По своей сути, ПТФЭ трудно обрабатывать на станках, потому что он фундаментально нестабилен под действием сил резания. В отличие от металлов, которые чисто срезаются, уникальное сочетание мягкости, низкой прочности и чрезвычайно высокой скорости теплового расширения ПТФЭ заставляет его деформироваться, расширяться и рваться, что делает достижение точности серьезной проблемой.
Основная проблема заключается не в твердости ПТФЭ, а в его недостаточной жесткости и резкой реакции на тепло. Успешная обработка — это тонкий баланс между контролем температуры, минимизацией давления и использованием исключительно острых инструментов для нарезки материала без его искажения.

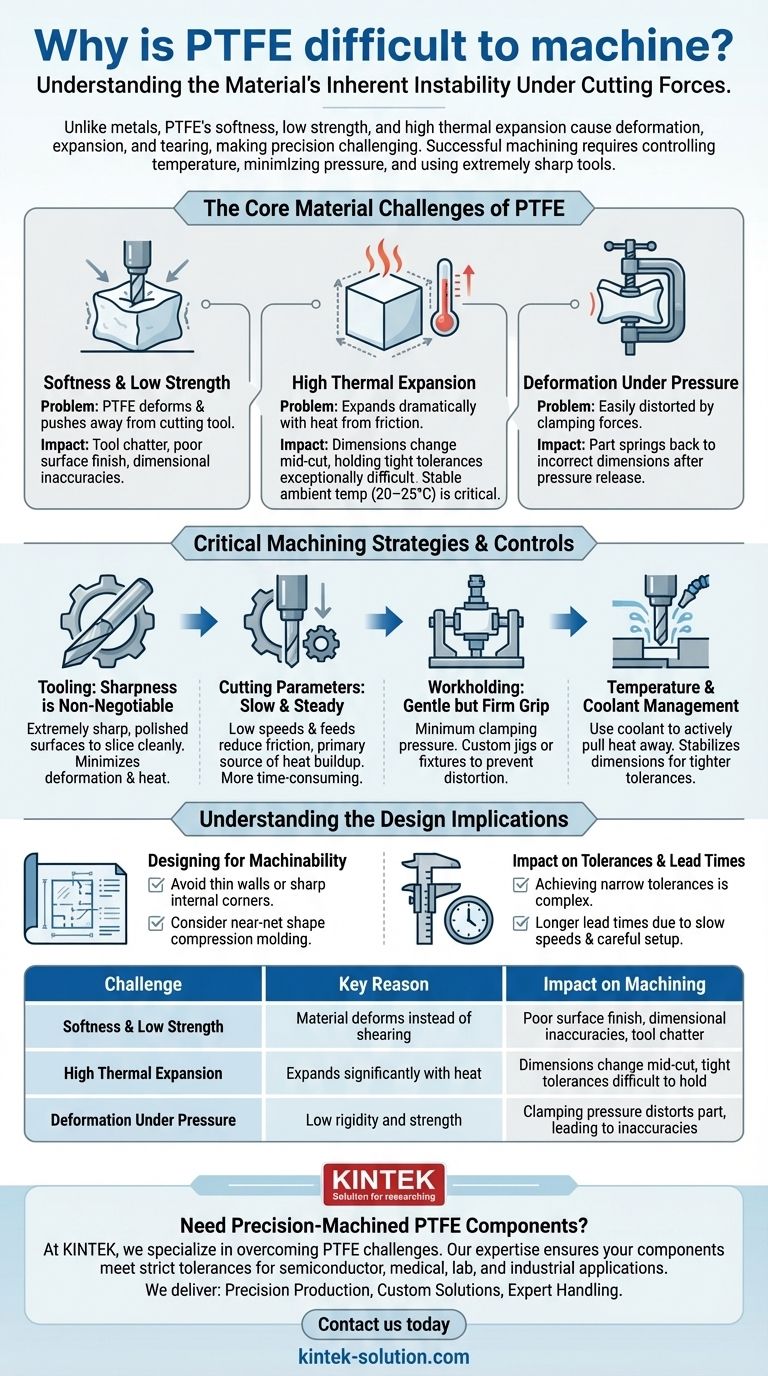
Основные материаловедческие проблемы ПТФЭ
Чтобы эффективно обрабатывать ПТФЭ на станках, необходимо сначала понять те специфические свойства, которые делают его таким реактивным на физические воздействия. Эти характеристики присущи материалу и определяют каждый аспект процесса обработки.
Проблема мягкости и низкой прочности
ПТФЭ — чрезвычайно мягкий материал. Когда режущий инструмент входит в контакт с ним, материал имеет тенденцию отталкиваться и деформироваться, а не чисто срезаться в виде стружки.
Эта мягкость также может привести к вибрации инструмента (биение), когда инструмент вибрирует на заготовке, что приводит к плохому качеству поверхности и геометрическим неточностям.
Высокое тепловое расширение
ПТФЭ имеет один из самых высоких коэффициентов теплового расширения среди всех пластмасс. Это означает, что он значительно расширяется и сжимается даже при небольших изменениях температуры.
Трение от процесса обработки генерирует тепло, заставляя материал расширяться в процессе резания. Это делает удержание жестких допусков исключительно сложным, поскольку размеры детали постоянно меняются.
Поддержание стабильной температуры окружающей среды, в идеале между 20–25°C (68–77°F), имеет решающее значение для минимизации этой переменной.
Деформация под давлением
Низкая прочность материала означает, что он может быть легко искажен внешними силами. Даже зажимное давление, используемое для удержания детали в тисках или патроне, может быть достаточным, чтобы выдавить ее из формы.
Если деталь деформирована во время удержания, она будет обработана до неправильных размеров. Когда давление снимается, деталь вернется в свое естественное состояние, выявляя неточность.
