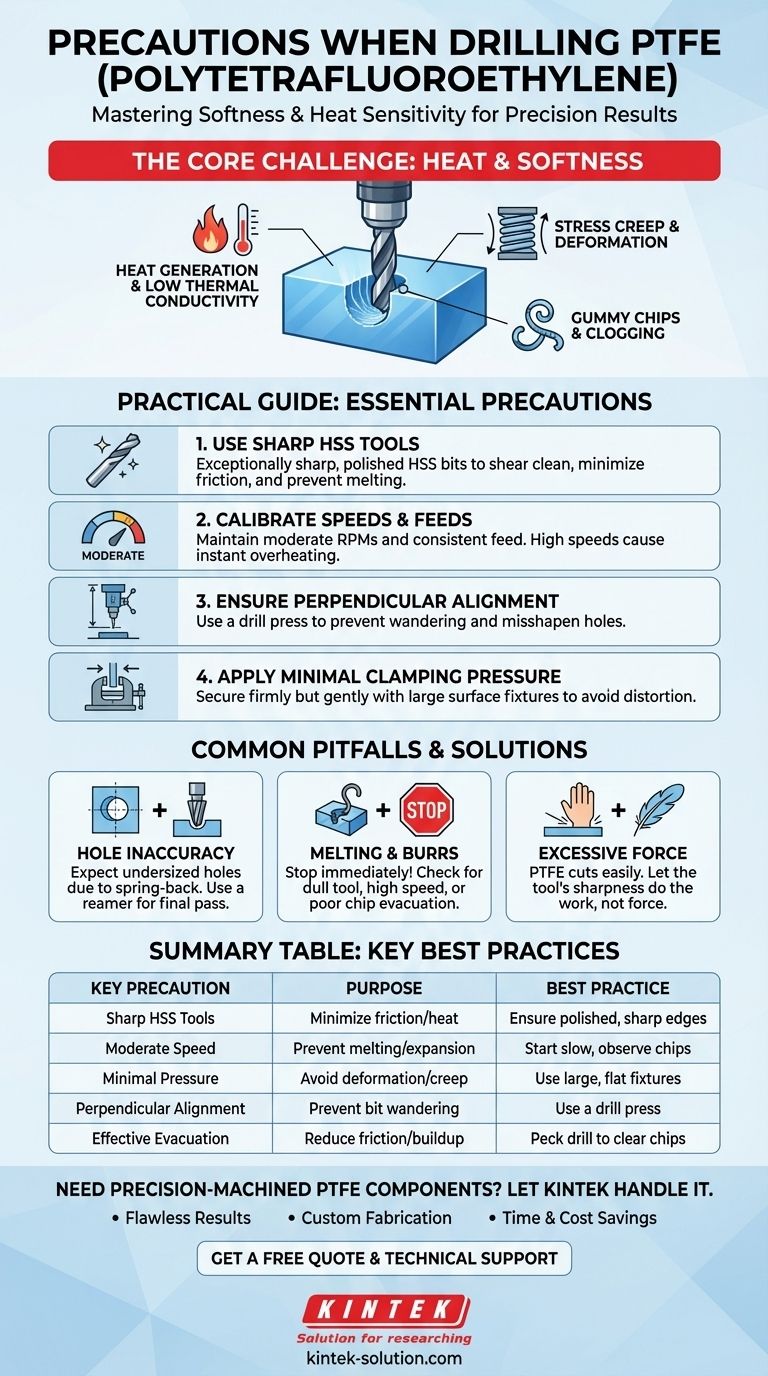
При сверлении Политетрафторэтилена (ПТФЭ) наиболее важными мерами предосторожности являются использование исключительно острого инструмента, поддержание умеренной скорости резания для предотвращения плавления и применение минимального зажимного давления, чтобы избежать деформации материала. Эти шаги необходимы для управления уникальным сочетанием мягкости, низкой теплопроводности и высокого теплового расширения ПТФЭ, что делает его склонным к неточностям при неправильной обработке.
Основная проблема с ПТФЭ заключается не в его твердости, а в его присущей мягкости и чувствительности к теплу. Успешное сверление полностью зависит от минимизации тепловыделения и механического напряжения на материал.

