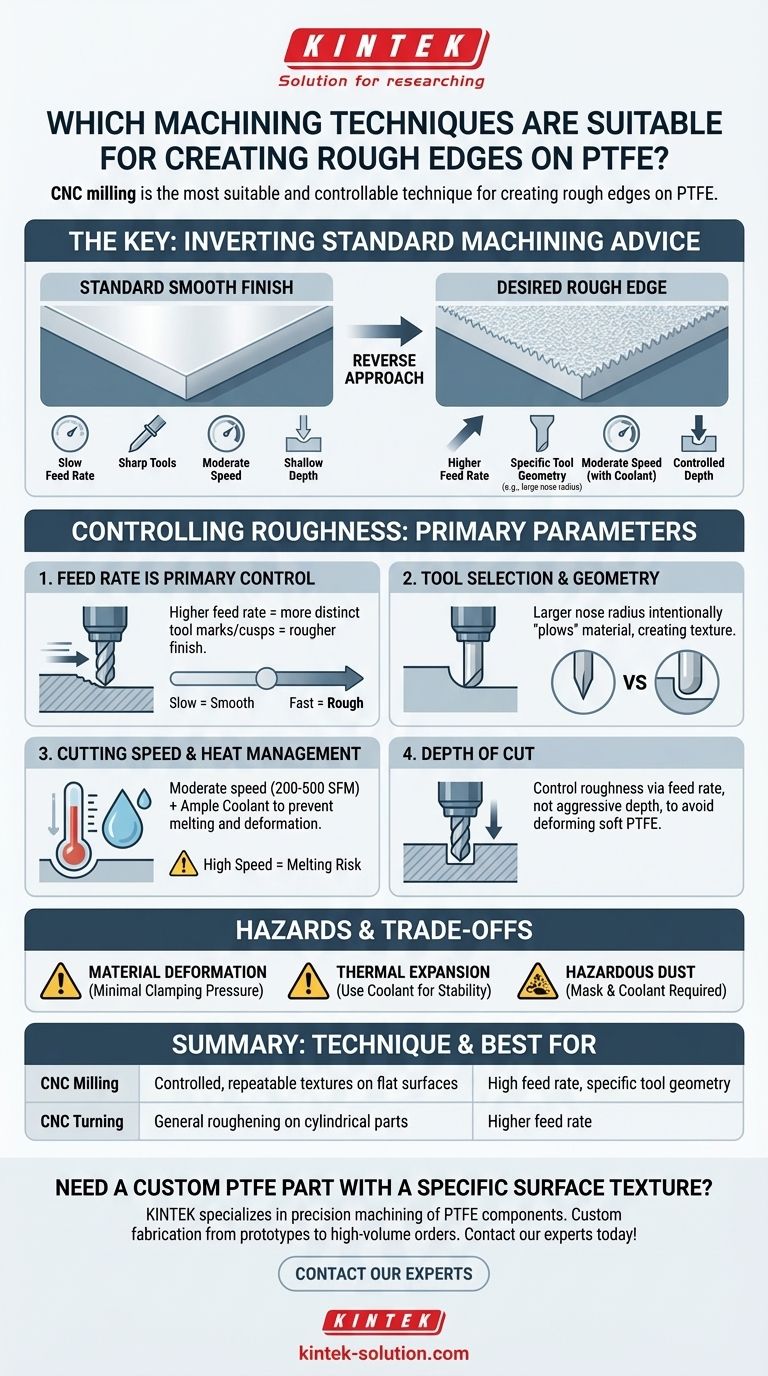
Короче говоря, ЧПУ-фрезерование является наиболее подходящим и контролируемым методом для создания шероховатых краев на ПТФЭ. Хотя могут использоваться и другие методы, такие как токарная обработка, фрезерование обеспечивает превосходную гибкость для получения специфических и повторяемых поверхностных текстур путем точного управления инструментом и параметрами резания.
Ключ к получению шероховатой отделки на ПТФЭ заключается не в выборе уникального процесса обработки, а в намеренной корректировке стандартных параметров обработки — таких как скорость подачи и выбор инструмента — для работы против обычной цели получения гладкой поверхности.

Почему необходимо инвертировать стандартные рекомендации по обработке
Политетрафторэтилен (ПТФЭ) — это уникально мягкий и термически чувствительный полимер. Большинство руководств по обработке сосредоточены на преодолении этих свойств для достижения гладкой отделки и жестких допусков.
Чтобы создать шероховатый край, вы должны намеренно использовать эти свойства, изменив стандартный подход. Это требует тщательного баланса, поскольку агрессивные методы могут легко привести к деформации материала, плавлению или плохой точности размеров.
Роль ЧПУ-фрезерования
ЧПУ-фрезерование использует вращающийся многозубый режущий инструмент для удаления материала с неподвижной заготовки. Этот метод идеален для создания текстур, поскольку вы можете с чрезвычайной точностью контролировать путь инструмента по поверхности. Он позволяет создавать все: от однородной шероховатой отделки до замысловатых, узорчатых текстур.
Роль ЧПУ-токарной обработки
ЧПУ-токарная обработка в основном используется для цилиндрических деталей. Однолезвийный инструмент движется вдоль вращающейся заготовки. Хотя ее можно использовать для получения шероховатой отделки (часто проявляющейся в виде мелких канавок), она менее универсальна, чем фрезерование, для создания сложных или неоднородных текстур на плоских краях.
Контроль шероховатости: ключевые параметры обработки
Достижение определенной шероховатости зависит от того, как режущий инструмент взаимодействует с материалом. Следующие параметры являются вашими основными рычагами управления.
H3: Скорость подачи — ваш основной элемент управления
Скорость подачи — то, как быстро заготовка движется относительно режущего инструмента — оказывает наиболее прямое влияние на шероховатость поверхности.