Критические стратегии и методы обработки
Преодоление проблем ПТФЭ требует процесса, который отдает предпочтение точности, а не силе. Правильные методы направлены на минимизацию подвода тепла и давления.
Инструментарий: Острота не подлежит обсуждению
Инструменты должны быть чрезвычайно острыми с высокополированными поверхностями. Острая кромка чисто прорезает материал, минимизируя деформацию и образование тепла.
Твердосплавный инструмент часто предпочтителен из-за его способности дольше сохранять острую кромку. Цель состоит в том, чтобы срезать материал, а не проталкивать его.
Параметры резания: Медленно и стабильно
Механики должны использовать низкие скорости резания и подачи. Более медленное перемещение инструмента уменьшает трение, которое является основным источником накопления тепла, вызывающего тепловое расширение.
Этот намеренный темп является ключевой причиной того, почему обработка ПТФЭ является более трудоемким процессом по сравнению с другими материалами.
Зажим: Нежное, но крепкое удержание
Применение минимально необходимого зажимного давления имеет решающее значение для предотвращения деформации заготовки. Для точных компонентов часто требуются специальные приспособления или зажимы, которые поддерживают деталь, не сдавливая ее.
Для тонкостенных или хрупких деталей обеспечение внутренней или внешней поддержки во время обработки может предотвратить обрушение или деформацию стенок под давлением инструмента.
Управление температурой и охлаждающей жидкостью
Использование охлаждающей жидкости настоятельно рекомендуется, не для смазки, а для активного отвода тепла от заготовки и режущего инструмента. Это помогает стабилизировать размеры детали и позволяет достичь более жестких допусков.
Понимание проектных последствий
Внутренние трудности при обработке ПТФЭ имеют прямые последствия, которые необходимо учитывать на этапе проектирования любого компонента.
Проектирование с учетом технологичности
Инженеры должны учитывать свойства материала. Такие элементы, как чрезвычайно тонкие стенки или острые внутренние углы, подвержены деформации, и их следует проектировать с осторожностью или избегать, если это возможно.
Начало работы с формой, близкой к конечной, полученной компрессионным формованием, может уменьшить количество материала, которое необходимо удалить, минимизируя время обработки и риск ошибки.
Влияние на допуски и сроки выполнения
Достижение и поддержание узких диапазонов допусков — сложная задача. Сочетание теплового расширения и деформации означает, что то, что измеряется во время резания, может не быть конечным размером.
Поскольку процесс требует медленных скоростей, тщательной настройки и специального обращения, производство нестандартных деталей из ПТФЭ часто сопряжено с более длительными сроками выполнения заказов по сравнению с более стабильными конструкционными пластиками.
Выбор правильного решения для вашего применения
Успешное использование ПТФЭ требует согласования ваших проектных целей с реалиями производственного процесса.
- Если ваш основной акцент — высокая точность: Вы должны уделить первостепенное внимание строгому контролю температуры окружающей среды, использованию острого инструмента с охлаждающими жидкостями и очень медленным скоростям обработки.
- Если ваш основной акцент — стабильность компонента: Проектируйте детали с прочными элементами, такими как более толстые стенки и большие радиусы, и убедитесь, что ваши допуски учитывают тепловое расширение.
- Если ваш основной акцент — минимизация затрат и сроков выполнения: Рассмотрите, может ли другой, более простой в обработке материал соответствовать вашим требованиям, или спроектируйте деталь так, чтобы она была отлита как можно ближе к своей окончательной форме.
Понимание этого присущего поведению материала является ключом к успешному превращению блока ПТФЭ в функциональный, точный компонент.
Сводная таблица:
| Проблема | Ключевая причина | Влияние на обработку |
|---|---|---|
| Мягкость и низкая прочность | Материал деформируется, а не чисто срезается | Плохое качество поверхности, геометрические неточности, вибрация инструмента |
| Высокое тепловое расширение | Значительно расширяется при нагревании | Размеры меняются в процессе резания, трудно выдержать жесткие допуски |
| Деформация под давлением | Низкая жесткость и прочность | Зажимное давление искажает деталь, что приводит к неточностям |
Нужны детали из ПТФЭ, обработанные с высокой точностью?
В KINTEK мы специализируемся на преодолении уникальных проблем обработки ПТФЭ. Наш опыт в изготовлении на заказ — от прототипов до крупносерийных заказов — гарантирует, что ваши компоненты будут соответствовать самым строгим допускам для полупроводниковой, медицинской, лабораторной и промышленной областей применения.
Мы предлагаем:
- Точное производство: Использование острого инструмента, контролируемых температур и бережного зажима для минимизации деформации.
- Индивидуальные решения: Изготовленные на заказ уплотнения, футеровки, лабораторная посуда из ПТФЭ и многое другое в соответствии с вашими точными спецификациями.
- Экспертное обращение: Управление тепловым расширением и стабильностью материала для надежных, высокопроизводительных деталей.
Позвольте нам взять на себя сложности обработки ПТФЭ для вас. Свяжитесь с нами сегодня, чтобы обсудить ваш проект и получить коммерческое предложение!
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Настраиваемые стержни из ПТФЭ для передовых промышленных применений
Люди также спрашивают
- Каковы некоторые распространенные области применения обработанного ПТФЭ? Используйте его уникальные свойства для требовательных применений
- Каковы преимущества механической обработки ПТФЭ по сравнению с другими материалами? Раскройте превосходные эксплуатационные характеристики в суровых условиях
- Почему обработанный ПТФЭ популярен в медицине? Непревзойденная биосовместимость и точность
- Как ведут себя контейнеры из политетрафторэтилена (ПТФЭ) в отношении газопроницаемости? Экспертные выводы о поглощении растворителей
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение



















