Ключ к повышенному пределу текучести в футеровках из ПТФЭ, полученных методом свободного выдавливания, заключается в фундаментальной перестройке внутренней структуры материала. Этот процесс преобразует случайную матрицу полимерных цепей в высокоорганизованную, осесимметрично выровненную структуру. Это молекулярное выравнивание, достигаемое за счет образования фибрилл, непосредственно укрепляет материал против сил, приложенных вдоль длины футеровки.
Процесс свободного выдавливания — это не просто метод формования; это метод микроструктурного инжиниринга. Он повышает предел текучести за счет создания высокоупорядоченной внутренней архитектуры, где молекулярные цепи выровнены для максимального сопротивления осевым нагрузкам.

Механика молекулярного выравнивания
Чтобы понять увеличение прочности, мы должны рассмотреть, что происходит с ПТФЭ на микроскопическом уровне во время свободного выдавливания. Процесс можно разбить на отдельные этапы, которые дополняют друг друга.
Начальное состояние: Матрица ПТФЭ
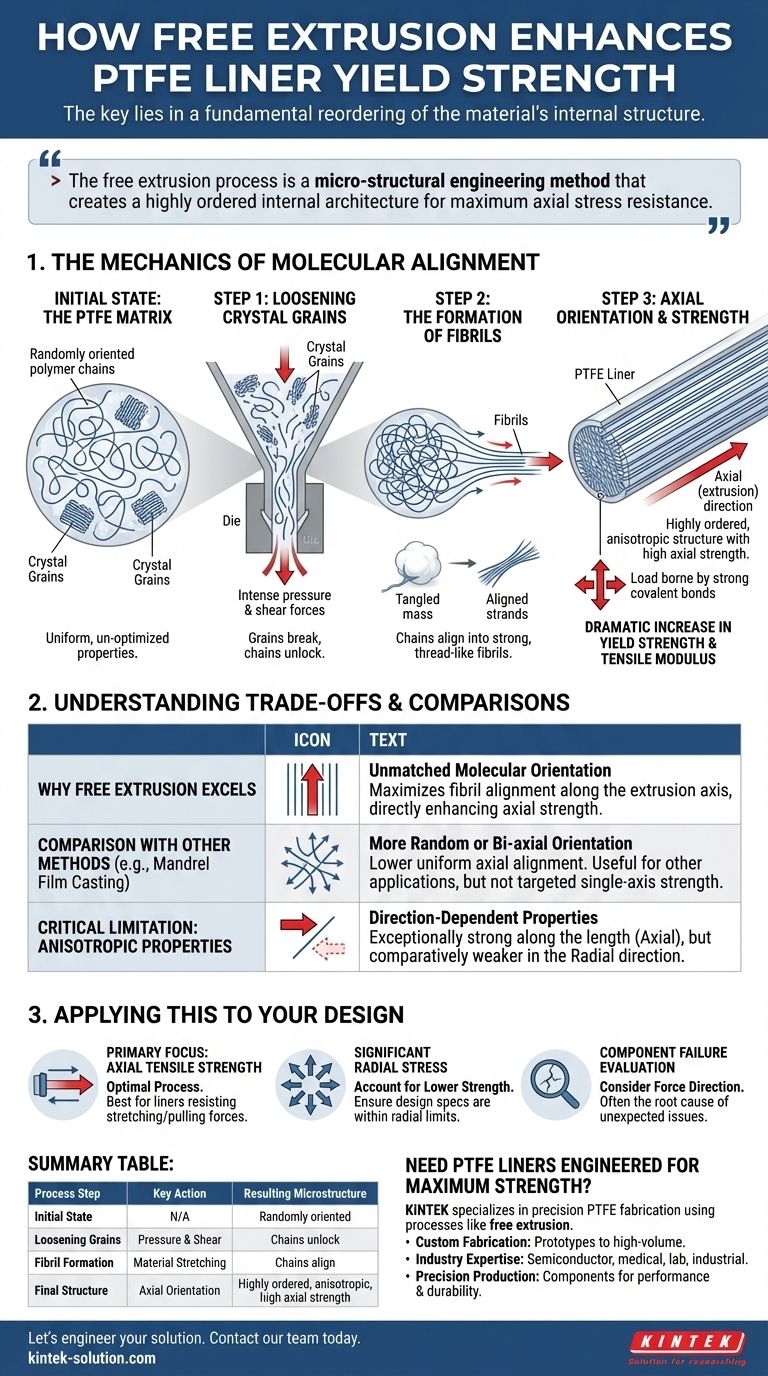
До экструзии материал ПТФЭ состоит из длинных молекулярных цепей. Эти цепи частично организованы в плотные, сложенные структуры, известные как кристаллические зерна, которые встроены в менее упорядоченную, аморфную матрицу. В этом состоянии цепи ориентированы случайным образом, что придает материалу однородные, но неоптимальные свойства во всех направлениях.
