Для достижения жестких допусков при обработке тефлона (ПТФЭ) необходимо использовать исключительно острые инструменты, внедрять тщательное управление тепловым режимом с помощью охлаждающих жидкостей, отжигать материал для снятия напряжения и использовать специализированные приспособления, предотвращающие деформацию. Эти шаги напрямую противодействуют присущей ПТФЭ мягкости, высокому тепловому расширению и склонности к ползучести под давлением, которые являются основными препятствиями на пути к точности.
Успех в обработке ПТФЭ заключается не в том, чтобы заставить материал подчиниться; он заключается в учете его уникальных свойств. Основная проблема заключается в управлении его экстремальным тепловым расширением и мягкостью, что требует стратегии, сосредоточенной на чистом срезе, постоянном контроле температуры и снятии напряжения.

Понимание основных проблем при обработке ПТФЭ
Прежде чем применять лучшие практики, важно понять, почему ПТФЭ так сложно обрабатывать. Его свойства фундаментально отличаются от металлов и большинства других пластмасс.
Проблема мягкости и деформации
ПТФЭ чрезвычайно мягкий и имеет низкий коэффициент трения. Это означает, что тупые инструменты не смогут чисто его разрезать; они будут толкать и деформировать материал, что приведет к плохому качеству поверхности и неточным размерам.
Более того, стандартные методы зажима или удержания заготовки могут легко раздавить или исказить деталь, уничтожая любые шансы на достижение жестких допусков еще до первого реза.
Пара обоюдоострого меча: Тепловые свойства
У ПТФЭ есть два тепловых свойства, которые создают значительную проблему. Во-первых, его коэффициент теплового расширения очень высок — почти в десять раз выше, чем у стали. Любое тепло, выделяемое при обработке, приведет к значительному расширению материала.
Во-вторых, он обладает очень низкой теплопроводностью. Это означает, что тепло, генерируемое режущим инструментом, не рассеивается по всему материалу. Вместо этого оно концентрируется в точке реза, вызывая локальное расширение и делая точные измерения невозможными до тех пор, пока деталь полностью не остынет и не стабилизируется.
Влияние внутреннего напряжения
Процесс изготовления исходного сырья ПТФЭ вызывает внутренние напряжения. При механической обработке, по мере удаления материала, эти напряжения снимаются неравномерно, заставляя деталь коробиться и смещаться непредсказуемым образом. Это делает удержание жестких допусков на готовой детали чрезвычайно сложным без надлежащего снятия напряжения.
Столпы прецизионной обработки ПТФЭ
Успешная стратегия обработки ПТФЭ строится на нескольких основных принципах, которые напрямую решают проблемы его свойств.
Столп 1: Выбор и геометрия инструмента
Самым важным фактором является острота инструмента. Инструменты должны быть заточены до бритвенной остроты, чтобы чисто срезать материал, а не толкать его.
Рекомендуются твердосплавные, напаянные стеллитом или даже алмазные инструменты благодаря их способности сохранять острую кромку. Высокий положительный угол наклона (rake angle) помогает отводить стружку от заготовки, уменьшая трение и накопление тепла.
Столп 2: Управление тепловым режимом и охлаждающими жидкостями
Строгий контроль температуры не подлежит обсуждению. Цель состоит в том, чтобы удалять тепло так же быстро, как оно генерируется, чтобы предотвратить влияние теплового расширения на точность размеров.
Полнопоточная водорастворимая охлаждающая жидкость очень эффективна. В качестве альтернативы можно использовать системы подачи сжатого воздуха или тумана для управления теплом и, что не менее важно, для удаления стружки, которая может застрять и поцарапать мягкую поверхность.
Столп 3: Оптимизированные скорости и подачи
Общий подход заключается в использовании высоких скоростей резания в сочетании с контролируемыми скоростями подачи. Высокие обороты шпинделя помогают обеспечить чистый срез, в то время как умеренная скорость подачи предотвращает чрезмерное давление инструмента, которое может деформировать деталь.
Нахождение правильного баланса является ключом к достижению хорошей чистоты поверхности без выделения избыточного тепла.
Столп 4: Надежное удержание заготовки при низком давлении
Приспособления должны быть разработаны специально для ПТФЭ. Используйте приспособления, которые охватывают большую площадь детали, чтобы равномерно распределить усилие зажима.
Избегайте чрезмерного затягивания тисков или патронов. Цель состоит в том, чтобы удерживать деталь достаточно прочно, чтобы противостоять силам резания, но достаточно нежно, чтобы избежать какой-либо деформации.
Критическая роль снятия напряжения (отжига)
Отжиг — это процесс нагрева материала до определенной температуры с последующим медленным охлаждением. Для деталей из ПТФЭ с жесткими допусками это не дополнительный шаг.
Отжиг перед механической обработкой
Отжиг исходного сырья ПТФЭ перед обработкой имеет решающее значение для стабилизации материала. Этот процесс снимает внутренние напряжения, возникшие при производстве, обеспечивая более предсказуемую и размерно стабильную заготовку для начала работы.
Отжиг после механической обработки
После чернового фрезерования может быть выполнен второй цикл отжига для снятия напряжений, вызванных процессом резания. Это особенно важно для деталей со сложной геометрией или чрезвычайно жесткими допусками, поскольку это гарантирует, что готовая деталь не покоробится и не изменит размеры со временем.
Понимание компромиссов и ограничений
Даже при идеальной технике важно признать присущие материалу ограничения.
