Для эффективной механической обработки ПТФЭ идеальная стратегия сочетает в себе чрезвычайно острые, незакрытые твердосплавные или стеллитовые режущие инструменты с положительным передним углом. Этот инструмент должен сочетаться с точным ЧПУ-управлением, которое регулирует скорости резания, скорости подачи и траектории инструмента, чтобы минимизировать тепловыделение и физическую деформацию материала.
Основная проблема при обработке ПТФЭ заключается не в его твердости, а в его мягкости и плохой термической стабильности. Следовательно, успешная стратегия обработки в меньшей степени связана с агрессивным удалением материала, а в большей — с точностью: использованием исключительно острых инструментов для чистого прорезания материала без создания тепла и давления резания, которые вызывают его деформацию и коробление.

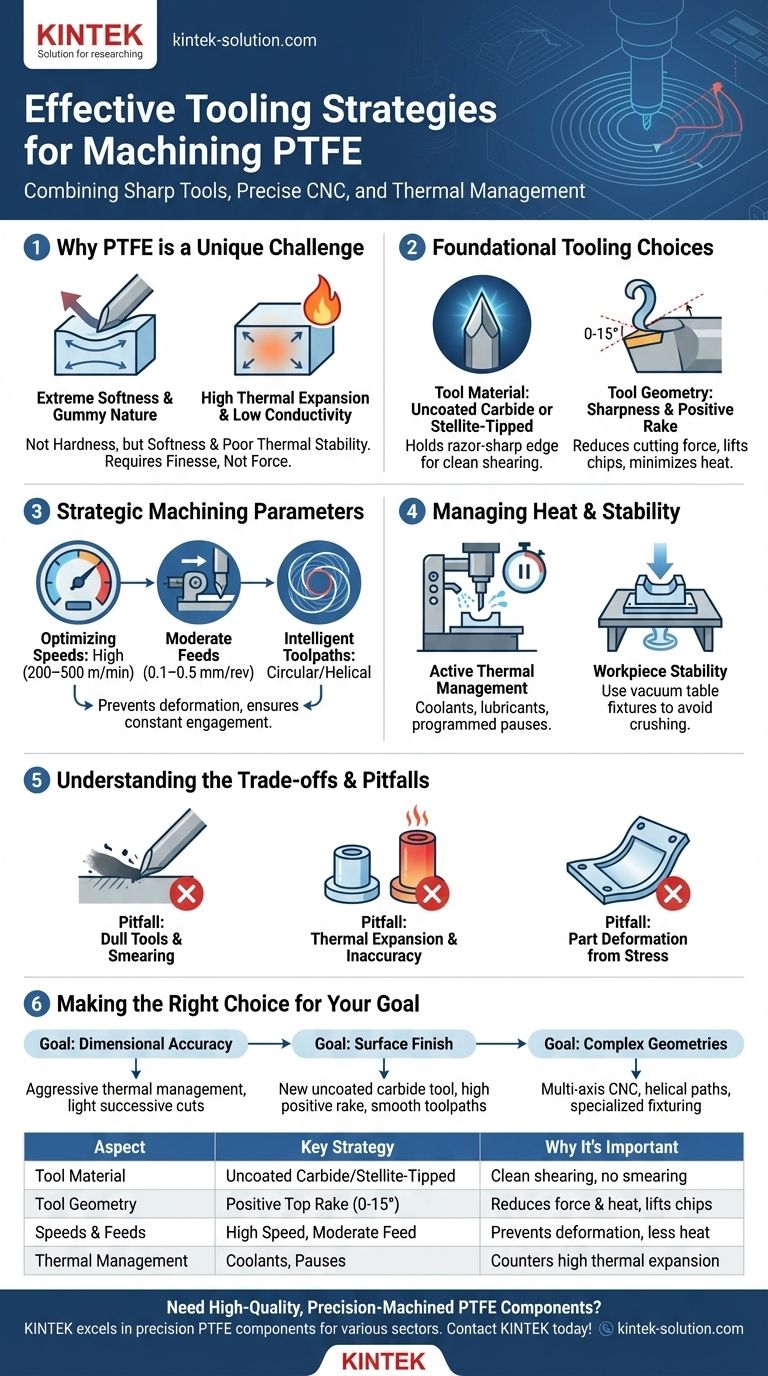
Почему ПТФЭ представляет собой уникальную проблему при обработке
Политетрафторэтилен (ПТФЭ) обладает свойствами, которые делают его печально известным своей сложностью в точной обработке. Понимание этих свойств — первый шаг к выбору правильного инструмента и стратегии.