Этап 1: Разрыхление кристаллических зерен
Когда ПТФЭ проталкивается через экструзионную фильеру, прикладываются интенсивное давление и сдвиговые усилия. Это подводимое усилие эффективно разрыхляет и начинает разрушать плотно упакованные кристаллические зерна. Этот этап имеет решающее значение, поскольку он «разблокирует» сложенные молекулярные цепи, делая их доступными для переориентации.
Этап 2: Образование фибрилл
После разрушения кристаллической структуры текучий материал начинает растягиваться. Отдельные молекулярные цепи ПТФЭ вытягиваются из своего сложенного состояния и выравниваются по направлению потока. Этот процесс создает фибриллы — чрезвычайно тонкие, нитевидные структуры, состоящие из высокоориентированных полимерных цепей.
Представьте, что вы растягиваете ватный шарик. Сначала волокна представляют собой спутанную, случайную массу. Когда вы тянете, волокна начинают выравниваться в направлении натяжения, образуя более прочную и связную нить.
Этап 3: Осевая ориентация и прочность
Фибриллы располагаются параллельно осевому (экструзионному) направлению. Это создает высокоупорядоченную квазикристаллическую структуру по всей футеровке.
Когда натяжение прикладывается вдоль оси футеровки, нагрузка теперь воспринимается прочными ковалентными связями вдоль остовов этих выровненных молекулярных цепей. Это гораздо эффективнее, чем тянуть за случайную сеть, где сила просто распутала бы спутанные цепи. В результате происходит резкое увеличение предела текучести и модуля упругости материала вдоль этой конкретной оси.
Понимание компромиссов и сравнений
Ни один производственный процесс не является универсально превосходящим; каждый сопряжен с компромиссами. Выбор свободного выдавливания является преднамеренным и направлен на оптимизацию для конкретного типа производительности.
Почему свободное выдавливание превосходит
Основное преимущество свободного выдавливания для футеровок из ПТФЭ — его непревзойденная способность производить высокую степень молекулярной ориентации. По сравнению с другими методами, он максимизирует выравнивание фибрилл вдоль оси выдавливания, что напрямую отвечает за повышенную осевую прочность.
Сравнение с другими методами
Такие методы, как экструзия на оправке или литье пленок, не достигают такого же уровня равномерной осевой ориентации. Применяемые силы различны, что часто приводит к более случайной или двухосной (двунаправленной) ориентации. Хотя эти методы полезны для других применений, они не обеспечивают целенаправленного повышения прочности по одной оси, которое дает свободное выдавливание.
Критическое ограничение: Анизотропные свойства
Это целенаправленное упрочнение достигается ценой: материал становится анизотропным. Это означает, что его свойства зависят от направления.
Хотя футеровка становится исключительно прочной вдоль своей длины (осевое направление), она будет сравнительно слабее в радиальном направлении (перпендикулярно длине). Любая сила, пытающаяся расколоть стенку футеровки, встретит гораздо меньшее сопротивление, поскольку она действует между фибриллами, а не вдоль них.
