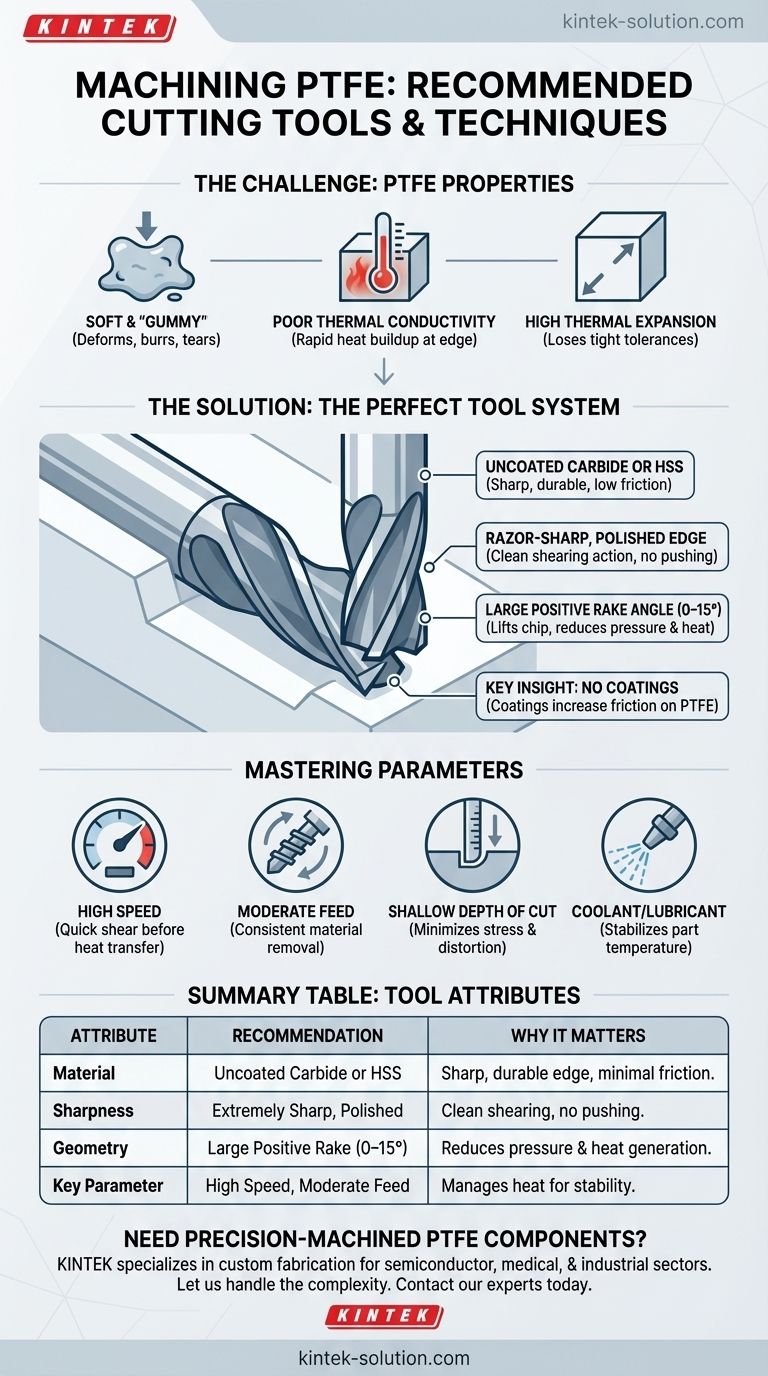
Для обработки ПТФЭ наиболее рекомендуемыми инструментами являются чрезвычайно острые, без покрытия твердосплавные или быстрорежущие стальные (HSS) фрезы. Эти инструменты должны иметь отполированные режущие кромки и большие положительные углы наклона. Эта специфическая комбинация предназначена для чистого срезания мягкого материала, а не для его проталкивания, что минимизирует трение, тепловыделение и деформацию материала.
Основная проблема при обработке Политетрафторэтилена (ПТФЭ) заключается не в его твердости, а в его мягкости, низкой теплопроводности и высоком коэффициенте теплового расширения. Успех зависит не столько от материала инструмента, сколько от целостной системы — геометрии инструмента, его остроты и параметров обработки — все должно быть оптимизировано для достижения чистого режущего действия с минимальным подводом тепла.

