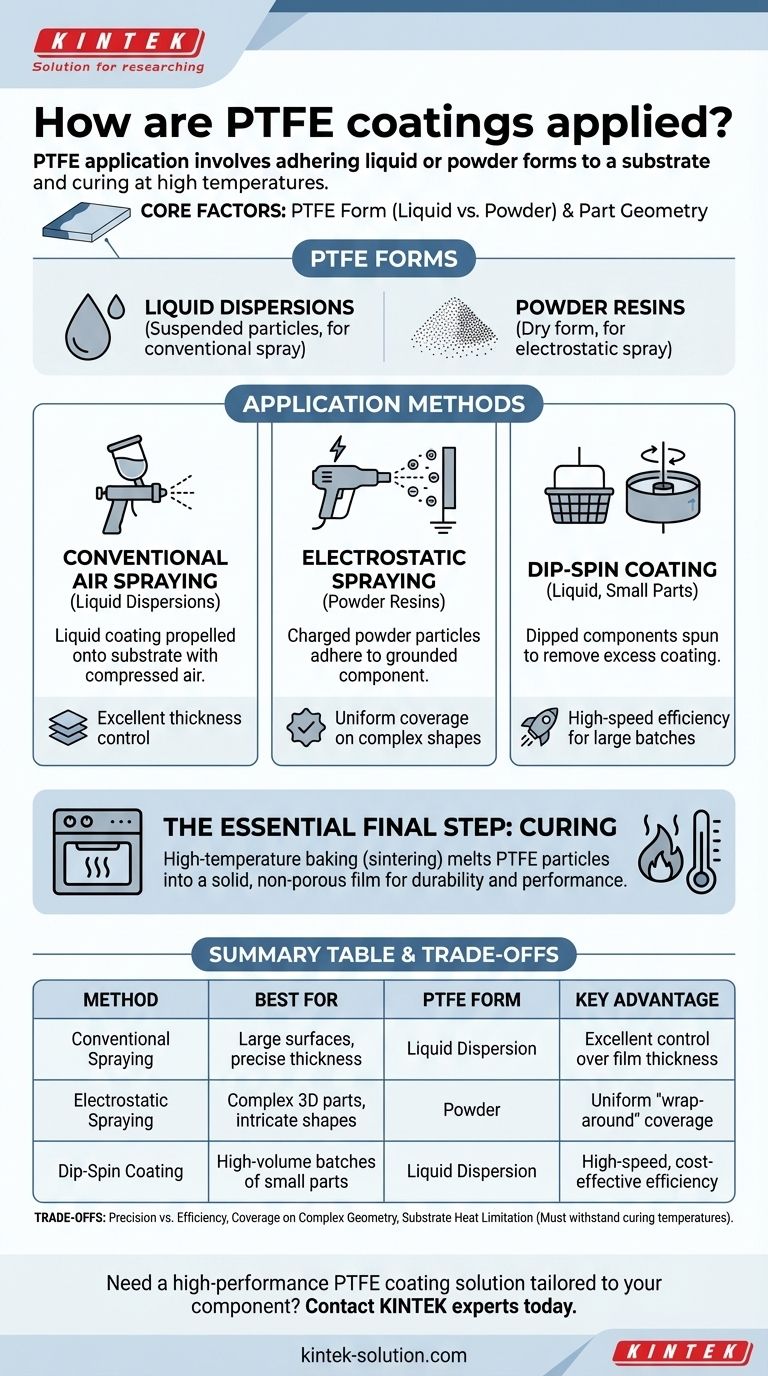
По своей сути, нанесение покрытия из политетрафторэтилена (ПТФЭ) включает прикрепление материала в жидкой или порошкообразной форме к подложке, а затем его отверждение при высоких температурах. Основными промышленными методами являются обычное распыление для жидких дисперсий, электростатическое распыление для порошков и окунание с вращением для мелких компонентов. Каждый метод завершается термообработкой, которая сплавляет ПТФЭ в твердую функциональную пленку.
Конкретный метод нанесения покрытия из ПТФЭ определяется не предпочтением, а двумя ключевыми факторами: физической формой исходного ПТФЭ (жидкость или порошок) и геометрией покрываемой детали.

Основа: Понимание форм ПТФЭ
Прежде чем наносить покрытие, необходимо учесть форму исходного материала. ПТФЭ не является универсальным веществом; он перерабатывается в различные формы для различных потребностей нанесения.
Жидкие дисперсии
Чаще всего ПТФЭ поставляется в виде жидкой дисперсии. В этой форме мелкие частицы ПТФЭ взвешены в воде или другом жидком носителе. Такая консистенция делает его пригодным для нанесения с помощью обычного распылительного оборудования, подобно нанесению краски.
Порошковые смолы
ПТФЭ и родственные фторполимеры, такие как ФЭП и ПФА, также могут перерабатываться в мелкий порошок. Эту сухую форму нельзя наносить традиционными распылителями, и она требует специальной техники для прилипания к поверхности перед запеканием.
Объяснение основных методов нанесения
Выбор между жидкостью и порошком напрямую определяет стратегию нанесения. Каждый метод адаптирован для эффективного и равномерного покрытия компонента перед заключительной стадией отверждения.
Обычное воздушное распыление
Для жидких дисперсий ПТФЭ наиболее распространенным методом нанесения является обычное распыление. Жидкое покрытие загружается в распылительное оборудование с гравитационной или напорной подачей и направляется на подложку с помощью сжатого воздуха. Этот метод обеспечивает превосходный контроль над толщиной конечного покрытия.
Электростатическое распыление
Этот метод предназначен для порошковых фторполимеров. Электрод в распылительном пистолете придает отрицательный электрический заряд частицам порошка при их выходе из сопла. Покрываемый компонент заземляется, приобретая положительный заряд. Противоположные заряды создают притяжение, которое притягивает порошок к детали и заставляет его равномерно прилипать, даже на сложных формах.
