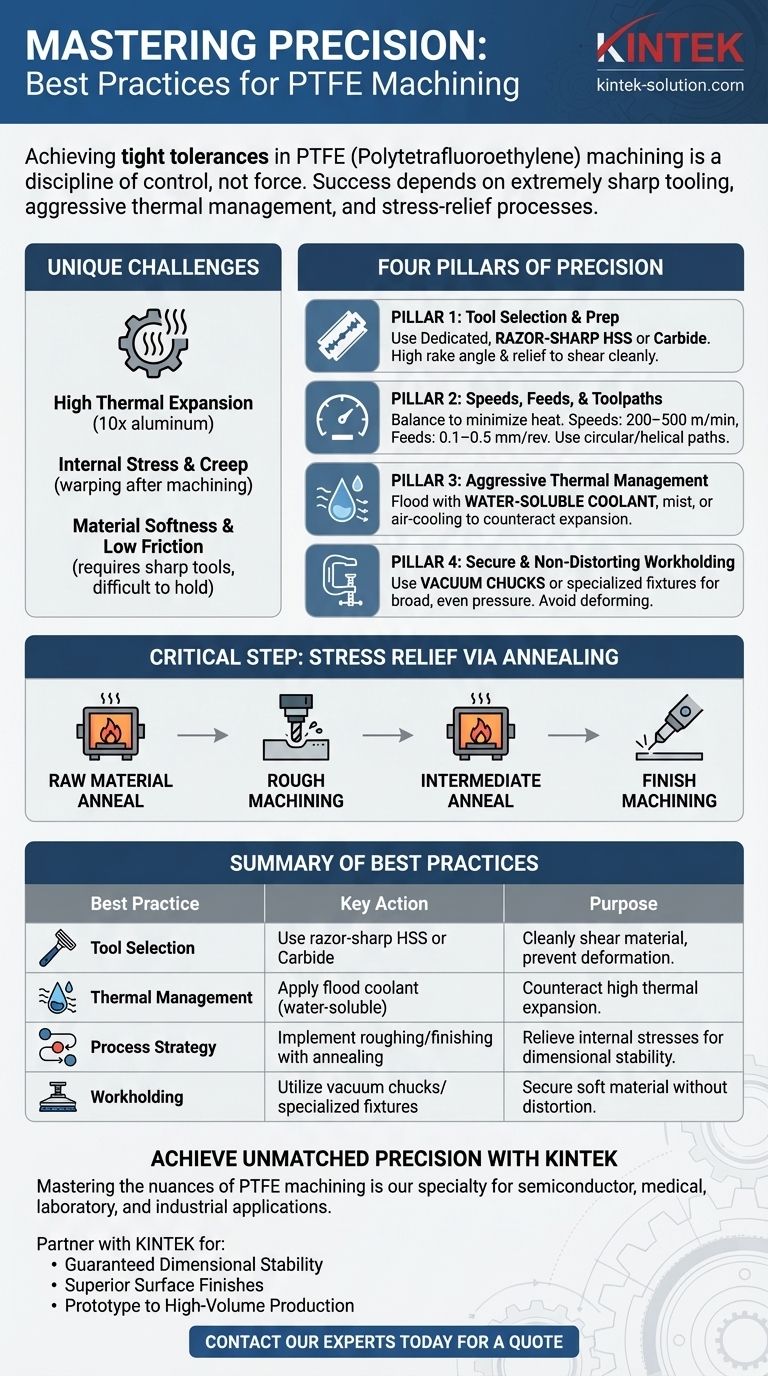
Достижение жестких допусков при механической обработке политетрафторэтилена (ПТФЭ) — это дисциплина контроля, а не силы. Успех зависит от сочетания чрезвычайно острого инструмента, агрессивного управления температурой для противодействия высокой скорости расширения материала и процессов снятия напряжений, таких как отжиг, для обеспечения размерной стабильности. Ключ в том, чтобы контролировать присущую материалу нестабильность на каждом этапе процесса.
Основная проблема обработки ПТФЭ заключается не в его твердости, а в его мягкости и нестабильности. Каждая лучшая практика разработана для преодоления его высокого теплового расширения, внутренних напряжений и склонности к деформации под давлением резания.

Понимание уникальных проблем обработки ПТФЭ
Прежде чем применять методы, вы должны понять свойства, которые делают ПТФЭ (часто известный под торговой маркой Тефлон) печально известным своей сложностью в точной обработке.