Почему обработка ПТФЭ является уникальной проблемой
ПТФЭ ведет себя совершенно иначе, чем металлы и даже другие пластики во время обработки. Понимание его основных свойств имеет решающее значение для понимания того, почему требуются определенные инструменты и методы.
Он мягкий и «липкий»
ПТФЭ — мягкий материал, который имеет тенденцию деформироваться или рваться под давлением, а не чисто откалываться, как металл. Неправильный инструмент будет «вспахивать» материал, создавая плохую чистоту поверхности и значительные заусенцы.
Он обладает низкой теплопроводностью
Материал плохо отводит тепло. Любое трение от процесса резания вызывает быстрое накопление тепла прямо на кромке инструмента, что может легко привести к плавлению ПТФЭ и налипанию на фрезу.
Он значительно расширяется при нагревании
ПТФЭ имеет очень высокий коэффициент теплового расширения. Даже небольшое повышение температуры во время обработки может вызвать расширение детали, что делает невозможным соблюдение жестких допусков по размерам. Деталь может соответствовать спецификации в теплом состоянии, но выйти из нее после остывания.
Выбор правильного режущего инструмента: более глубокий взгляд
Идеальный режущий инструмент для ПТФЭ разработан для противодействия упомянутым выше проблемам. Основное внимание уделяется снижению трения и сил резания.
Материал инструмента: твердый сплав и HSS
Часто предпочтительны инструменты с твердосплавными напайками или цельные твердосплавные инструменты. Их главное преимущество заключается в способности быть заточенными до очень острой и долговечной кромки, что критически важно для чистого срезающего действия.
Быстрорежущая сталь (HSS) также является отличным и широко используемым вариантом. Как и твердый сплав, ее можно довести до необходимой остроты для ПТФЭ.
Критическая роль геометрии инструмента
Форма и состояние инструмента важнее материала, из которого он изготовлен.
Чрезвычайная острота и полированные кромки являются обязательными. Бритвенно-острая, полированная или притертая кромка прорезает материал с минимальным усилием, уменьшая трение и тепло. Тупые инструменты немедленно вызовут проблемы.
Положительные углы наклона необходимы. Большой положительный угол наклона (часто в диапазоне 0–15 градусов) помогает эффективно поднимать стружку ПТФЭ и отводить ее от заготовки. Это резко снижает давление резания и тепловыделение.
Преимущество отсутствия покрытия является ключевым моментом. В то время как покрытия, такие как нитрид титана (TiN), полезны для обработки твердых металлов, они могут увеличивать трение при обработке мягкого ПТФЭ. Простая, не имеющая покрытия, но высокополированная поверхность инструмента превосходит для этого применения.
Освоение параметров обработки
Правильный инструмент будет эффективен только в сочетании с правильными параметрами процесса. Ваша цель — ввести инструмент в рез и вывести его до того, как тепло успеет накопиться в детали.
Высокие скорости и умеренные подачи
Рекомендуются высокие скорости резания (например, 200–500 м/мин или 656–1640 футов/мин). Это позволяет острой кромке выполнить чистый срез до того, как значительное количество тепла будет передано заготовке.
Сочетайте это с умеренной подачей (например, 0,1–0,2 мм/об). Это обеспечивает постоянное удаление материала без задержки в одном месте, что привело бы к избыточному выделению тепла.
Небольшая глубина резания
Используйте небольшую глубину резания (например, 0,5–1,5 мм). Легкие проходы минимизируют нагрузку на материал, предотвращая его искажение, отклонение от фрезы или накопление избыточного тепла.
Важность охлаждения
Использование охлаждающей жидкости или смазки может быть очень эффективным для управления небольшим количеством выделяемого тепла. Это помогает стабилизировать температуру детали и улучшить точность размеров.
Распространенные ошибки, которых следует избегать
Даже при правильной настройке ошибки часты из-за уникальной природы ПТФЭ.
Деформация материала, а не резка
Если вы видите сильные заусенцы или «смазанную» чистоту поверхности, это явный признак того, что ваш инструмент тупой или имеет неправильную геометрию. Инструмент проталкивает материал в сторону, а не режет его.
Накопление тепла и плавление
Видимое плавление или прилипание стружки к инструменту указывает на чрезмерное трение. Это обычно вызвано тупым инструментом, неправильным покрытием или некорректными параметрами (например, слишком низкая скорость или слишком высокая подача).