Покрытие окунанием с вращением (Dip-Spin)
При работе с большим количеством мелких деталей, таких как крепежные элементы или зажимы, наиболее эффективным методом является покрытие окунанием с вращением. Компоненты помещаются в корзину, окунаются в резервуар с жидким ПТФЭ, а затем раскручиваются на высокой скорости для удаления излишков покрытия центробежной силой.
Важнейший заключительный этап: Отверждение
Независимо от метода нанесения, покрытие не становится функциональным, пока оно не будет отверждено. Это, пожалуй, самый критический этап всего процесса.
Что такое отверждение?
Отверждение включает запекание покрытого компонента в промышленной печи при очень высоких температурах. Этот нагрев заставляет отдельные частицы ПТФЭ плавиться и сливаться.
Почему отверждение критически важно
Это действие плавления и течения, иногда называемое спеканием, создает твердую, непористую пленку, которая придает поверхности ее антипригарные и химически стойкие свойства. Без надлежащего отверждения покрытие останется слоем несвязанных частиц без долговечности или защитной функции.
Понимание компромиссов
Каждый метод нанесения имеет свой набор преимуществ и ограничений, которые делают его подходящим для различных сценариев.
Точность против эффективности
Обычное распыление обеспечивает наивысшую степень контроля толщины пленки, что критически важно для многих технических применений. Напротив, окунание с вращением жертвует некоторой точностью ради эффективности, необходимой для экономически выгодной обработки тысяч мелких деталей.
Покрытие сложной геометрии
Для деталей со сложными формами, отверстиями и углами электростатическое распыление превосходит. Электрическое притяжение создает эффект «обволакивания», гарантируя, что порошок достигнет и прилипнет к областям, которые было бы трудно равномерно покрыть прямым распылением.
Ограничение по температуре подложки
Самым большим ограничением для всех покрытий из ПТФЭ является цикл отверждения при высокой температуре. Покрываемая деталь должна выдерживать эти температуры без деформации или плавления. Вот почему ПТФЭ почти всегда наносится на металлы и, как правило, не подходит для большинства пластмасс или дерева.
Выбор правильного решения для вашей цели
Выбор правильного процесса нанесения имеет решающее значение для использования уникальных преимуществ ПТФЭ для повышения производительности, безопасности и эффективности во всем: от антипригарной посуды до передовых медицинских устройств.
- Если ваш основной фокус — равномерное покрытие сложных 3D-деталей: Электростатическое распыление порошкового покрытия является наиболее надежным методом.
- Если ваш основной фокус — точный контроль толщины на больших поверхностях: Обычное воздушное распыление жидкой дисперсией дает наилучшие результаты.
- Если ваш основной фокус — экономичное покрытие больших партий мелких изделий: Покрытие окунанием с вращением обеспечивает непревзойденную скорость и эффективность.
В конечном счете, правильная техника нанесения гарантирует полную реализацию уникальных свойств ПТФЭ, превращая простую поверхность в высокопроизводительный компонент.
Сводная таблица:
| Метод | Лучше всего подходит для | Форма ПТФЭ | Ключевое преимущество |
|---|---|---|---|
| Обычное распыление | Большие поверхности, точная толщина | Жидкая дисперсия | Превосходный контроль толщины пленки |
| Электростатическое распыление | Сложные 3D-детали, замысловатые формы | Порошок | Равномерное «обволакивающее» покрытие |
| Покрытие окунанием с вращением | Крупносерийное производство мелких деталей | Жидкая дисперсия | Высокоскоростная, экономичная эффективность |
Нужно высокоэффективное решение по покрытию ПТФЭ, адаптированное к геометрии и объему вашего компонента?
В KINTEK мы специализируемся на прецизионном производстве и изготовлении на заказ компонентов из ПТФЭ, включая экспертные услуги по нанесению покрытий. Независимо от того, требуются ли вам прототипы или крупносерийные заказы для полупроводниковой, медицинской, лабораторной или промышленной отраслей, наш опыт гарантирует, что ваши детали достигнут оптимальных антипригарных свойств, химической стойкости и долговечности.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваш проект и использовать правильный метод нанесения ПТФЭ для ваших нужд.
Визуальное руководство
Связанные товары
- Коррозионностойкая нагревательная плита с модифицированным покрытием PTFE 400x300 мм, кислотостойкая лабораторная плита, настраиваемое нагревательное решение
- Индивидуальные изоляционные прокладки из ПТФЭ и коррозионностойкие уплотнения из фторополимеров для промышленных электротехнических применений
- Теплоизоляционная плита из ПТФЭ, устойчивая к высоким температурам, коррозионностойкая подставка без металла из фторполимера для ультрачистых лабораторий
- Термоизоляционная муфта из ПТФЭ для защиты от ожогов, опоры для горячих плит, защита лабораторных столов, настраиваемый тепловой барьер
- Изготовленная на заказ крышка реактора из PTFE со встроенным клапаном и фитингом, коррозионностойкая система крышки для бутылок из PFA и FEP без выщелачивания
Люди также спрашивают
- Как тефлоновое покрытие применяется в строительной отрасли? Повышение безопасности и долговечности строительных компонентов
- Что делает покрытия из ПТФЭ антипригарными? Наука, стоящая за самой скользкой поверхностью
- Безопасно ли использовать покрытие из ПТФЭ? Руководство по безопасным температурам и областям применения
- Как тефлон используется в текстильной промышленности? Создание тканей, устойчивых к пятнам и водоотталкивающих.
- Каково применение покрытий из ПТФЭ в полупроводниковой и электронной промышленности? Обеспечение чистоты и надежности



















