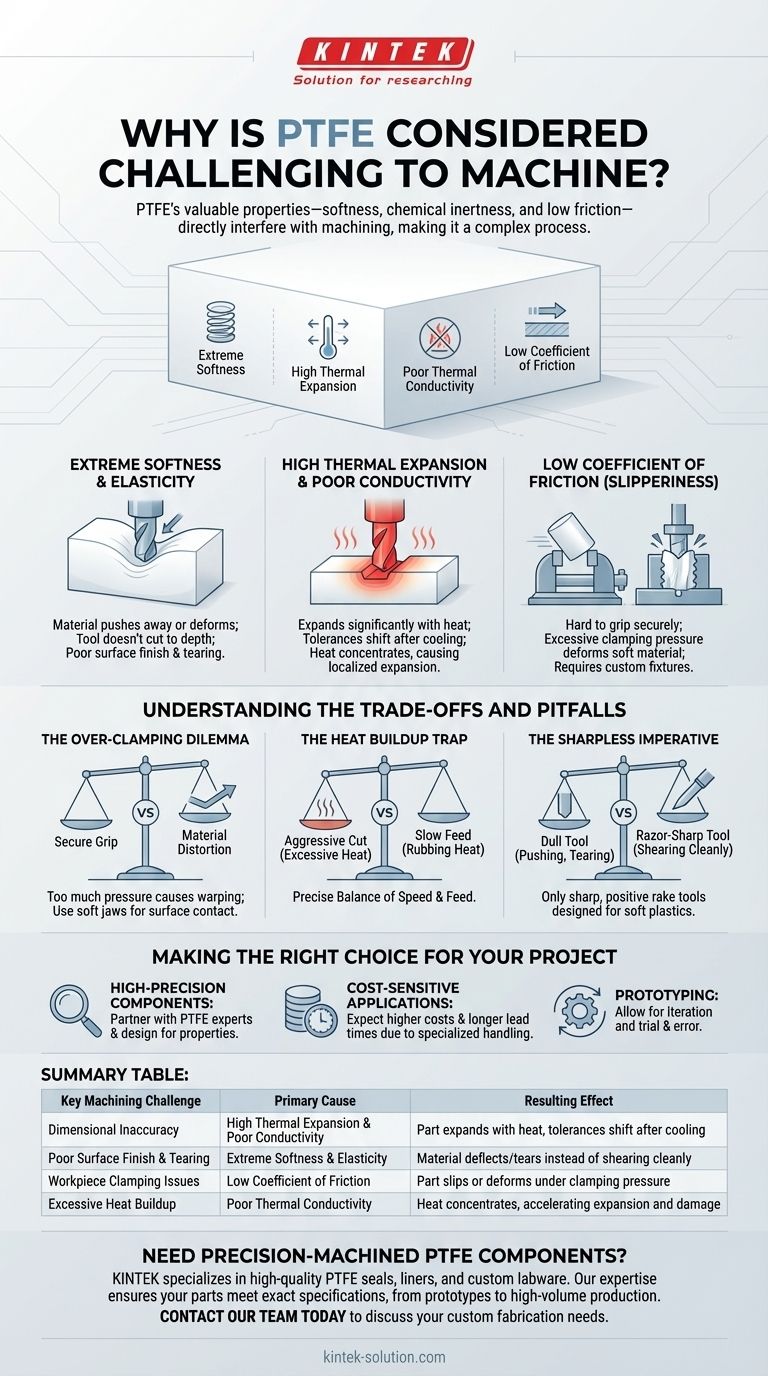
По своей сути, политетрафторэтилен (PTFE) сложен в обработке, поскольку его самые ценные свойства — мягкость, химическая инертность и чрезвычайно низкий коэффициент трения — напрямую мешают процессу механической обработки. В отличие от металлов, которые чисто срезаются, PTFE склонен к деформации, разрыву и значительному расширению при нагреве, что требует использования специализированных инструментов, острых режущих кромок и тщательного контроля тепловых эффектов для достижения точности.
Основная проблема заключается в том, что физические силы резания легко превышают структурную целостность PTFE. Материал деформируется под давлением зажима, отклоняется от режущего инструмента и резко расширяется при минимальном нагреве, что делает постоянной борьбой удержание заготовки неподвижной и сохранение точности размеров.

Основные свойства, определяющие сложность обработки
Чтобы понять проблему, мы должны сначала рассмотреть фундаментальные характеристики материала. Те самые причины, по которым мы выбираем PTFE для таких применений, как уплотнения и втулки, являются теми же причинами, по которым он сопротивляется традиционным методам обработки.
Чрезвычайная мягкость и эластичность
PTFE — исключительно мягкий материал, которому не хватает жесткости. Когда режущий инструмент прикладывает давление, материал часто отталкивается или упруго деформируется, а не чисто срезается.
Это отклонение означает, что инструмент может не врезаться на заданную глубину, что приводит к неточности размеров. Это также способствует плохому качеству поверхности, поскольку материал с большей вероятностью будет разорван, чем срезан.
Высокое тепловое расширение
PTFE имеет очень высокий коэффициент теплового расширения, что означает, что он значительно расширяется и сжимается при изменении температуры. Трение от режущего инструмента очень быстро генерирует тепло.
Это локализованное тепло заставляет материал расширяться в процессе резки, нарушая допуски. Отверстие, просверленное до точного диаметра, может уменьшиться и стать меньше требуемого после того, как деталь остынет до температуры окружающей среды.
Низкая теплопроводность
Усугубляя проблему расширения, PTFE является тепловым изолятором. Он плохо отводит тепло.
