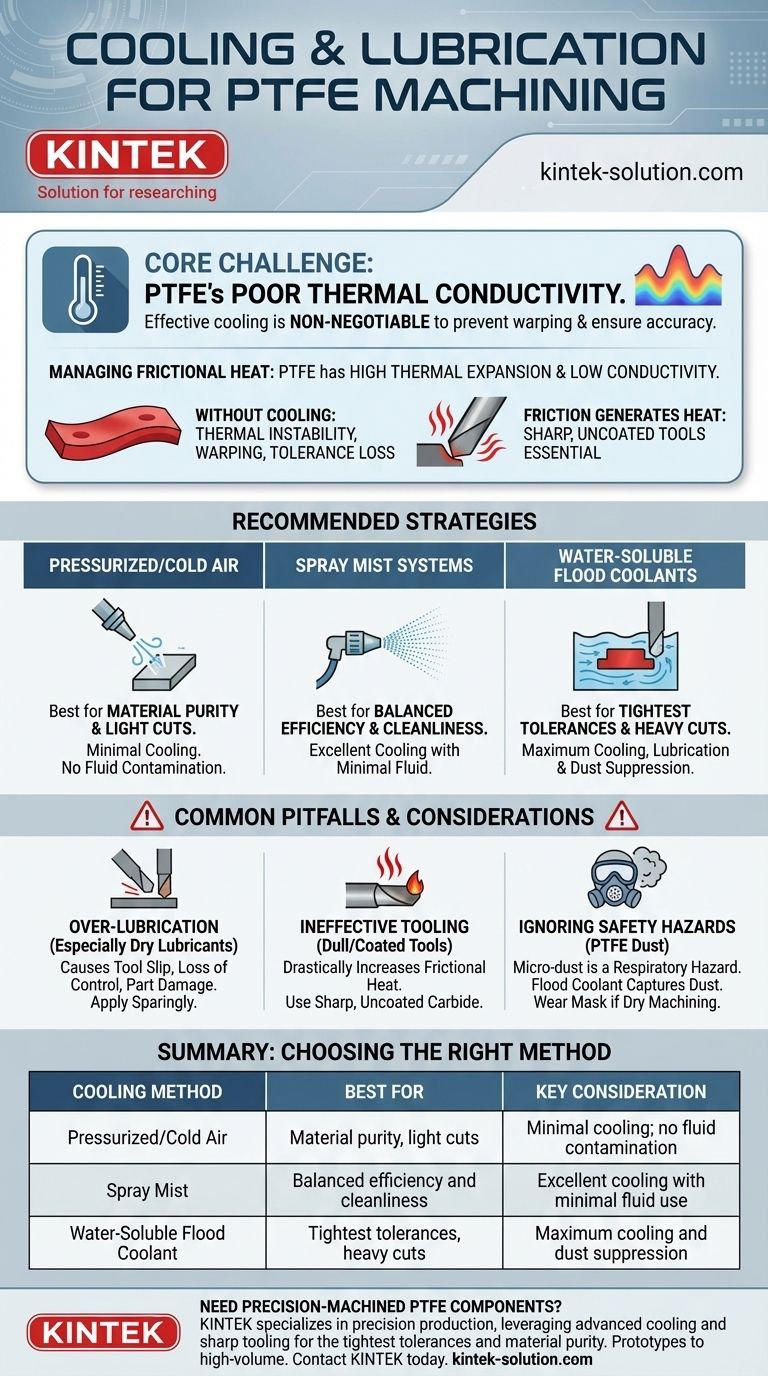
При обработке Политетрафторэтилена (ПТФЭ) наиболее рекомендуемыми методами являются активное охлаждение для управления его крайней чувствительностью к теплу. Основные методы — это сжатый воздух, распыляемые туманы или неароматические, водорастворимые СОЖ для ЧПУ. Они часто используются в сочетании с сухими смазками для уменьшения трения, хотя следует соблюдать осторожность, чтобы избежать чрезмерной смазки.
Основная проблема при обработке ПТФЭ заключается не в твердости материала, а в его низкой теплопроводности. Поэтому эффективное охлаждение является обязательным условием, выступая в качестве основного средства контроля для предотвращения термической деформации, обеспечения точности размеров и достижения качественной чистоты поверхности.

Основная проблема: Управление теплотой трения
Уникальные свойства ПТФЭ делают его очень восприимчивым к проблемам, вызванным теплом, возникающим при резке. Понимание этого является ключом к успешной обработке.
Почему контроль температуры имеет решающее значение
ПТФЭ обладает высокой скоростью теплового расширения и очень низкой теплопроводностью. Это означает, что тепло, генерируемое на режущей кромке, не рассеивается быстро, вызывая локальное расширение и деформацию материала.
Без активного охлаждения эта термическая нестабильность делает почти невозможным соблюдение жестких допусков и может легко испортить деталь.
Влияние неконтролируемого трения
Трение между режущим инструментом и заготовкой является основным источником тепла. Острые, незакаленные инструменты необходимы, поскольку они уменьшают эти силы трения, минимизируя тепловыделение с самого начала.
Правильное охлаждение и смазка напрямую устраняют тепло, которое неизбежно образуется, предотвращая деформацию материала.
Рекомендуемые стратегии охлаждения и смазки
Выбор метода охлаждения зависит от конкретных требований работы, таких как допуск, чистота поверхности и чистота материала.
Системы сжатого или холодного воздуха
Для операций, где существует проблема загрязнения жидкостью, постоянный поток холодного сжатого воздуха является эффективным выбором. Он помогает удалять стружку и обеспечивает умеренное охлаждение.
Это чистый метод, но он обеспечивает наименьшую мощность охлаждения, что делает его наиболее подходящим для легких проходов и медленных подач.
