Для эффективной обработки тефлона (ПТФЭ) необходимо в первую очередь регулировать скорости резания, подачи и глубину резания. Основная цель этих настроек — минимизировать выделение тепла и физическое давление, поскольку уникальные свойства тефлона делают его очень чувствительным к тепловому расширению и деформации.
Основная проблема при обработке тефлона заключается не в твердости материала, а в его стабильности. Успех полностью зависит от управления его мягкостью, высоким тепловым расширением и низким трением путем использования острых инструментов, постоянного охлаждения и легких сил резания, чтобы избежать накопления тепла и деформации детали.

Основная проблема: управление теплом и мягкостью
Прежде чем настраивать какие-либо параметры, вы должны понять свойства, которые делают тефлон уникальным. Его проблемы связаны не с прочностью, а с его присущей нестабильностью при типичных усилиях обработки.
Высокое тепловое расширение
Тефлон имеет очень высокий коэффициент теплового расширения. Даже небольшое количество тепла, выделяемого трением при резке, приведет к значительному расширению материала, что сделает невозможным соблюдение жестких допусков.
Мягкость материала и ползучесть
ПТФЭ — чрезвычайно мягкий материал. Эта мягкость означает, что он может легко деформироваться под давлением зажима или от силы тупого режущего инструмента. Он также подвержен ползучести под напряжением, при которой материал медленно деформируется с течением времени, находясь под давлением, что еще больше усложняет соблюдение точности размеров.
Низкое трение и удержание заготовки
Знаменитый низкий коэффициент трения делает тефлон скользким и трудным для надежного удержания в тисках или патроне. Естественный инстинкт — зажимать его сильнее, но это напрямую приводит к деформации детали из-за мягкости материала.
Риск выделения токсичных газов
Безопасность — критически важный параметр. Если тефлон нагревается выше 250°C (482°F), он начинает разлагаться и может выделять токсичные газы. Правильное охлаждение и вентиляция — это не только вопрос качества детали; это необходимые меры безопасности.
Оптимизация параметров обработки
Ваши основные настройки должны служить цели снижения тепла и физического воздействия на заготовку. Это часто кажется нелогичным по сравнению с обработкой металлов.
Настройка скоростей резания и подач
Общее правило: используйте высокую скорость резания в сочетании с низкой или умеренной подачей. Высокая скорость поверхности позволяет острому инструменту чисто срезать материал, в то время как низкая подача уменьшает усилие резания и минимизирует накопление трения и тепла.
Контроль глубины резания
Всегда используйте небольшую глубину резания. Легкие проходы уменьшают силы резания, не дают инструменту «проталкивать» материал вместо того, чтобы резать его, и генерируют значительно меньше тепла за один проход.
Критическая роль СОЖ
Постоянный поток охлаждающей жидкости (СОЖ) является обязательным условием. СОЖ выполняет две основные функции: немедленно отводит любое тепло, выделяемое на режущей кромке, и помогает смывать мягкую, волокнистую стружку, которая может наматываться на инструмент и заготовку.
Выбор правильного инструмента — ключевой параметр
Тип и состояние вашего инструмента так же важны, как и установленные скорости и подачи.
Необходимость чрезвычайно острых кромок
Ваши режущие инструменты должны быть максимально острыми. Инструменты из быстрорежущей стали (HSS) или твердосплавные инструменты одинаково эффективны, но острота кромки является наиболее важным фактором. Острая кромка чисто срезает материал, в то время как тупая кромка будет пробиваться сквозь него, генерируя огромное трение и деформируя деталь.
Использование положительных углов наклона
Идеально подходят инструменты с большим положительным углом наклона и значительным задним углом. Такая геометрия помогает поднимать стружку и отводить ее от заготовки, уменьшая трение, тепло и вероятность образования заусенцев на готовой кромке.
Рассмотрение специализированных инструментов
Для таких операций, как сверление, стандартные сверла часто неэффективны. Сверла с параболическими канавками намного лучше справляются с отводом стружки. Для достижения наилучшей чистоты поверхности и срока службы инструмента специализированные режущие инструменты с алмазным покрытием обеспечивают превосходную производительность.