Применение этого в вашем дизайне
Понимание этого принципа позволяет вам более точно определять или оценивать компоненты. Ваше решение должно руководствоваться основными напряжениями, которым будет подвергаться компонент в своем применении.
- Если ваш основной фокус — осевая прочность на растяжение: Свободное выдавливание является оптимальным процессом для создания футеровок, которые должны сопротивляться растяжению или тянущим силам вдоль их длины.
- Если ваше применение включает значительные радиальные нагрузки: Вы должны учитывать меньшую прочность в этом направлении и убедиться, что ваши проектные спецификации соответствуют пределам материала.
- Если вы оцениваете отказ компонента: Всегда учитывайте направление приложенной силы относительно направления выдавливания, так как это часто является коренной причиной неожиданных проблем с производительностью.
Понимая связь между производственным процессом и молекулярной структурой, вы можете гарантировать, что ваши компоненты точно спроектированы для их предполагаемой функции.
Сводная таблица:
| Этап процесса | Ключевое действие | Результирующая микроструктура |
|---|---|---|
| Начальное состояние | Н/П | Случайно ориентированные полимерные цепи в матрице |
| Разрыхление зерен | Давление и сдвиг в фильере | Кристаллические зерна разрушаются, цепи разблокируются |
| Формирование фибрилл | Растяжение материала | Цепи выстраиваются в прочные, нитевидные фибриллы |
| Конечная структура | Осевая ориентация | Высокоупорядоченная, анизотропная структура с высокой осевой прочностью |
Нужны футеровки из ПТФЭ, спроектированные для максимальной прочности?
В KINTEK мы специализируемся на прецизионной обработке ПТФЭ, используя такие процессы, как свободное выдавливание, для поставки компонентов с превосходными механическими свойствами. Наш опыт гарантирует, что ваши футеровки, уплотнения и лабораторная посуда идеально соответствуют требованиям к нагрузкам вашего применения.
Мы предоставляем:
- Изготовление на заказ: От прототипов до крупносерийных заказов.
- Отраслевая экспертиза: Обслуживание полупроводниковой, медицинской, лабораторной и промышленной отраслей.
- Прецизионное производство: Компоненты, созданные для производительности и долговечности.
Давайте спроектируем ваше решение. Свяжитесь с нашей командой сегодня, чтобы обсудить требования вашего проекта.
Визуальное руководство
Связанные товары
- Сменная вставка из высокочистого ПТФЭ для микроволновых стаканов для разложения проб, предназначенная для подготовки проб кислотным методом и микроанализа
- Ёмкость для микроволновой минерализации высокой чистоты из PTFE для анализа почв и пищевых продуктов — вкладыши для подготовки проб из кислотостойкого фторполимера
- Ёмкости для микроволновой дигестии высокой чистоты из ТФМ, вкладыши для выпаривания кислот из ПТФЭ, лабораторные реакционные контейнеры, аналог отечественной системы GT-400
- Изготовление на заказ втулок и полых стержней из ПТФЭ для передовых применений
- Высокотемпературный химически стойкий шприц на 50 мл из ПТФЭ с резьбовым уплотнением для следового анализа
Люди также спрашивают
- Каковы операционные преимущества использования сосудов для микроволнового разложения? Повышение производительности и точности
- Какие функции безопасности обычно интегрируются в микроволновые дигестионные кюветы? Обеспечение безопасности лабораторий при работе с высоким давлением
- Как микроволновые сосуды для дигестии поддерживают тестирование фармацевтических продуктов на элементные примеси? Достижение точного соответствия требованиям USP
- Как конструкция микроволновых систем разложения с закрытым сосудом улучшает подготовку проб? Раскройте потенциал превосходного анализа следовых количеств
- Каковы возможности температур и давления для сосудов для микроволнового разложения? Максимизируйте эффективность подготовки лабораторных проб



