Высокое тепловое расширение
Коэффициент теплового расширения ПТФЭ примерно в десять раз превышает коэффициент алюминия. Это означает, что даже небольшое количество тепла, выделяемого при резке, вызывает значительное расширение материала.
Деталь, обработанная по идеальным спецификациям в теплом состоянии, сожмется и выйдет из допуска по мере остывания до температуры окружающей среды.
Внутреннее напряжение и ползучесть
Процесс, используемый для создания заготовок ПТФЭ (таких как стержни или листы), оставляет после себя внутренние напряжения. По мере удаления материала вы снимаете эти напряжения неравномерно.
Это высвобождение может вызвать коробление, прогиб или деформацию материала, часто через часы или даже дни после завершения обработки.
Это явление известно как ползучесть напряжений.
Мягкость материала и низкое трение
ПТФЭ — мягкий материал, требующий исключительно острых инструментов для достижения чистого срезающего действия. Тупой инструмент не режет, а скорее толкает или вспахивает материал, что приводит к плохому качеству поверхности и размерным неточностям.
Его низкий коэффициент трения (скользкость) также затрудняет надежное удержание без его деформации.
Столпы точной обработки ПТФЭ
Для противодействия этим проблемам ваш процесс обработки должен быть построен на четырех различных столпах.
Столп 1: Выбор и подготовка инструмента
Самым важным фактором является острота вашего режущего инструмента. Острое режущее ребро чисто срезает материал, а не деформирует его.
Используйте специализированные инструменты из быстрорежущей стали (HSS) или карбида. Инструмент должен быть заточен до бритвенной остроты с большим углом наклона и значительным задним углом, чтобы предотвратить трение.
Столп 2: Стратегические скорости, подачи и траектории инструмента
Вы должны сбалансировать скорости и подачи, чтобы минимизировать тепловыделение, обеспечивая при этом чистый рез.
Начните с режущих скоростей около 200–500 м/мин и подач 0,1–0,5 мм/об. Это отправные точки; корректируйте их в зависимости от конкретной геометрии детали и жесткости станка.
Используйте круговые или винтовые траектории инструмента, чтобы минимизировать контакт инструмента и вибрацию. Избегайте агрессивных проходов на полную ширину, которые вызывают чрезмерное напряжение и тепло в заготовке.
Столп 3: Агрессивное управление температурой
Контроль температуры является обязательным условием. Цель состоит в том, чтобы отводить тепло так же быстро, как оно генерируется.
Обильный поток водорастворимой охлаждающей жидкости очень эффективен. Для определенных применений также могут подойти системы распыления или прямое воздушное охлаждение для предотвращения накопления тепла и удаления стружки.
Столп 4: Надежное и неискажающее закрепление заготовки
Ваше приспособление должно надежно удерживать заготовку из ПТФЭ, чтобы предотвратить любое движение во время обработки.
Используйте специализированные приспособления или вакуумные патроны, которые обеспечивают широкое, равномерное давление зажима. Это предотвращает смятие или деформацию мягкого материала, что испортит конечные размеры.
Критический шаг: снятие напряжений путем отжига
Для самой точной работы одной только механической обработки недостаточно. Отжиг — это процесс термообработки, который нормализует материал, снимая внутренние напряжения.
Почему необходим отжиг
Нагревая ПТФЭ до определенной температуры, выдерживая его и затем медленно охлаждая, вы позволяете внутренней структуре материала расслабиться. Это создает гораздо более стабильную заготовку, которая с меньшей вероятностью деформируется после обработки.
Когда отжигать
Общепринятой лучшей практикой для деталей с жесткими допусками является многоступенчатый процесс:
- Отожгите исходный материал заготовки.
- Выполните черновую обработку, оставив небольшое количество материала для чистового прохода.
- Снова отожгите деталь, чтобы снять напряжения, вызванные черновыми операциями.
- Выполните финальный чистовой проход, чтобы довести деталь до конечных размеров.
Распространенные ошибки, которых следует избегать
Ошибки при обработке ПТФЭ случаются часто, потому что требуемый подход часто противоречит интуиции по сравнению с работой с металлами.
Использование тупого или неподходящего инструмента
Это самая частая ошибка. Инструмент, который кажется острым на ощупь, может быть недостаточно острым для ПТФЭ. Результатом является размазывание материала, «липкая» поверхность и неспособность удержать размер.