Понимание компромиссов и подводных камней
Успешная обработка тефлона требует избегания распространенных ошибок, которые возникают из-за того, что его обрабатывают как металл или более твердый пластик.
Подводный камень: чрезмерное затягивание заготовки
Самая распространенная ошибка — слишком сильное зажимание детали, что приводит к ее сплющиванию и потере точности размеров. Используйте приспособления, которые распределяют усилие зажима на большую площадь, или установку с мягкими губками, чтобы надежно удерживать материал без деформации.
Подводный камень: игнорирование образования заусенцев
Из-за своей мягкости тефлон очень склонен к образованию заусенцев. Ожидайте необходимости выполнения вторичной операции по удалению заусенцев. Использование чрезвычайно острого инструмента с большим положительным углом наклона — лучший способ свести это к минимуму, но это редко устраняет проблему полностью.
Подводный камень: измерение теплой детали
Никогда не проводите окончательные измерения, пока деталь еще теплая после обработки. Из-за высокого теплового расширения необходимо дать компоненту остыть и нормализоваться до комнатной температуры, прежде чем проводить критические измерения или выполнять окончательный чистовой проход.
Внесение правильных корректировок в соответствии с вашей целью
Ваши конкретные настройки должны определяться вашей основной целью для готовой детали.
- Если ваш главный приоритет — точность размеров: Уделите первостепенное внимание интенсивному охлаждению и дайте детали полностью нормализоваться до окружающей температуры, прежде чем выполнять какие-либо окончательные проходы или измерения.
- Если ваш главный приоритет — высокое качество поверхности: Используйте чрезвычайно острые инструменты с высоким положительным углом наклона при низкой подаче, чтобы обеспечить чистое срезание, а не проталкивание материала.
- Если ваш главный приоритет — безопасность: Обеспечьте отличную вентиляцию и постоянный поток СОЖ, чтобы температура всегда оставалась значительно ниже точки разложения 250°C.
Уважая уникальные свойства тефлона и уделяя первостепенное внимание снижению тепла и давления, вы можете добиться точных и воспроизводимых результатов.
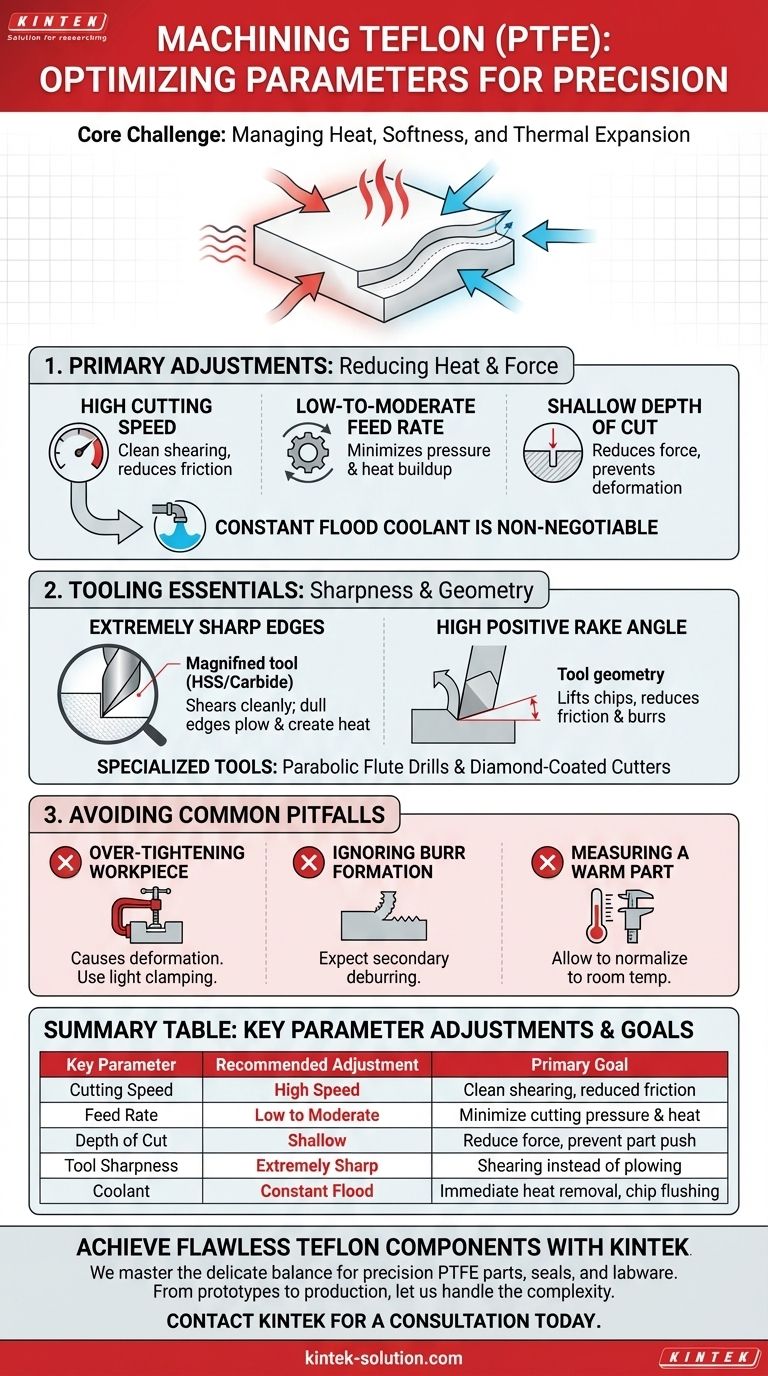
Сводная таблица:
| Ключевой параметр | Рекомендуемая настройка | Основная цель |
|---|---|---|
