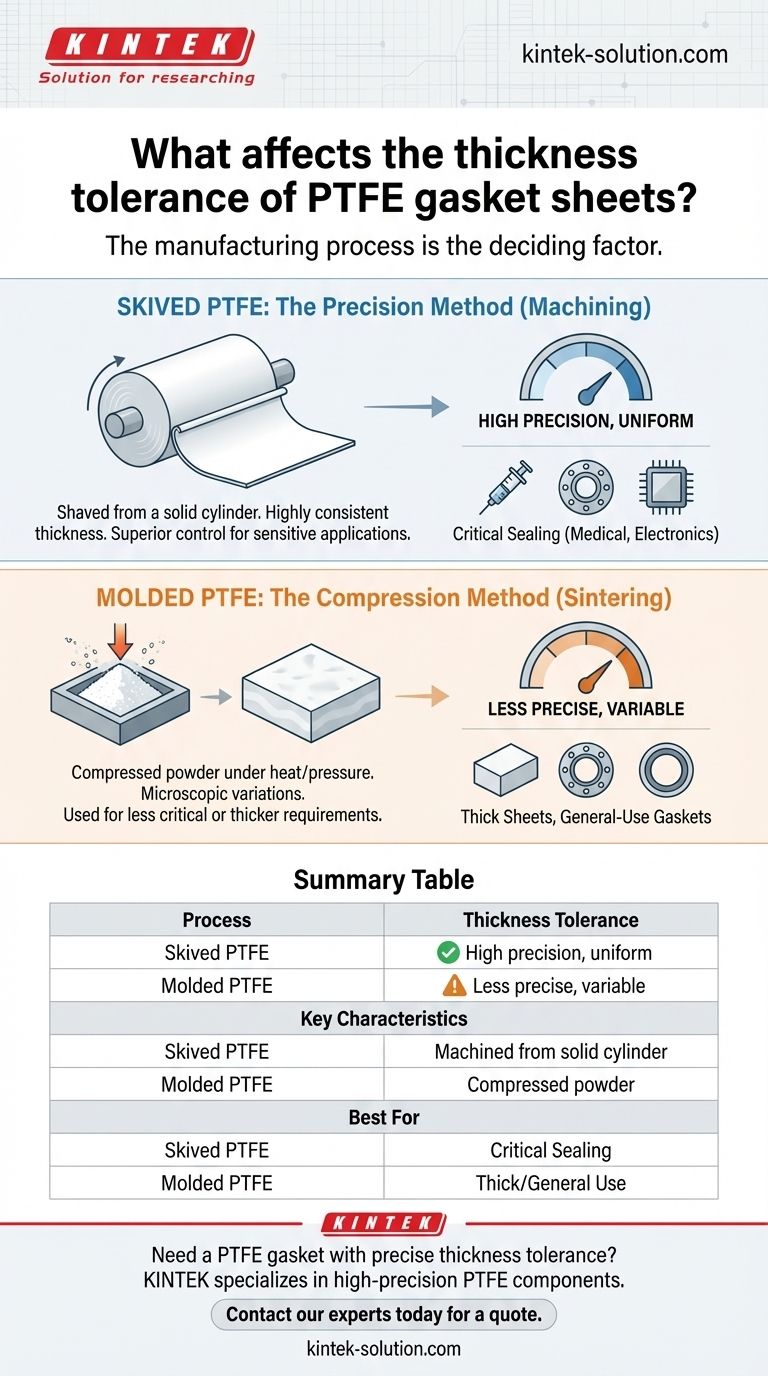
На допуск по толщине листа прокладки из ПТФЭ почти полностью влияет производственный процесс. Два основных метода — соскабливание (skiving) и формование (molding) — дают листы с отчетливо разными уровнями однородности, что делает выбор процесса самым важным фактором для достижения желаемого допуска.
Основная проблема — это компромисс между точностью и применением. Соскабливаемый ПТФЭ (Skived PTFE) обеспечивает превосходный контроль толщины, подходящий для чувствительных применений в герметизации, в то время как формованный ПТФЭ (Molded PTFE) используется для менее критичных требований или для более толстых изделий.

Решающая роль производства в допуске
Чтобы понять, почему толщина варьируется, сначала нужно понять, как изготавливаются листы. Физический процесс, используемый для формирования листа, устанавливает границы того, насколько точным может быть конечный продукт.
Соскабливаемый ПТФЭ: Метод высокой точности
Соскабливание — это процесс механической обработки. Он включает соскабливание или снятие тонкой непрерывной пленки с большого сплошного цилиндра спеченного ПТФЭ.
Этот метод аналогичен тому, как станок для производства шпона срезает тонкий слой древесины с бревна. Поскольку он полагается на контролируемое механическое режущее действие, соскабливание дает листы с высоко однородной и постоянной толщиной по всей их поверхности.