Тепло, генерируемое в точке резания, концентрируется, что приводит к быстрому локализованному расширению. Это делает контроль температуры заготовки критически важной и часто сложной частью процесса.
Низкий коэффициент трения (Скользкость)
Легендарная скользкость PTFE затрудняет его надежное закрепление в тисках или патроне без приложения чрезмерных усилий.
Это создает парадокс: вам нужно крепко удерживать деталь, чтобы она не смещалась во время резки, но слишком большое усилие зажима может легко раздавить или деформировать мягкий материал, испортив конечные размеры.
Понимание компромиссов и подводных камней
Успешная обработка PTFE требует навигации по нескольким ключевым дилеммам, где неправильный подход гарантирует брак детали. Понимание этих компромиссов имеет решающее значение как для операторов станков, так и для конструкторов.
Дилемма чрезмерного зажима
Самая распространенная ошибка — приложение слишком большого усилия зажима для компенсации скользкости материала. Это неизбежно приводит к искажению, повреждению поверхности или необратимой деформации заготовки.
Решение часто включает использование специальных приспособлений или мягких губок, которые максимизируют площадь контакта с поверхностью, обеспечивая надежный захват при минимальном давлении.
Ловушка накопления тепла
Агрессивная резка с высокой подачей генерирует избыточное тепло, заставляя деталь расширяться за пределы допустимого диапазона. И наоборот, слишком медленная подача может привести к тому, что инструмент будет тереться, а не резать, что также генерирует значительное тепло и плохое качество поверхности.
Операторы станков должны найти точный баланс между высокой скоростью резания (обороты шпинделя) и контролируемой подачей, часто в сочетании с охлаждающей жидкостью, чтобы инструмент успел войти и выйти до того, как значительное тепло передастся детали.
Императив остроты
Тупой или неправильно спроектированный режущий инструмент — самый быстрый путь к неудаче. Инструмент, который не является бритвенно острым, будет просто толкать и деформировать PTFE, создавая заусенцы, разрывая поверхность и генерируя избыточное тепло.
Следует использовать только инструменты с чрезвычайно острыми режущими кромками с положительным передним углом, специально разработанные для мягких пластиков. Это гарантирует, что инструмент срезает материал, а не смещает его.
Правильный выбор для вашего проекта
Сложность обработки PTFE напрямую влияет на сроки проекта, затраты и конструкторские решения. Учет этих реалий с самого начала имеет решающее значение для успешного результата.
- Если ваш основной фокус — высокоточные компоненты: Вы должны сотрудничать с цехом механической обработки, имеющим специальный опыт работы с PTFE, и использовать конструкции, учитывающие свойства материала.
- Если ваш основной фокус — экономически чувствительные применения: Имейте в виду, что специальная обработка, оснастка и более длительное время цикла, необходимые для PTFE, увеличат затраты на обработку и сроки выполнения по сравнению с другими материалами.
- Если ваш основной фокус — прототипирование: Предусмотрите итерации, поскольку достижение правильных размеров часто требует проб и ошибок для компенсации давления инструмента и теплового расширения.
В конечном счете, овладение обработкой PTFE достигается путем понимания и уважения уникальной природы материала, а не борьбы с ним.
Сводная таблица:
| Основная проблема обработки | Основная причина | Результирующий эффект |
|---|---|---|
| Неточность размеров | Высокое тепловое расширение и плохая проводимость | Деталь расширяется при нагреве, допуски смещаются после охлаждения |
| Плохое качество поверхности и разрывы | Чрезвычайная мягкость и эластичность | Материал отклоняется/рвется вместо чистого среза |
| Проблемы с зажимом заготовки | Низкий коэффициент трения | Деталь проскальзывает или деформируется под давлением зажима |
| Чрезмерное накопление тепла | Плохая теплопроводность | Тепло концентрируется, ускоряя расширение и повреждение |
Нужны компоненты из PTFE, изготовленные с высокой точностью? Не позволяйте проблемам с обработкой поставить под угрозу ваш проект. KINTEK специализируется на производстве высококачественных уплотнений, футеровок и лабораторной посуды из PTFE для полупроводниковой, медицинской и промышленной отраслей. Наш опыт в управлении уникальными свойствами PTFE гарантирует, что ваши детали будут соответствовать точным спецификациям, от прототипов до крупносерийного производства. Свяжитесь с нашей командой сегодня, чтобы обсудить ваши потребности в изготовлении на заказ и ощутить разницу KINTEK в точности и надежности.
Визуальное руководство
Связанные товары
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Изготовление на заказ деталей из тефлона для тефлоновых контейнеров и компонентов
- Коррозионностойкая мешалка из ПТФЭ и настраиваемый диспергирующий диск из политетрафторэтилена
Люди также спрашивают
- Какие факторы способствуют долгосрочной механической целостности корзин из ПТФЭ (фторопласта) при термоциклировании? Экспертное руководство.
- Как корзины из ПТФЭ способствуют чистоте в производстве полупроводников? Достижение чистоты менее 10 ppt и нулевого выщелачивания
- Каков диапазон рабочих температур для корзин из ПТФЭ? Температурные пределы и характеристики от -200°C до +260°C.
- Каковы основные функции и конструктивные особенности корзины для цветов из ПТФЭ? Оптимизация высокочистой химической обработки
- В чем заключается принцип работы корзины из ПТФЭ (фторопласта)? Оптимизация потока жидкости и чистоты для химического погружения



