| Скорость резания | Высокая скорость | Чистое срезание, снижение трения |
| Подача | Низкая или умеренная | Минимизация усилия резания и тепла |
| Глубина резания | Небольшая | Снижение усилий и предотвращение проталкивания детали |
| Острота инструмента | Чрезвычайно острая | Срезание вместо проталкивания материала |
| СОЖ | Постоянный поток | Немедленное отведение тепла и смыв стружки |
Достижение безупречных тефлоновых компонентов с KINTEK
Обработка тефлона (ПТФЭ) с соблюдением точных спецификаций требует опыта и специализированного инструментария. KINTEK производит высокоточные компоненты из ПТФЭ — включая уплотнения, вкладыши и лабораторную посуду на заказ — для полупроводниковой, медицинской и лабораторной отраслей. Мы овладели деликатным балансом параметров, чтобы поставлять компоненты без деформаций, с превосходной чистотой поверхности и жесткими допусками.
Позвольте нам взять на себя сложность. От прототипов до крупносерийного производства наш сервис по изготовлению на заказ гарантирует, что ваши детали из ПТФЭ будут соответствовать вашим точным требованиям.
Свяжитесь с KINTEK сегодня для консультации и получения расценки на ваш следующий проект.
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Реакционный сетчатый фильтр из ПТФЭ для высоких температур с настраиваемыми слоями и точными размерами пор для устройств разделения проб с резьбовым соединением
- Индивидуальная делительная воронка из ПТФЭ с постоянным давлением, устойчивая к коррозии, с низким фоном для колб PFA
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Индивидуальный диспергирующий диск и мешалка из ПТФЭ для химической обработки и лабораторного смешивания
Люди также спрашивают
- Можно ли изготавливать детали из фторопласта (PTFE) на заказ? Достигайте точных решений для требовательных применений
- Что делает обработанный ПТФЭ пригодным для промышленного применения? Непревзойденная производительность в экстремальных условиях
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение
- Можно ли изготавливать детали из ПТФЭ по индивидуальному заказу в соответствии с конкретными требованиями? Создание прецизионных индивидуальных компонентов из ПТФЭ
- Каковы основные преимущества использования ПТФЭ для изготовления деталей по индивидуальному заказу? Решение сложных инженерных задач



















