Для успешной механической обработки ПТФЭ рекомендуется использовать чрезвычайно острые, без покрытия твердосплавные инструменты с точным ЧПУ-управлением. Основные методы — фрезерование, токарная обработка и сверление — должны быть адаптированы для управления уникальными свойствами ПТФЭ, в частности, его низкой температурой плавления, высоким тепловым расширением и склонностью к деформации под давлением.
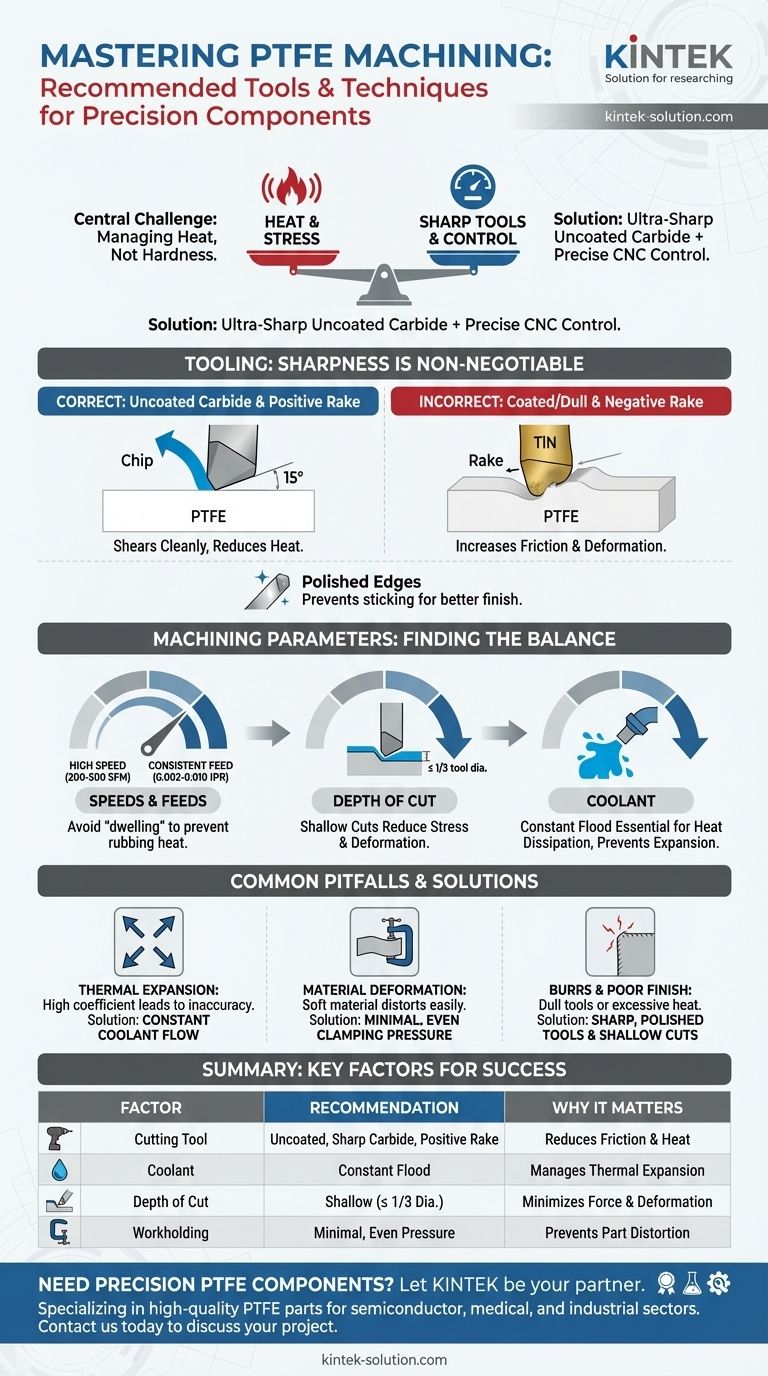
Основная проблема при обработке ПТФЭ заключается не в твердости материала, а в управлении теплом и напряжением. Успех зависит от минимизации тепла трения с помощью острого инструмента и правильных скоростей, а также от предотвращения деформации мягкого материала из-за чрезмерного зажима или сил резания.