Понимание уникальных проблем обработки ПТФЭ
Чтобы точно сверлить ПТФЭ, вы должны сначала понять, почему он ведет себя иначе, чем металлы или даже другие пластмассы. Его свойства требуют особого подхода, который отдает предпочтение точности, а не силе.
Проблема мягкости и ползучести под напряжением
ПТФЭ — невероятно мягкий материал, который легко сжимается или деформируется. Приложение чрезмерного давления от зажимов или тисков приведет к искажению заготовки.
Это свойство, известное как ползучесть под напряжением, означает, что материал будет медленно деформироваться под постоянной нагрузкой. Когда давление снимается после сверления, материал может «отпружинить», часто оставляя отверстие меньшего размера, чем использовавшееся для его создания сверло.
Влияние высокого теплового расширения
ПТФЭ имеет очень высокий коэффициент теплового расширения и плохо проводит тепло. Трение от тупого сверла или чрезмерная скорость генерируют тепло, которое задерживается в точке резания.
Это локализованное тепло заставляет материал значительно расширяться, что приводит к неточному размеру отверстия. В серьезных случаях это может привести к расплавлению ПТФЭ и его привариванию к сверлу, что испортит как инструмент, так и заготовку.
Проблема удаления стружки
Поскольку ПТФЭ такой мягкий, он образует длинную, волокнистую или липкую стружку, а не хрупкую стружку, наблюдаемую у более твердых пластиков.
Эта стружка может легко намотаться на сверло и забить канавки. Забитые канавки препятствуют эффективному резанию, резко увеличивают трение и приводят к вышеупомянутому накоплению тепла.
Практическое руководство по сверлению ПТФЭ
Четко понимая свойства материала, вы можете применять специальные методы для обеспечения чистого и точного результата.
Выбор инструмента имеет первостепенное значение
Вашим основным инструментом должно быть сверло из быстрорежущей стали (HSS). Оно должно быть чрезвычайно острым с отполированной поверхностью. Отполированный, острый край чисто срезает материал, а не проталкивает его, что минимизирует трение и тепло.
Калибровка скоростей и подач
Используйте умеренные скорости резания и постоянную скорость подачи. Высокие обороты являются наиболее частой причиной неудачи, поскольку они мгновенно генерируют избыточное тепло. Начните медленно и наблюдайте за формированием стружки; вам нужен чистый завиток, а не расплавленная масса.
Обеспечьте перпендикулярное выравнивание
Всегда следите за тем, чтобы сверло было идеально перпендикулярно заготовке. Поскольку ПТФЭ такой мягкий, любое давление, приложенное не по оси, заставит сверло «дрейфовать» или блуждать, что приведет к деформированному или неправильно расположенному отверстию. Настоятельно рекомендуется использовать сверлильный станок вместо ручной дрели.
Применяйте минимальное зажимное давление
Закрепите деталь из ПТФЭ, не сжимая ее. Используйте приспособления с большими плоскими поверхностями для равномерного распределения зажимного усилия. Цель состоит в том, чтобы удерживать деталь достаточно прочно, чтобы предотвратить движение, но достаточно нежно, чтобы избежать какой-либо деформации.
Распространенные ошибки и как их избежать
Даже при правильном подходе несколько распространенных ошибок могут поставить под угрозу качество вашей работы. Знание о них — первый шаг к их предотвращению.
Избегайте неточности отверстий
Не предполагайте, что сверло диаметром 1/4 дюйма создаст отверстие диаметром 1/4 дюйма. Из-за пружинения материала и тепловых эффектов конечное отверстие часто оказывается немного меньше требуемого. Если требуются жесткие допуски, запланируйте сверление немного меньшего размера, а затем используйте острое развертку для финального прохода.
Предотвращение плавления и заусенцев
Если вы видите какие-либо признаки плавления или значительных заусенцев по краю отверстия, немедленно прекратите работу. Это явный признак того, что ваше сверло тупое, скорость слишком высока, или стружка удаляется неправильно.
Уважайте мягкость материала
ПТФЭ требует очень небольшого усилия для резания. Если вы чувствуете, что вам нужно проталкивать сверло через материал, что-то не так. Позвольте остроте инструмента выполнить работу.