Чрезвычайная мягкость и «резиноподобная» природа
ПТФЭ — очень мягкий полимер, который имеет тенденцию отталкиваться от режущего инструмента, а не чисто срезаться. Тупой или неправильно сформированный инструмент будет размазывать или рвать материал, что приведет к плохому качеству поверхности и заусенцам.
Высокое тепловое расширение
Материал значительно расширяется и сжимается при изменении температуры. Тепло, выделяемое при обработке, может вызвать искажение заготовки, что приведет к сильной неточности размеров после ее остывания.
Низкая теплопроводность
ПТФЭ плохо рассеивает тепло. Тепло трения, возникающее на режущей кромке, концентрируется в небольшой области, усугубляя проблему теплового расширения и потенциально повреждая целостность материала.
Основные варианты инструментов
Выбор материала и геометрии инструмента является самым важным фактором успеха. Цель состоит в том, чтобы создать действие сдвига, а не плуга.
Выбор материала инструмента: незакрытый карбид является стандартом
Предпочтительным выбором являются незакрытые твердосплавные или стеллитовые инструменты. Их способность сохранять бритвенно острую кромку имеет первостепенное значение для чистого прорезания мягкого материала. Избегайте покрытых инструментов, так как покрытия часто не такие острые, как голая основа.
Геометрия инструмента: острота и положительный передний угол
Положительный передний угол, обычно от 0 до 15 градусов, имеет решающее значение. Эта геометрия уменьшает силы резания, отводит стружку от заготовки и минимизирует эффект «плуга», который генерирует избыточное тепло и деформирует материал.
Обслуживание инструмента: острота не подлежит обсуждению
ПТФЭ со временем затупляет даже твердосплавные инструменты. Тупые инструменты немедленно увеличивают давление резания и тепло. Инструменты необходимо часто осматривать и затачивать или заменять для поддержания производительности.
Стратегические параметры и методы обработки
После выбора правильных инструментов фокус смещается на то, как вы их используете. Ваше программирование ЧПУ и настройка станка имеют решающее значение для управления уникальными проблемами ПТФЭ.
Оптимизация скоростей и подач
Поддерживайте высокие скорости резания (обычно 200–500 м/мин), чтобы инструмент успевал «опережать» деформацию материала. Сочетайте это с умеренными скоростями подачи (0,1–0,5 мм/об), чтобы не перегружать режущую кромку и не создавать избыточного давления.
Роль интеллектуальных траекторий инструмента
По возможности используйте круговые или винтовые траектории инструмента, особенно при фрезеровании. Эти траектории обеспечивают постоянное зацепление инструмента, что минимизирует вибрацию и обеспечивает более равномерную чистоту поверхности. Избегайте проходов на полную ширину на тонких участках, чтобы снизить напряжение и предотвратить изгибание детали от инструмента.
Управление теплом и стабильностью
Активно управляйте температурой. Использование охлаждающей жидкости или смазки может помочь, но иногда необходимы периодические паузы в программе, чтобы дать детали остыть и стабилизироваться. Кроме того, ключевой является стабильность заготовки. Используйте приспособления, такие как вакуумный стол, которые надежно закрепляют деталь без давления зажима, которое может ее раздавить или деформировать.
Понимание компромиссов и подводных камней
Игнорирование принципов обработки ПТФЭ приводит к предсказуемым сбоям. Знание этих распространенных ловушек помогает укрепить важность правильной стратегии.
Подводный камень: тупые инструменты и размазывание материала
Использование инструмента, который не является исключительно острым, приведет к тому, что он будет проталкиваться сквозь ПТФЭ. Это генерирует сильное тепло трения, размазывает материал вместо того, чтобы резать его, и оставляет шероховатую поверхность с большим количеством заусенцев.
Подводный камень: тепловое расширение и неточность
Если ваши скорости слишком высоки или ваши проходы слишком тяжелые, деталь будет нагреваться и расширяться. Вы можете обработать ее до правильного размера, пока она горячая, но она будет меньше требуемого размера после остывания до комнатной температуры.