Выбор правильного инструмента: острота не подлежит обсуждению
Выбор режущего инструмента является самым важным фактором для получения чистых и точных по размерам результатов при работе с ПТФЭ. Цель состоит в том, чтобы чисто срезать материал, а не проталкивать или разрывать его.
Почему твердый сплав без покрытия является стандартом
Предпочтительным выбором являются твердосплавные инструменты с напайкой или цельные твердосплавные инструменты без покрытия. Их способность сохранять чрезвычайно острую кромку снижает силы резания и минимизирует тепло трения, которое вызывает расширение и деформацию ПТФЭ.
В отличие от металлов, покрытия, такие как нитрид титана (TiN), здесь вредны. Они могут увеличивать трение, что приводит к большему выделению тепла и налипанию материала на кромке инструмента.
Критическая роль геометрии инструмента
Правильная геометрия инструмента необходима для чистого реза. Инструменты должны иметь положительный передний угол, часто от 0 до 15 градусов.
Эта геометрия создает сдвигающее действие, которое отводит стружку от заготовки. Нейтральный или отрицательный передний угол будет «вспахивать» мягкий материал, вызывая деформацию, заусенцы и плохую чистоту поверхности.
Важность полированных кромок
Использование инструментов с высокополированными режущими кромками дополнительно снижает трение. Эта простая характеристика помогает предотвратить прилипание мягких стружек ПТФЭ к инструменту, обеспечивая более чистый рез и лучшее удаление стружки.
Освоение параметров обработки для ПТФЭ
Управление параметрами станка — это поиск баланса между эффективным удалением материала и управлением теплом. Агрессивный подход, подходящий для металлов, приведет к неудаче при работе с ПТФЭ.
Баланс между скоростью резания и подачей
ПТФЭ можно обрабатывать на высоких скоростях резания (200–500 футов в минуту по поверхности), но это должно сочетаться с соответствующей подачей (0,002–0,010 дюйма на оборот).
Ключ в том, чтобы избежать «задержки», когда инструмент вращается на одном месте, не производя активного резания. Это действие трения генерирует интенсивное тепло трения. Постоянная, умеренная подача гарантирует, что инструмент всегда удаляет материал и уносит тепло со стружкой.
Правило «Малой глубины резания»
Чтобы минимизировать силы резания и тепло, всегда используйте малую глубину резания. Общее правило — не превышать одну треть диаметра инструмента за проход.
Это снижает напряжение на материале, предотвращая его деформацию или затягивание в резец, что является распространенной проблемой для мягких полимеров.
Необходимость использования СОЖ
Настоятельно рекомендуется постоянный поток СОЖ. Его основная цель — не смазка, а быстрое рассеивание тепла по мере его образования.
Это предотвращает расширение детали из ПТФЭ во время обработки, из-за чего она окажется меньше требуемого размера после остывания до комнатной температуры. СОЖ также помогает смывать волокнистые стружки, характерные для ПТФЭ.
Понимание компромиссов и распространенных ошибок
Игнорирование уникальных свойств ПТФЭ приводит к предсказуемым проблемам. Понимание этих подводных камней имеет решающее значение для устранения неполадок и совершенствования процесса.
Проблема теплового расширения
ПТФЭ имеет один из самых высоких коэффициентов теплового расширения среди полимеров. Даже небольшое повышение температуры из-за трения вызовет значительное расширение материала, что приведет к геометрической неточности конечной детали.
Предотвращение деформации материала
Поскольку ПТФЭ мягкий, он легко деформируется. Минимальное усилие зажима имеет решающее значение. Чрезмерное затягивание тисков или патрона сожмет материал, и обработанная деталь вернется не в допуск после ослабления. Используйте приспособления, предназначенные для равномерного распределения давления.