Игнорирование накопления тепла
Обработка ПТФЭ без какого-либо охлаждения — это путь к неудаче. Деталь неизбежно расширится во время резания и будет меньше по размеру после остывания.
Неадекватное закрепление заготовки
Если деталь может даже немного сместиться или вибрировать в приспособлении, все остальные усилия по обеспечению точности напрасны. Скользкость ПТФЭ делает это значительным риском.
Нереалистичные ожидания по допускам
Хотя жесткие допуски достижимы, присущие ПТФЭ свойства означают, что существуют практические пределы. Конструкция детали всегда должна учитывать высокое тепловое расширение материала и потенциал ползучести.
Выбор правильного подхода для вашего применения
Адаптируйте свой подход в зависимости от наиболее критичного требования к готовой детали.
- Если ваш основной фокус — размерная стабильность сложных деталей: Приоритетом должен быть многоступенчатый процесс с отжигом между черновыми и чистовыми проходами.
- Если ваш основной фокус — достижение наилучшей чистоты поверхности: Используйте чрезвычайно острый, специализированный инструмент с постоянной подачей охлаждающей жидкости в большом объеме.
- Если ваш основной фокус — согласованность в ходе производственного цикла: Внедрите строгий контроль температуры окружающей среды и используйте высокоточные измерительные инструменты, такие как КИМ, для проверки вашей установки и процесса.
Освоение этих принципов превращает проблему обработки ПТФЭ из разочаровывающего искусства в повторяемую науку.
Сводная таблица:
| Лучшая практика | Ключевое действие | Цель |
|---|---|---|
| Выбор инструмента | Используйте бритвенно-острые инструменты из HSS или карбида | Чисто срезать материал, предотвратить деформацию |
| Управление температурой | Применяйте затопленное охлаждение (например, водорастворимое) | Противодействовать высокому тепловому расширению |
| Стратегия процесса | Внедряйте черновую/чистовую обработку с отжигом | Снимать внутренние напряжения для размерной стабильности |
| Закрепление заготовки | Используйте вакуумные патроны или специализированные приспособления | Надежно удерживать мягкий материал без деформации |
Достигните непревзойденной точности в ваших компонентах из ПТФЭ с KINTEK
Освоение тонкостей обработки ПТФЭ — наша специальность. Для полупроводниковой, медицинской, лабораторной и промышленной сфер применения, где точность не подлежит обсуждению, KINTEK обеспечивает результат.
Мы используем именно те лучшие практики, которые описаны здесь — от агрессивного управления температурой до стратегического отжига для снятия напряжений — для производства высокоэффективных уплотнений, футеровок, лабораторной посуды и заказных компонентов из ПТФЭ, которые соответствуют вашим самым строгим спецификациям.
Сотрудничайте с KINTEK для:
- Гарантированной размерной стабильности: Наши контролируемые процессы гарантируют, что ваши детали остаются в пределах допуска, преодолевая присущие ПТФЭ проблемы.
- Превосходной чистоты поверхности: Достигайте чистых, функциональных поверхностей, требуемых вашим применением.
- От прототипа до крупносерийного производства: Мы масштабируем нашу точность в соответствии с вашими потребностями, обеспечивая согласованность каждого заказа.
Давайте разработаем ваше решение. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваш проект и получить ценовое предложение.
Визуальное руководство
Связанные товары
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Пользовательские механически обработанные формованные PTFE тефлоновые части производителя для лабораторных ITO FTO проводящих стекол очищая корзину цветка
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
Люди также спрашивают
- Как обычно изготавливают лабораторную посуду и аппаратуру из ПТФЭ? Внутри процесса прецизионной механической обработки
- Можно ли изготавливать детали из ПТФЭ по индивидуальному заказу в соответствии с конкретными требованиями? Создание прецизионных индивидуальных компонентов из ПТФЭ
- Что делает обработанный ПТФЭ пригодным для промышленного применения? Непревзойденная производительность в экстремальных условиях
- Как ведут себя контейнеры из политетрафторэтилена (ПТФЭ) в отношении газопроницаемости? Экспертные выводы о поглощении растворителей
- Каковы некоторые распространенные области применения обработанного ПТФЭ? Используйте его уникальные свойства для требовательных применений



















