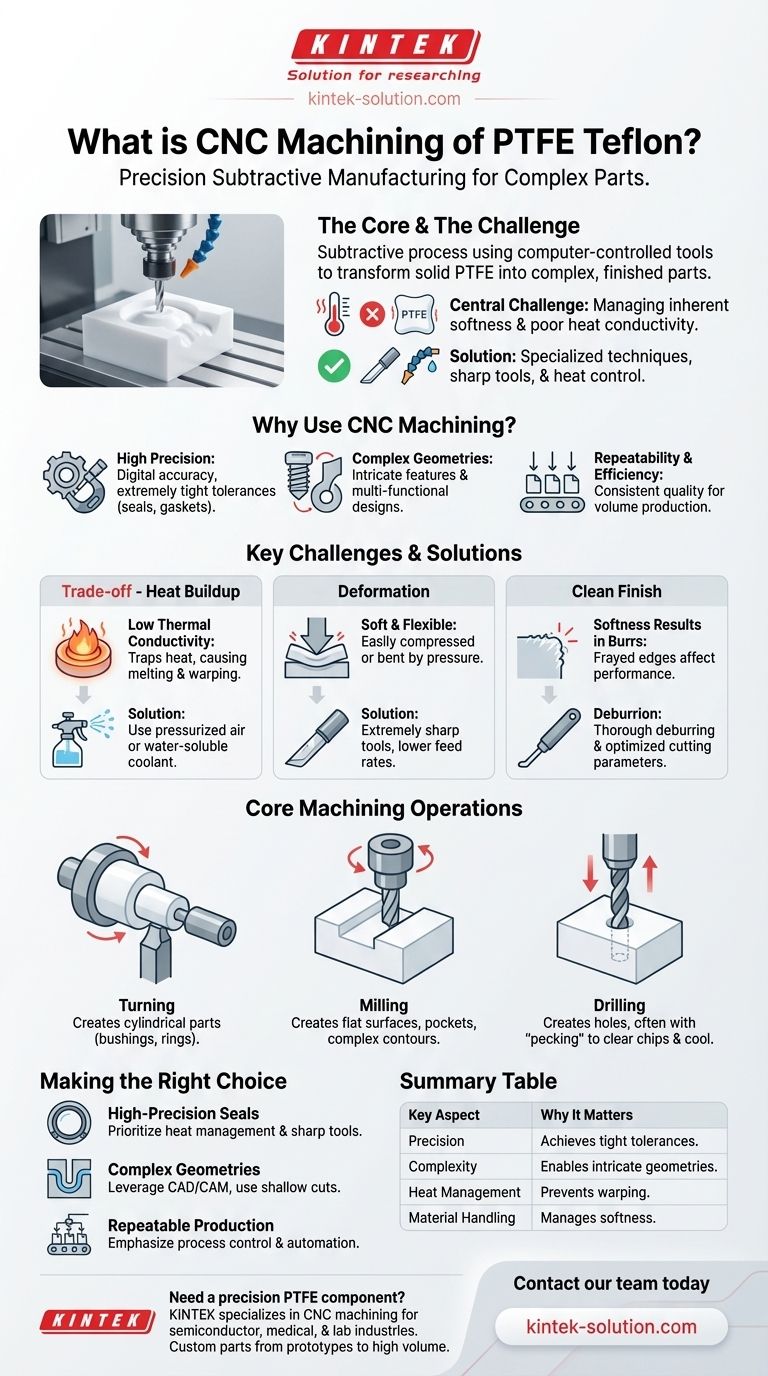
По своей сути, ЧПУ-обработка PTFE (Тефлона) — это субтрактивный производственный процесс, в котором используются управляемые компьютером режущие инструменты для точного удаления материала из сплошного блока PTFE. Этот метод превращает исходный материал в готовые детали со сложной геометрией и жесткими допусками, которых часто невозможно достичь с помощью традиционных методов формования или изготовления.
Основная проблема при обработке PTFE заключается не в самом резании, а в управлении присущей материалу мягкостью и плохой теплопроводностью. Успех полностью зависит от специализированных методов — таких как использование исключительно острых инструментов и контроль накопления тепла — для достижения точности без деформации детали.

Почему для PTFE используется ЧПУ-обработка?
Хотя PTFE можно формовать и другими способами, ЧПУ-обработка предлагает явные преимущества, особенно когда требуется точность и сложность. Она раскрывает весь потенциал материала для ответственных применений.
Стремление к высокой точности
Системы ЧПУ обеспечивают цифровую точность, позволяя создавать детали с чрезвычайно жесткими допусками.
Такой уровень контроля критически важен для таких компонентов, как уплотнения, прокладки и подшипники, где даже незначительные отклонения в размерах могут привести к сбою. Процесс гарантирует, что детали изготавливаются в точном соответствии со спецификацией, без коробления, которое может возникнуть при высокотемпературном формовании.
Обеспечение сложной геометрии
ЧПУ-обработка превосходно справляется с созданием сложных элементов, таких как резьба, канавки и сложные кривые.
Эта возможность необходима для современных инженерных конструкций, требующих многофункциональных деталей. Управляемый компьютером инструмент может следовать сложным траекториям, которые были бы непрактичны для ручных процессов.
Обеспечение повторяемости и эффективности
После программирования траектории инструмента станок с ЧПУ может производить тысячи идентичных деталей с минимальными отклонениями.
Эта высокая повторяемость имеет решающее значение для серийного производства, обеспечивая стабильное качество на протяжении всего цикла. Автоматизация, присущая процессу, также снижает человеческие ошибки и оптимизирует время производства, делая его высокоэффективным.
