Эффективная механическая обработка Политетрафторэтилена (ПТФЭ) требует специальной стратегии, сосредоточенной на трех ключевых областях: использование исключительно острых инструментов с определенной геометрией, управление теплом с помощью высоких скоростей подачи и эффективных охлаждающих жидкостей, а также обеспечение надлежащей эвакуации стружки. Поскольку ПТФЭ мягкий, имеет низкую температуру плавления и является плохим проводником тепла, традиционные методы обработки часто не работают, что приводит к расплавлению материала, плохим допускам и повреждению инструмента.
Основная проблема при обработке ПТФЭ заключается не в его твердости, а в его тепловых свойствах. Успех полностью зависит от стратегии, которая минимизирует трение и быстро отводит тепло из зоны резания, чтобы предотвратить плавление и деформацию материала.

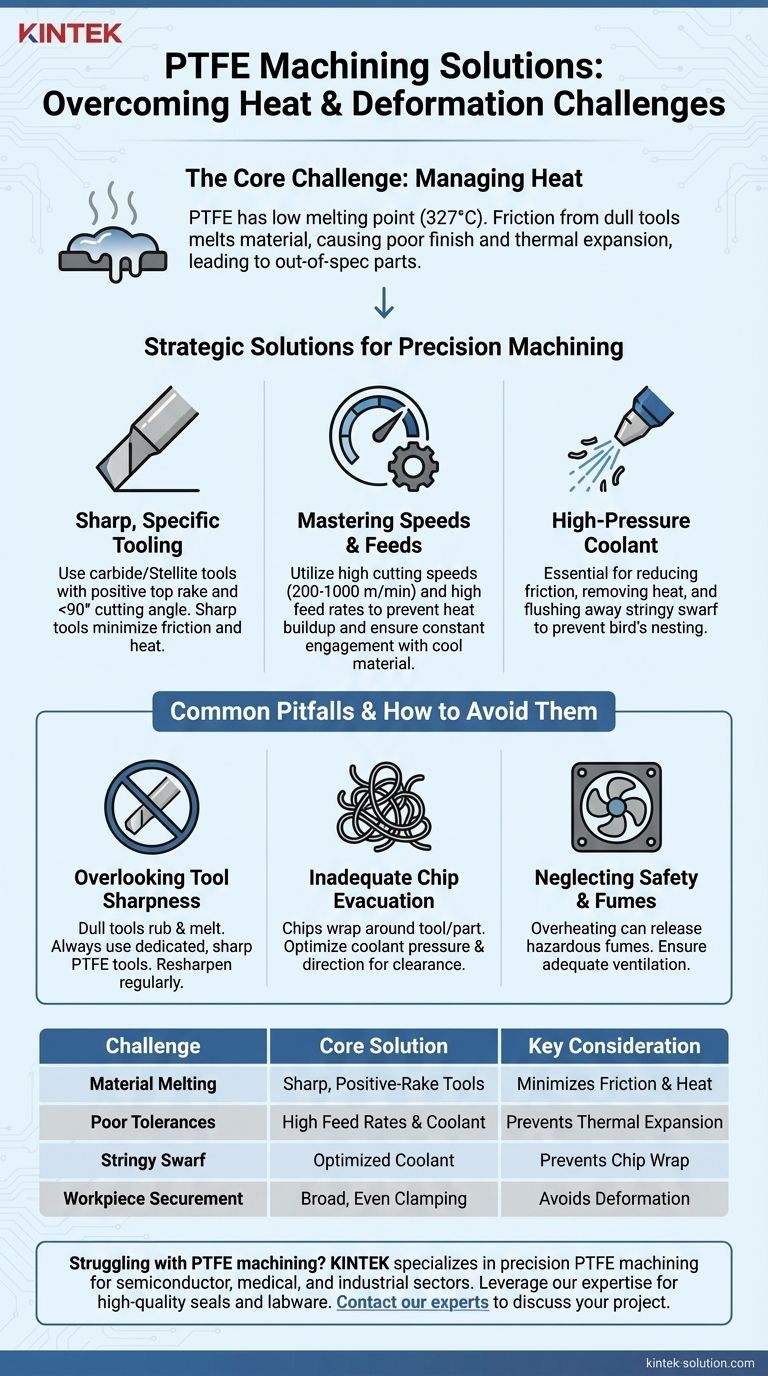
Основная проблема: управление теплом и деформацией
Понимание того, почему ПТФЭ трудно обрабатывать, — первый шаг к овладению им. Его свойства обманчивы: то, что делает его полезным в применении (низкое трение, химическая инертность), создает уникальную проблему на фрезерном или токарном станке.