Подводный камень: деформация детали из-за напряжения
Агрессивные проходы или неправильное крепление заготовки вносят напряжение в материал. Это особенно проблематично для тонкостенных элементов, которые могут легко покоробиться во время или после процесса обработки.
Сделайте правильный выбор для вашей цели
Выберите основной фокус, чтобы точно настроить свой подход для достижения наилучшего возможного результата.
- Если ваш основной фокус — точность размеров: Уделите первоочередное внимание агрессивному управлению температурой с помощью охлаждающих жидкостей или запрограммированных пауз, и используйте легкие, последовательные проходы вместо одного тяжелого.
- Если ваш основной фокус — чистота поверхности: Используйте совершенно новый или свежезаточенный незакрытый твердосплавный инструмент с высоким положительным передним углом и убедитесь, что ваши траектории инструмента плавные и непрерывные.
- Если ваш основной фокус — обработка сложных геометрий: Полагайтесь на многоосевой ЧПУ для обеспечения винтовых траекторий инструмента и минимизации напряжения на деликатных элементах, а также используйте специальное крепление для надежной поддержки детали без деформации.
Обращаясь с ПТФЭ с необходимой точностью, вы можете преодолеть его проблемы и стабильно производить чистые, точные и высококачественные компоненты.
Сводная таблица:
| Аспект | Ключевая стратегия | Почему это важно |
|---|---|---|
| Материал инструмента | Незакрытый карбид или стеллитовый наконечник | Сохраняет бритвенно острую кромку для чистого среза, а не размазывания. |
| Геометрия инструмента | Положительный передний угол (0-15°) | Снижает силы резания и тепловыделение, отводя стружку. |
| Скорости и подачи | Высокая скорость (200-500 м/мин), умеренная подача (0,1-0,5 мм/об) | Предотвращает деформацию материала и минимизирует накопление тепла. |
| Управление температурой | Охлаждающие жидкости, смазочные материалы или запрограммированные паузы | Противодействует высокому тепловому расширению и низкой проводимости ПТФЭ. |
Нужны высококачественные, точно обработанные компоненты из ПТФЭ?
Обработка ПТФЭ в соответствии с точными спецификациями требует специального опыта и правильной стратегии обработки. KINTEK преуспевает в производстве прецизионных компонентов из ПТФЭ — включая уплотнения, футеровки и лабораторную посуду на заказ — для полупроводниковой, медицинской, лабораторной и промышленной отраслей.
Мы сочетаем передовые методы ЧПУ с глубоким пониманием материаловедения для поставки компонентов с превосходной точностью размеров и чистотой поверхности, от прототипов до крупносерийных заказов.
Свяжитесь с KINTEB сегодня, чтобы обсудить ваш проект по обработке ПТФЭ и получить ценовое предложение!
Визуальное руководство
Связанные товары
- Индивидуальная лопата-скребок и совок для отбора проб из ПТФЭ двойного назначения, коррозионностойкий инструмент из фторполимера с низким фоном белого цвета
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Индивидуальные совки из пищевого ПТФЭ цилиндрические химические шпатели биофармацевтические инструменты для обращения с материалами, не загрязняющие окружающую среду
- Кастомная двухсторонняя лабораторная шпатель из ПТФЭ, химически стойкая, антипригарная, фармацевтического класса, инструмент для отбора проб из фторполимера
Люди также спрашивают
- Как антипригарная поверхность лопаток из ПТФЭ способствует лабораторной работе? Повышение точности и эффективности
- Какой температурный диапазон выдерживают лопатки из ПТФЭ? Руководство по экстремальной термической стабильности
- Каковы преимущества совков из ПТФЭ с точки зрения химической стойкости? Непревзойденная инертность при работе с агрессивными веществами
- Каковы ключевые свойства, которые делают лопатки из ПТФЭ идеальными для лабораторного использования? Обеспечьте целостность образцов с помощью химически инертных инструментов
- Почему лопаты из ПТФЭ считаются экономически эффективными? Максимизируйте рентабельность инвестиций благодаря превосходной долговечности



