Для гладкой отделки операторы используют низкую скорость подачи. Чтобы добиться более шероховатой отделки, следует использовать более высокую скорость подачи. Это заставляет инструмент оставлять более отчетливые следы или «вершины» на поверхности материала при каждом проходе.
H3: Выбор инструмента и геометрия имеют значение
Стандартные рекомендации требуют использования чрезвычайно острых инструментов, часто изготовленных из быстрорежущей стали (HSS) или твердого сплава, для чистого среза материала.
Для увеличения шероховатости рассмотрите возможность использования инструмента с определенной геометрией, например, с большим радиусом скругления. Это может намеренно в некоторой степени «вспахивать» материал, создавая более текстурированную отделку, чем острый, заостренный инструмент.
H3: Скорость резания и управление теплом
ПТФЭ имеет очень высокий коэффициент теплового расширения и плохо отводит тепло. Хотя высокие скорости резания могут способствовать увеличению шероховатости, они также несут риск плавления материала.
Критически важно работать в умеренном диапазоне скоростей (от 200 до 500 футов в минуту по поверхности) и использовать достаточное количество охлаждающей жидкости для контроля температуры. Это предотвращает плавление поверхности и гарантирует, что шероховатость обусловлена механическим резанием, а не термическим повреждением.
H3: Глубина резания
Для гладкой отделки рекомендуется небольшая глубина резания. Хотя более глубокий рез может вызвать большее давление инструмента и вибрацию, потенциально увеличивая шероховатость, он также значительно увеличивает риск деформации мягкого ПТФЭ. Обычно лучше контролировать шероховатость с помощью скорости подачи, а не агрессивной глубины резания.
Понимание компромиссов и опасностей
Обработка ПТФЭ представляет собой уникальные проблемы, которыми необходимо управлять, особенно при отступлении от стандартных процедур.
H3: Деформация материала
ПТФЭ мягкий и легко сжимается. Минимальное зажимное давление имеет решающее значение. Чрезмерное затягивание заготовки в тисках приведет к ее деформации, что приведет к неточным размерам после снятия детали.
H3: Тепловое расширение
Поскольку ПТФЭ значительно расширяется при нагревании, любое повышение температуры во время обработки приведет к увеличению размера детали. Это затрудняет достижение жестких допусков. Использование охлаждающей жидкости нужно не только для отделки; оно критически важно для стабильности размеров.
H3: Опасная пыль
Обработка ПТФЭ приводит к образованию мелкой пыли. Эта пыль может быть опасна при вдыхании. Всегда используйте маску или обеспечьте выполнение работы под постоянным потоком охлаждающей жидкости для подавления образования пыли.
Принятие правильного решения для вашей цели
Ваш подход должен определяться типом необходимой вам шероховатости и точностью, которую требует ваше применение.
- Если ваша основная цель — контролируемая, повторяемая текстура: Используйте ЧПУ-фрезерование и сосредоточьтесь на изменении скорости подачи при использовании определенной геометрии инструмента и достаточного количества охлаждающей жидкости.
- Если ваша основная цель — общее повышение шероховатости для адгезии: Может быть достаточно более быстрой токарной или фрезерной операции с более высокой скоростью подачи, но всегда следите за накоплением тепла.
- Если ваша основная цель — безопасность и точность: Всегда используйте охлаждающую жидкость для управления тепловым расширением и подавления опасной пыли, а также применяйте минимальное зажимное давление для предотвращения деформации.
В конечном счете, достижение правильной шероховатой отделки на ПТФЭ — это намеренный процесс балансировки этих параметров для получения необходимой текстуры без ущерба для целостности детали.
Сводная таблица:
| Техника | Лучше всего подходит для | Ключевой параметр для шероховатости |
|---|---|---|
| ЧПУ-фрезерование | Контролируемые, повторяемые текстуры на плоских поверхностях | Высокая скорость подачи, определенная геометрия инструмента |
| ЧПУ-токарная обработка | Общее повышение шероховатости на цилиндрических деталях | Более высокая скорость подачи |
Нужна деталь из ПТФЭ на заказ с определенной текстурой поверхности?
В KINTEK мы специализируемся на прецизионной обработке компонентов из ПТФЭ, таких как уплотнения, футеровки и лабораторная посуда. Наш опыт в балансировании таких параметров, как скорость подачи и выбор инструмента, позволяет нам создавать именно ту шероховатую отделку, которая вам нужна для применений в полупроводниковой, медицинской, лабораторной и промышленной отраслях — и все это при обеспечении точности размеров и целостности материала.
Мы предлагаем изготовление на заказ от прототипов до крупносерийных заказов. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваш проект и получить расчет!
Визуальное руководство
Связанные товары
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Износостойкая помольная банка из фторопласта ПТФЭ 50 мл низкофоновая емкость для шаровой мельницы
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Резак для круглых фильтровальных мембран из высокочистого ПТФЭ с керамическим лезвием для следового анализа и подготовки проб в лабораториях CDC
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
Люди также спрашивают
- Каков диапазон химической совместимости лабораторной посуды из ПТФЭ? Исследуйте почти универсальную химическую стойкость.
- Какие виды готовой продукции производятся из ПТФЭ? Уплотнения, подшипники, лабораторная посуда и многое другое
- Как PTFE соотносится с полиэтиленом (PE) с точки зрения химической стойкости и термостойкости? Выберите правильный полимер для экстремальных условий
- Какой материал используется для формования лабораторной посуды из ПТФЭ? Критическая роль чистого ПТФЭ-порошка
- Каковы основные свойства химической стойкости лабораторного оборудования из ПТФЭ? Непревзойденная чистота и инертность



