Почему ПТФЭ плавится, а не режется
У ПТФЭ очень низкая температура плавления для процесса обработки (около 327°C / 621°F). Трение от режущего инструмента, особенно тупого, может легко создать достаточно тепла, чтобы расплавить материал, а не чисто срезать его.
Это приводит к плохому качеству поверхности, налипанию материала на инструменте и потере точности размеров.
Проблема теплового расширения
Будучи плохим проводником тепла, ПТФЭ не рассеивает тепло быстро. Любое тепло, выделяемое при резке, остается сильно локализованным, что вызывает значительное расширение материала.
Это локализованное расширение может испортить допуски. Деталь, которая идеально соответствует спецификации во время резки, может выйти из допуска после остывания до комнатной температуры.
Контроль нитевидной стружки
При обработке ПТФЭ образует длинную, непрерывную и нитевидную стружку. Эта стружка может легко обмотаться вокруг режущего инструмента или самой детали.
Такое «гнездование» может повредить чистоту поверхности, сломать хрупкие инструменты и стать значительной эксплуатационной проблемой, требующей постоянного контроля.
Стратегические решения для прецизионной обработки
Успешный подход к обработке ПТФЭ сосредоточен на смягчении основных проблем тепла, деформации и контроля стружки с помощью специального инструмента, параметров и методов.
Выбор инструмента и геометрия не подлежат обсуждению
Самым важным фактором является сам режущий инструмент. Острый инструмент режет чисто с минимальным трением и теплом.
Используйте инструменты с твердосплавными напайками или напайками Stellite, известные тем, что они долго сохраняют острую кромку. Инструмент должен иметь положительный передний угол (от 0 до 15 градусов) и угол резания менее 90 градусов. Такая геометрия снижает силы резания и помогает плавно снимать материал.
Освоение скоростей и подач
Контроль параметров резания имеет решающее значение для управления теплом. Цель состоит в том, чтобы срезать материал и уйти, прежде чем тепло успеет накопиться.
Используйте высокие скорости резания (от 200 до 1000 м/мин) и высокие скорости подачи. Высокая скорость подачи гарантирует, что инструмент постоянно контактирует со свежим, холодным материалом, не позволяя ему задерживаться на одном месте и генерировать избыточное тепло трения.
Роль высоконапорной охлаждающей жидкости
Охлаждающая жидкость не является необязательной для большинства операций с ПТФЭ. Она выполняет три критически важные функции.
Во-первых, она уменьшает трение между инструментом и заготовкой. Во-вторых, она активно отводит тепло из зоны резания. В-третьих, струи высоконапорной охлаждающей жидкости очень эффективны для удаления нитевидной стружки до того, как она сможет обмотаться вокруг инструмента.
Закрепление заготовки
Гладкая поверхность ПТФЭ с низким коэффициентом трения затрудняет его надежное удержание без причинения повреждений.
Используйте приспособления, которые обеспечивают широкое, равномерное прижимное давление, чтобы избежать деформации мягкого материала. Чрезмерное затягивание тисков может легко сжать деталь, что приведет к неточным конечным размерам после снятия давления.
Распространенные ошибки и как их избежать
Даже при правильной стратегии несколько распространенных ошибок могут поставить под угрозу качество обработанной детали из ПТФЭ. Осознание этих подводных камней является ключом к постоянному успеху.
Недооценка остроты инструмента
Даже слегка тупой инструмент немедленно начнет тереться и толкать материал, а не срезать его. Это основная причина плавления и плохого качества поверхности.