Невозможность соблюдения допусков
Помните, что ПТФЭ изменяется в зависимости от температуры. Хорошее эмпирическое правило для стандартного ПТФЭ — допуск +/- 0,001 дюйма на дюйм размера. Достижение чего-либо более жесткого требует исключительного контроля процесса и стабильной среды.
Принятие правильного выбора для вашей цели
Ваш конкретный выбор инструмента и процесса должен соответствовать желаемому результату.
- Если ваш основной акцент — высокая точность и жесткие допуски: Используйте чрезвычайно острые, не имеющие покрытия твердосплавные инструменты в станке с ЧПУ и применяйте охлаждающую жидкость для поддержания термической стабильности.
- Если ваш основной акцент — хорошая чистота поверхности и общая обработка: Сделайте упор на бритвенно-острый инструмент HSS или твердосплавный инструмент с высоким положительным углом наклона и убедитесь, что ваши скорости резания высоки.
- Если вы сталкиваетесь с плавлением или сильными заусенцами: Ваш первый шаг всегда должен заключаться в проверке остроты инструмента и убедитесь, что он не имеет покрытия, а затем проверьте ваши скорости и подачи.
В конечном счете, успешная обработка ПТФЭ — это процесс тонкости, который отдает приоритет остроте и управлению теплом, а не силе.
Сводная таблица:
| Характеристика инструмента | Рекомендация для ПТФЭ | Почему это важно |
|---|---|---|
| Материал | Не имеющий покрытия твердый сплав или HSS | Обеспечивает острую, долговечную кромку с минимальным трением. |
| Острота | Чрезвычайно острая, полированная кромка | Обеспечивает чистое срезание вместо проталкивания материала. |
| Геометрия | Большой положительный угол наклона (0–15°) | Снижает давление резания и тепловыделение за счет эффективного отвода стружки. |
| Ключевой параметр | Высокая скорость, умеренная подача, малая глубина резания | Управляет накоплением тепла для поддержания размерной стабильности. |
Нужны компоненты из ПТФЭ, изготовленные с высокой точностью?
Обработка ПТФЭ с соблюдением точных спецификаций требует опыта и правильных инструментов. KINTEK специализируется на изготовлении на заказ высококачественных компонентов из ПТФЭ — включая уплотнения, футеровки и лабораторную посуду — для полупроводниковой, медицинской, лабораторной и промышленной отраслей.
Мы используем наши глубокие знания материалов и возможности точного производства для поставки деталей, соответствующих вашим самым строгим допускам, от прототипов до крупносерийных заказов.
Позвольте нам справиться со сложностями. Свяжитесь с нашими экспертами сегодня, чтобы обсудить требования вашего проекта.
Визуальное руководство
Связанные товары
- Резак для фильтрующих мембран из ПТФЭ высокой чистоты с керамическим лезвием для анализа PM2.5 и настраиваемый разделитель лабораторной фильтровальной бумаги
- Резак для круглых фильтровальных мембран из высокочистого ПТФЭ с керамическим лезвием для следового анализа и подготовки проб в лабораториях CDC
- Резак для квадратных мембран и устройство для аликвотирования фильтров из высокочистого ПТФЭ для следового анализа и применений в чистых помещениях лабораторий
- Индивидуальная лопата-скребок и совок для отбора проб из ПТФЭ двойного назначения, коррозионностойкий инструмент из фторполимера с низким фоном белого цвета
- Устройство для равномерного разделения квадратных мембран из высокочистого ПТФЭ для центров trace-анализа и контроля заболеваний: чистая поверхность, антипригарные свойства, отсутствие выщелачивания
Люди также спрашивают
- Какие размеры и варианты пор доступны для фильтров из ПТФЭ? Выберите правильный фильтр для вашего применения
- С какими химическими веществами полностью совместимы фильтры из ПТФЭ? Откройте для себя непревзойденную химическую стойкость
- Как присущая гидрофобность фильтрующих мембран из ПТФЭ влияет на разделение жидкостей и газов? Оптимизация производительности
- Какие шаги включает в себя выбор подходящего PTFE-фильтра? 4-шаговое руководство по оптимальной фильтрации
- Каков химический состав и термостойкость фильтрующих мембран из ПТФЭ? Основные характеристики для лабораторий



