Формованный ПТФЭ: Метод сжатия
Формование включает сжатие порошка ПТФЭ в определенную форму (например, блок или лист) под высоким давлением и температурой — процесс, называемый спеканием.
Хотя этот метод сжатия эффективен, он может вносить микроскопические изменения в плотность и течение материала внутри формы. Это приводит к тому, что конечный лист имеет менее точный допуск по толщине по сравнению с соскабливаемым листом.
Понимание практических компромиссов
Выбор производственного метода зависит не только от допуска. Правильный выбор зависит от баланса между необходимостью точности и другими конструктивными ограничениями, такими как толщина и стоимость.
Когда точность имеет первостепенное значение
Для критически важных применений в области герметизации фланцев, электроники или медицинских устройств постоянная толщина прокладки не подлежит обсуждению. Неровная прокладка может привести к непостоянному давлению герметизации и, в конечном итоге, к путям утечки.
В этих сценариях превосходный допуск соскабливаемого ПТФЭ является единственным надежным выбором.
Когда приоритетом является толщина
Процесс соскабливания по своей природе ограничен производством более тонких листов. Если ваше применение требует очень толстого блока или плиты из ПТФЭ, они почти наверняка были изготовлены методом формования.
Формование является стандартным методом для создания заготовок, стержней и толстых листов, которые часто затем обрабатываются для получения конечных деталей. Здесь первоначальный допуск по толщине менее важен, чем объемные свойства материала.
Как указать нужные параметры для вашей цели
Выбор правильного материала требует согласования потребностей вашего применения с возможностями производственного процесса.
- Если ваш главный приоритет — надежная герметизация и жесткий допуск: Вы должны указать соскабливаемые листы ПТФЭ, чтобы обеспечить постоянную толщину и производительность.
- Если ваш главный приоритет — создание толстой детали или прокладки общего назначения: Формованный лист ПТФЭ часто бывает достаточным и может быть единственным вариантом для значительных толщин.
Понимая, как изготавливается материал, вы можете уверенно указать именно тот лист ПТФЭ, который требуется для вашей конструкции.
Сводная таблица:
| Производственный процесс | Допуск по толщине | Ключевые характеристики | Лучше всего подходит для |
|---|---|---|---|
| Соскабливаемый ПТФЭ (Skived PTFE) | Высокая точность, однородный | Обработан из сплошного цилиндра | Критические применения в герметизации (фланцы, медицинские устройства, электроника) |
| Формованный ПТФЭ (Molded PTFE) | Менее точный, изменчивый | Спрессованный порошок ПТФЭ под воздействием тепла/давления | Толстые листы, блоки, прокладки общего назначения |
Нужна прокладка из ПТФЭ с точным допуском по толщине для вашего критического применения?
В KINTEK мы специализируемся на производстве высокоточных компонентов из ПТФЭ, включая индивидуальные прокладки, уплотнения и футеровки. Независимо от того, требует ли ваш проект в полупроводниковой, медицинской или лабораторной отрасли превосходной однородности соскабливаемого ПТФЭ или объемных свойств формованного ПТФЭ, мы поставляем именно те характеристики, которые вам нужны.
Мы уделяем первостепенное внимание точному производству и предлагаем изготовление на заказ от прототипов до крупносерийных заказов, чтобы обеспечить идеальное уплотнение и надежную работу.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши требования к прокладкам из ПТФЭ и получить расчет стоимости!
Визуальное руководство
Связанные товары
- Индивидуальные изоляционные прокладки из ПТФЭ и коррозионностойкие уплотнения из фторополимеров для промышленных электротехнических применений
- Заказные изоляционные прокладки из ПТФЭ, коррозионностойкие уплотнения из тефлона, изготовленные на заказ детали из инженерных пластиков
- Настраиваемые термостойкие антистатические изолирующие прокладки из ПТФЭ, огнестойкие, устойчивые к коррозии промышленные уплотнения
- Кран из ПТФЭ с высокой коррозионной стойкостью, вентиль из политетрафторэтилена для химических бочек и систем передачи жидкостей, промышленный класс с возможностью настройки
- Индивидуальные термоизоляционные рукава из ПТФЭ, конденсационные рубашки для лабораторных сосудов, детали из первичного фторполимера, изготовленные механической обработкой
Люди также спрашивают
- Какие методы производства используются для изготовления прокладок из ПТФЭ? Выберите правильный процесс для идеального уплотнения
- Почему симметрия и баланс важны при установке уплотнений прокладок из ПТФЭ? Обеспечьте идеальное герметичное уплотнение
- Какие три основных типа ПТФЭ доступны для прокладок и уплотнений? Выберите правильный материал для вашего применения
- Каковы ключевые свойства ПТФЭ, которые делают его подходящим для уплотнений и прокладок? Раскройте превосходные характеристики уплотнений
- Как ПТФЭ используется в уплотнениях и прокладках? Используйте его химическую и температурную стойкость



