Системы распыляемого тумана
Системы распыляемого тумана обеспечивают хорошее сочетание эффективности охлаждения и чистоты. Они наносят минимальное количество водорастворимой СОЖ непосредственно в зону резания.
Этот подход очень эффективен, обеспечивает значительное охлаждение при очень малом количестве жидкости, что делает его популярным универсальным выбором.
Водорастворимые СОЖ с обильным орошением
Для наиболее требовательных применений с большими проходами или чрезвычайно жесткими допусками неароматическая водорастворимая СОЖ с обильным орошением является наиболее эффективным вариантом. Этот метод обеспечивает максимально возможное охлаждение и смазку.
Он также выполняет важную функцию безопасности, подавляя мелкую пыль ПТФЭ, образующуюся при обработке, которая может быть опасна при вдыхании.
Распространенные ошибки и соображения
Успех с ПТФЭ требует избегания нескольких распространенных, но критических ошибок.
Опасность чрезмерной смазки
Хотя смазка полезна для уменьшения трения, ее чрезмерное использование — особенно сухих смазок — может привести к проскальзыванию режущего инструмента. Это приводит к потере контроля и может повредить деталь.
Наносите смазки экономно и убедитесь, что инструмент сохраняет положительный контакт с материалом.
Неэффективный инструмент
Использование тупых или покрытых инструментов резко увеличит тепло трения, независимо от вашей системы охлаждения. Всегда используйте исключительно острые, незакаленные инструменты с твердосплавными наконечниками, предназначенные для пластмасс.
Этот упреждающий шаг уменьшает количество тепла, которое ваша система охлаждения должна будет контролировать в первую очередь.
Игнорирование опасностей для безопасности
Микропыль, образующаяся при обработке ПТФЭ, представляет серьезную респираторную опасность. Обработка под обильным потоком СОЖ является самым безопасным методом, так как он улавливает пыль.
При сухой обработке с воздушным охлаждением всегда надевайте соответствующую маску и работайте в хорошо проветриваемом помещении.
Сделайте правильный выбор для вашей цели
Выберите стратегию охлаждения и смазки в зависимости от основного результата, которого вы хотите достичь для готовой детали.
- Если ваш основной фокус — достижение самых жестких допусков: Используйте водорастворимую СОЖ с обильным орошением для максимального контроля температуры и стабильности.
- Если ваш основной фокус — сохранение абсолютной чистоты материала: Используйте систему холодного сжатого воздуха, чтобы избежать любого потенциального загрязнения жидкостью.
- Если ваш основной фокус — баланс эффективности резки и чистоты: Система распыляемого тумана обеспечивает отличное и универсальное решение.
Активно управляя теплом как центральной переменной, вы можете обрабатывать ПТФЭ с предсказуемой точностью и уверенностью.
Сводная таблица:
| Метод охлаждения | Лучше всего подходит для | Ключевое соображение |
|---|---|---|
| Сжатый/Холодный воздух | Чистота материала, легкие проходы | Минимальное охлаждение; отсутствие загрязнения жидкостью |
| Распыляемый туман | Сбалансированная эффективность и чистота | Отличное охлаждение при минимальном использовании жидкости |
| Водорастворимая СОЖ с обильным орошением | Самые жесткие допуски, тяжелые проходы | Максимальное охлаждение и подавление пыли |
Нужны прецизионно обработанные компоненты из ПТФЭ?
Обработка ПТФЭ в соответствии с точными спецификациями требует опыта в управлении его уникальными термическими свойствами. В KINTEK мы специализируемся на прецизионном производстве компонентов из ПТФЭ — от заказных уплотнений и футеровок до сложной лабораторной посуды.
Мы используем передовые методы охлаждения и острые, незакаленные инструменты, чтобы гарантировать, что каждая деталь соответствует вашим самым строгим допускам и самым высоким стандартам чистоты материала. Независимо от того, нужны ли вам прототипы или крупносерийные заказы для полупроводниковой, медицинской или промышленной отраслей, мы обеспечиваем надежную работу.
Позвольте нам применить наш опыт для вас. Свяжитесь с KINTEB сегодня, чтобы обсудить требования вашего проекта.
Визуальное руководство
Связанные товары
- Кастомная система конденсации, обратного перегонки и очистки из ПТФЭ 500 мл, устойчивая к коррозии, с низким фоном
- Индивидуальный конденсаторный трубка из ПТФЭ для рефлюксной реакции, конденсации и очистки — оборудование для полупроводниковых и химических лабораторий
- Вакуумная система фильтрации из ПТФЭ (PTFE) и ПФА (PFA), коррозионностойкая, настраиваемая, небьющаяся лабораторная установка
- Коррозионностойкий диспергирующий диск из ПТФЭ и высокотемпературная мешальная лопасть с пропеллером для лабораторного перемешивания химических реактивов
- Изготовленные на заказ шарики из ПТФЭ-тефлона для передовых промышленных применений
Люди также спрашивают
- Каковы преимущества фильтрационных систем из ПТФЭ для промышленного и научного применения? Непревзойденная химическая и термическая стабильность
- Как низкая поверхностная энергия ПТФЭ улучшает процесс конденсации? Усиление теплопередачи и предотвращение загрязнения
- Как можно настроить ПТФЭ для конкретных применений? Настройка характеристик с помощью наполнителей и изготовления
- Каковы основные методы изготовления лабораторного оборудования из ПТФЭ? Экспертный взгляд на инженерию фторполимеров
- Каков диапазон химической совместимости лабораторной посуды из ПТФЭ? Исследуйте почти универсальную химическую стойкость.



