Проблема заусенцев и плохой отделки
Плохая чистота поверхности и сильные заусенцы почти всегда вызваны тупым инструментом, неправильной геометрией инструмента или избыточным теплом. Регулярно затачивайте инструменты и убедитесь, что вы используете положительный передний угол для обеспечения чистого сдвигающего реза.
Принятие правильного решения для вашей цели
Ваша конкретная цель будет влиять на то, каким параметрам вы отдадите приоритет.
- Если ваш основной фокус — высокая точность размеров: Приоритетом является постоянный поток СОЖ и острые твердосплавные инструменты без покрытия для управления тепловым расширением превыше всего.
- Если ваш основной фокус — превосходная чистота поверхности: Сделайте упор на очень малую глубину резания, полированные кромки инструмента и постоянную подачу, чтобы предотвратить следы от инструмента и заусенцы.
- Если ваш основной фокус — предотвращение потерь материала: Совершенствуйте свою стратегию крепления, используя минимальное, равномерно распределенное давление зажима, чтобы предотвратить деформацию детали.
В конечном счете, успешная обработка ПТФЭ зависит от точного обращения с материалом, приоритизации управления теплом и остроты по сравнению с агрессивными скоростями удаления.
Сводная таблица:
| Ключевой фактор | Рекомендация | Почему это важно |
|---|---|---|
| Режущий инструмент | Твердый сплав без покрытия, острый, с положительным передним углом | Снижает трение и тепло; обеспечивает чистый сдвигающий рез |
| СОЖ | Постоянный поток | Управляет тепловым расширением для точности размеров |
| Глубина резания | Малая (≤ 1/3 диаметра инструмента) | Минимизирует силы резания и деформацию материала |
| Крепление | Минимальное, равномерное давление зажима | Предотвращает искажение детали из-за пружинения |
Нужны детали из ПТФЭ, изготовленные с высокой точностью? Пусть KINTEK станет вашим партнером.
Механическая обработка ПТФЭ в соответствии с точными спецификациями требует опыта и правильного подхода. В KINTEK мы специализируемся на производстве высококачественных компонентов из ПТФЭ — включая уплотнения, футеровки и лабораторную посуду на заказ — для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Мы понимаем критический баланс острого инструмента, точных параметров и бережного обращения, необходимый для производства геометрически точных деталей без заусенцев, от прототипов до крупносерийных заказов.
Свяжитесь с нами сегодня, чтобы обсудить требования вашего проекта и воспользоваться нашим опытом в изготовлении изделий из ПТФЭ на заказ. Связаться с нами →
Визуальное руководство
Связанные товары
- Индивидуальная лопата-скребок и совок для отбора проб из ПТФЭ двойного назначения, коррозионностойкий инструмент из фторполимера с низким фоном белого цвета
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Кастомная лабораторная шпатель-скребок из ПТФЭ с двумя наконечниками, антипригарная, устойчивая к коррозии, инструмент для работы с химикатами
- Кастомная двухсторонняя лабораторная шпатель из ПТФЭ, химически стойкая, антипригарная, фармацевтического класса, инструмент для отбора проб из фторполимера
- Индивидуальные совки из пищевого ПТФЭ цилиндрические химические шпатели биофармацевтические инструменты для обращения с материалами, не загрязняющие окружающую среду
Люди также спрашивают
- Как антипригарная поверхность лопаток из ПТФЭ способствует лабораторной работе? Повышение точности и эффективности
- Каковы преимущества совков из ПТФЭ с точки зрения химической стойкости? Непревзойденная инертность при работе с агрессивными веществами
- Каковы ключевые свойства, которые делают лопатки из ПТФЭ идеальными для лабораторного использования? Обеспечьте целостность образцов с помощью химически инертных инструментов
- Каковы преимущества совков из ПТФЭ перед металлическими совками? Точность работы с чувствительными материалами
- Как эргономичный дизайн лопаток из ПТФЭ приносит пользу пользователям? Снижение нагрузки и повышение эффективности лаборатории



