Всегда выделяйте специальные, острые инструменты для ПТФЭ и никогда не используйте их для других материалов. Регулярно проверяйте и перетачивайте их.
Неадекватная эвакуация стружки
Игнорирование управления стружкой неизбежно приведет к браку детали. Если стружка начнет обматываться вокруг инструмента, она испортит чистоту поверхности и может привести к поломке инструмента.
Убедитесь, что давление и направление охлаждающей жидкости оптимизированы для немедленного вытеснения стружки из зоны резания.
Пренебрежение безопасностью и вытяжкой паров
Если ПТФЭ перегреется, он может выделять опасные пары. Хотя правильная техника обработки должна предотвращать это, это остается критическим аспектом безопасности.
Обеспечьте адекватную вентиляцию в рабочей зоне в качестве стандартной меры предосторожности при обработке любого полимера, особенно фторполимеров, таких как ПТФЭ.
Сделайте правильный выбор для вашей цели
Ваша конкретная цель определит, какому аспекту стратегии обработки следует отдать приоритет.
- Если ваш основной фокус — быстрое удаление материала (черновая обработка): Уделите приоритетное внимание высоким скоростям подачи в сочетании с острым твердосплавным инструментом и агрессивной высоконапорной охлаждающей жидкостью для максимально быстрого удаления материала и тепла.
- Если ваш основной фокус — достижение жестких допусков и тонкой отделки: Сделайте упор на исключительно острый инструмент с положительным передним углом, малую глубину резания и убедитесь, что охлаждающая жидкость идеально направлена, чтобы предотвратить касание стружки обработанной поверхности.
- Если ваш основной фокус — безопасность эксплуатации: Обеспечьте надежную вентиляцию для удаления паров от любого возможного перегрева, независимо от используемых параметров резания.
Приняв образ мышления, ориентированный на управление теплом, а не на твердость материала, вы сможете превратить этот сложный полимер в предсказуемый и надежный материал для обработки.
Сводная таблица:
| Проблема | Основное решение | Ключевое соображение |
|---|---|---|
| Плавление материала | Острые инструменты с положительным передним углом из твердого сплава | Минимизирует трение и тепловыделение |
| Плохие допуски | Высокие скорости подачи и высоконапорная охлаждающая жидкость | Быстро отводит тепло для предотвращения теплового расширения |
| Нитевидная стружка | Оптимизированное направление и давление охлаждающей жидкости | Предотвращает обмотку стружки вокруг инструмента/детали |
| Закрепление заготовки | Широкое, равномерное прижимное давление | Позволяет избежать деформации мягкого материала |
Испытываете трудности с обработкой компонентов из ПТФЭ, отвечающих вашим точным спецификациям? KINTEK специализируется на прецизионной обработке ПТФЭ для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Мы используем экспертные знания в области геометрии инструмента, управления теплом и контроля стружки для поставки высококачественных уплотнений, футеровок и лабораторной посуды на заказ — от прототипов до крупносерийного производства.
Свяжитесь с нашими экспертами по обработке сегодня, чтобы обсудить ваш проект и обеспечить безупречные результаты.
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Многослойное сито из коррозионностойкого ПТФЭ с резьбовыми соединениями для экстракции в биохимических лабораториях и настраиваемым размером ячеек
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
Люди также спрашивают
- Что делает обработанный ПТФЭ пригодным для промышленного применения? Непревзойденная производительность в экстремальных условиях
- Как обычно изготавливают лабораторную посуду и аппаратуру из ПТФЭ? Внутри процесса прецизионной механической обработки
- Можно ли изготавливать детали из ПТФЭ по индивидуальному заказу в соответствии с конкретными требованиями? Создание прецизионных индивидуальных компонентов из ПТФЭ
- Почему обработанный ПТФЭ популярен в медицине? Непревзойденная биосовместимость и точность
- Можно ли изготавливать детали из фторопласта (PTFE) на заказ? Достигайте точных решений для требовательных применений



