Понимание компромиссов: Ключевые проблемы PTFE
Обработка PTFE принципиально отличается от обработки металлов или даже других пластиков. Его уникальные свойства создают специфические проблемы, которые необходимо решать с помощью тщательной техники.
Управление накоплением тепла
PTFE обладает очень низкой теплопроводностью, что означает, что он плохо рассеивает тепло. Трение от режущих инструментов может быстро генерировать тепло, которое задерживается в материале.
Это локализованное тепло может привести к расплавлению PTFE, налипанию на инструменте или расширению и деформации, что уничтожит точность размеров детали. Решение включает использование сжатого воздуха или водорастворимой охлаждающей жидкости для активного отвода тепла из зоны резания.
Предотвращение деформации материала
Будучи очень мягким и гибким материалом, PTFE может легко сжиматься или изгибаться под давлением инструмента или неправильным зажимом.
Чтобы предотвратить это, операторы используют чрезвычайно острые режущие инструменты для чистого срезания материала, а не для его продавливания. Также применяются более низкие скорости подачи и малая глубина резания, чтобы минимизировать усилие резания, прилагаемое к заготовке.
Достижение чистой отделки
Мягкость PTFE может привести к образованию заусенцев или неровных краев после резки. Эти дефекты могут повлиять на работу уплотнений или прилегание собранных деталей.
Важным заключительным шагом является тщательное удаление заусенцев для устранения любых острых или приподнятых краев. Правильное сочетание остроты инструмента, скорости резания и скорости подачи является основной стратегией для минимизации заусенцев с самого начала.
Основные операции обработки
Хотя возможно множество операций, три основные процесса составляют основу большинства проектов по обработке PTFE.
Токарная обработка
Токарная обработка используется для создания цилиндрических деталей путем вращения заготовки PTFE, в то время как неподвижный режущий инструмент удаляет материал. Это идеально подходит для изготовления таких компонентов, как втулки, кольца и сопла.
Фрезерование
Фрезерование включает вращающийся режущий инструмент, удаляющий материал из неподвижной заготовки. Этот процесс используется для создания плоских поверхностей, карманов, пазов и сложных 3D-контуров.
Сверление
Сверление создает отверстия в заготовке PTFE. Из-за накопления тепла часто используются специальные сверла, предназначенные для пластиков, а процесс может включать «пошаговое сверление» — сверление на небольшую глубину и отвод для удаления стружки и охлаждения.
Выбор правильного подхода для вашего применения
Выбор правильного подхода к обработке PTFE полностью зависит от конкретных целей вашего проекта.
- Если ваш основной акцент — высокоточные уплотнения или подшипники: Отдавайте приоритет методам, которые управляют теплом и предотвращают деформацию, таким как использование острых, специализированных инструментов и эффективных охлаждающих жидкостей.
- Если ваш основной акцент — сложная геометрия для жидкостных устройств: Используйте свободу проектирования CAD/CAM, но убедитесь, что ваши траектории инструмента учитывают мягкость PTFE, используя более низкие скорости подачи и неглубокие проходы.
- Если ваш основной акцент — повторяемое, экономически эффективное производство: Подчеркните контроль процесса и автоматизацию для поддержания стабильного качества и минимизации отходов, но учитывайте, что время цикла может быть дольше, чем для более твердых материалов.
В конечном счете, успешная обработка PTFE в меньшей степени зависит от грубой силы и в большей степени от отточенного подхода, который уважает уникальные свойства материала.
Сводная таблица:
| Ключевой аспект | Почему это важно для обработки PTFE |
|---|---|
| Точность | Обеспечивает жесткие допуски, критичные для уплотнений, подшипников и лабораторной посуды. |
| Сложность | Позволяет создавать сложные геометрические формы, такие как резьба, канавки и пути для жидкостей. |
| Управление теплом | Предотвращает коробление и деформацию с помощью специализированных охлаждающих жидкостей и методов. |
| Обращение с материалом | Использует острые инструменты и контролируемую подачу для управления мягкостью PTFE. |
Нужен прецизионный компонент из PTFE? KINTEK специализируется на ЧПУ-обработке PTFE Тефлона для полупроводниковой, медицинской и лабораторной отраслей. Мы сочетаем экспертные знания о материалах с передовым производством для поставки индивидуальных деталей — от прототипов до крупносерийных заказов — которые соответствуют вашим точным спецификациям. Свяжитесь с нашей командой сегодня, чтобы обсудить ваш проект и получить расчет стоимости.
Визуальное руководство
Связанные товары
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Изготовление на заказ деталей из тефлона для тефлоновых контейнеров и компонентов
- Диспергаторный диск из ПТФЭ пищевой и косметической марки, с антипригарным покрытием, устойчивый к коррозии, большая мешалка, настраиваемая крыльчатка
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
Люди также спрашивают
- Какие факторы способствуют долгосрочной механической целостности корзин из ПТФЭ (фторопласта) при термоциклировании? Экспертное руководство.
- Каковы основная функция и применение корзины из ПТФЭ типа «цветок»? Экспертное руководство по высокочистой обработке
- Какие преимущества предоставляют корзины из ПТФЭ для фотоэлектрической и солнечной энергетики? Повышение эффективности элементов
- Каков диапазон рабочих температур для корзин из ПТФЭ? Температурные пределы и характеристики от -200°C до +260°C.
- Как корзина для подложек из ПТФЭ (фторопласта) способствует эффективной промывке и сушке подложек? Повышение эффективности лабораторных процессов



