Как применить это к вашему проекту
Ваш конкретный подход должен определяться основной целью вашего проекта.
- Если ваша основная цель — точность размеров: Отдайте приоритет совершенно новому, острому сверлу HSS, используйте очень медленные обороты и запланируйте финальный проход разверткой для достижения точного размера.
- Если ваша основная цель — чистая отделка: Сосредоточьтесь на обеспечении постоянного удаления стружки путем прерывистого сверления (сверление на небольшую глубину, затем отвод для удаления стружки) и использовании полированного инструмента.
- Если вы новичок в обработке ПТФЭ: Сначала попрактикуйтесь на куске отходов, чтобы найти оптимальную скорость, которая дает чистую стружку без каких-либо признаков плавления.
Работая с уникальными свойствами ПТФЭ, а не против них, вы можете последовательно добиваться точных и чистых результатов.
Сводная таблица:
| Ключевая мера предосторожности | Цель | Лучшая практика |
|---|---|---|
| Используйте острые сверла HSS | Минимизация трения и тепловыделения | Обеспечьте полированные, острые кромки для чистого среза |
| Умеренная скорость резания | Предотвращение плавления ПТФЭ и теплового расширения | Начните медленно, наблюдайте за формированием стружки |
| Минимальное зажимное давление | Предотвращение деформации материала и ползучести под напряжением | Используйте приспособления с большими плоскими поверхностями |
| Обеспечьте перпендикулярное выравнивание | Предотвращение блуждания сверла | Используйте сверлильный станок для точности |
| Эффективное удаление стружки | Снижение трения и накопления тепла | Прерывистое сверление для удаления волокнистой стружки |
Нужны компоненты из ПТФЭ, изготовленные с высокой точностью? Позвольте KINTEK позаботиться об этом.
Сверление ПТФЭ собственными силами может быть сложным и рискованным для ваших ценных проектов. Почему бы не использовать наш опыт? KINTEK специализируется на производстве высокоточных компонентов из ПТФЭ — включая уплотнения, футеровки и лабораторную посуду на заказ — для полупроводниковой, медицинской, лабораторной и промышленной отраслей.
Мы гарантируем:
- Безупречные результаты: Наши передовые методы предотвращают распространенные проблемы, такие как плавление, заусенцы и неточности размеров.
- Изготовление на заказ: От прототипов до крупносерийных заказов мы поставляем компоненты, изготовленные в соответствии с вашими точными спецификациями.
- Экономия времени и средств: Избегайте проб и ошибок при обработке и сосредоточьтесь на своей основной работе.
Свяжитесь с нами сегодня для консультации, и мы предоставим вам надежно обработанные детали из ПТФЭ, соответствующие вашим самым высоким стандартам.
Получить бесплатное предложение и техническую поддержку
Визуальное руководство
Связанные товары
- Индивидуальная капельная воронка из ПТФЭ с постоянным давлением, коррозионностойкая, с низким фоновым уровнем, лабораторная посуда, капельная воронка для трассирующего анализа
- ESP-образец твердого вещества из ПТФЭ высокой чистоты с настраиваемой длиной для лабораторной экстракции и химического анализа, зонд для отбора проб из политетрафторэтилена
- Кастомная капельная воронка постоянного давления из политетрафторэтилена (PTFE), устойчивая к коррозии, для управления потоками жидкостей, совместимая с переходными пробками
- Коррозионностойкая мешалка из ПТФЭ и настраиваемый диспергирующий диск из политетрафторэтилена
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
Люди также спрашивают
- Каковы различия в химической совместимости между септами из ПТФЭ и силикона? Обеспечьте целостность образца
- Каковы ограничения септ из ПТФЭ/силикона в отношении температуры? Ключевые факторы для аналитической целостности
- Каковы области применения дисперсии ПТФЭ? Руководство по антипригарным, химически стойким покрытиям и многому другому
- Какие типы продуктов связаны с септами для парофазного анализа? Важнейшие компоненты для герметичного анализа
- Каковы важные соображения при сверлении ПТФЭ? Получение чистых, точных отверстий в мягких полимерах



