Внутренняя нестабильность материала
Из-за высокого теплового расширения и склонности к ползучести под напряжением (медленной деформации под нагрузкой) ПТФЭ не идеален для компонентов, требующих абсолютной долгосрочной стабильности размеров по сравнению с такими материалами, как сталь или PEEK. Допуски должны быть установлены реалистично.
Более низкая механическая прочность
ПТФЭ обладает относительно низкой прочностью на растяжение и сжатие по сравнению с другими конструкционными полимерами, такими как нейлон или Delrin. Он выбирается за его смазывающую способность и химическую стойкость, а не за механическую прочность.
Безопасность и выделение паров
Критическим аспектом безопасности является то, что ПТФЭ выделяет токсичные пары при воздействии температур выше 500°F (260°C). Процессы обработки должны контролироваться таким образом, чтобы температуры оставались значительно ниже этого порога.
Практический контрольный список для вашего следующего проекта из ПТФЭ
Используйте эти рекомендации, чтобы сопоставить вашу стратегию обработки с вашей основной целью.
- Если ваш основной фокус — максимальная точность и стабильность: Вы должны включить в свой процесс циклы отжига как до, так и после механической обработки.
- Если ваш основной фокус — превосходная чистота поверхности: Отдавайте приоритет исключительно острым инструментам с высоким положительным углом наклона и используйте постоянную полнопоточную или туманную охлаждающую жидкость для немедленного удаления стружки.
- Если ваш основной фокус — предотвращение деформации детали: Разработайте специализированные приспособления с низким усилием зажима и минимизируйте давление инструмента, используя острые инструменты и контролируемые скорости подачи.
Освоение этих принципов превращает ПТФЭ из сложного материала в предсказуемый и надежный компонент для высокопроизводительных применений.
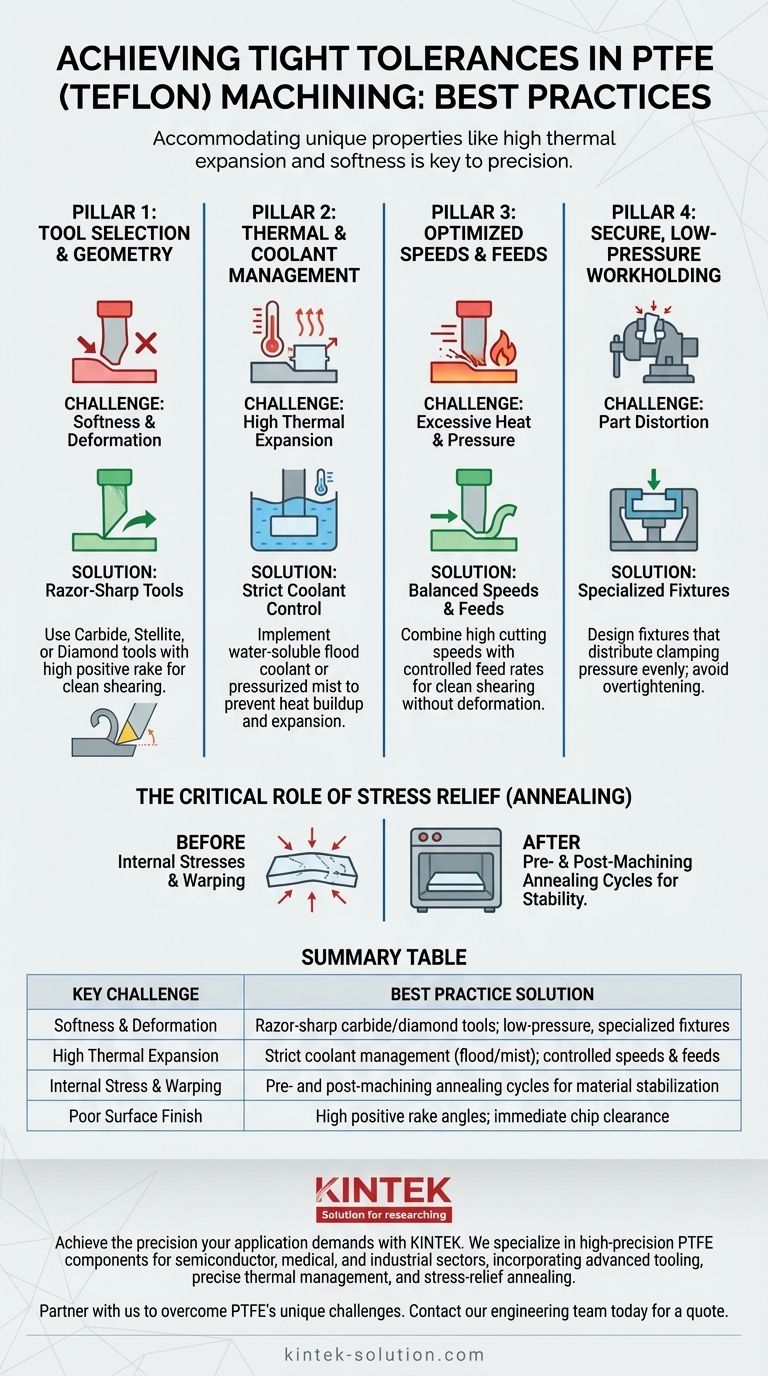
Сводная таблица:
| Ключевая проблема | Лучшее практическое решение |
|---|---|
| Мягкость и деформация | Инструменты из карбида/алмаза с остротой бритвы; специализированные приспособления с низким давлением |
| Высокое тепловое расширение | Строгое управление охлаждающей жидкостью (полнопоточная/туманная); контролируемые скорости и подачи |
| Внутреннее напряжение и коробление | Циклы отжига до и после обработки для стабилизации материала |
| Плохая чистота поверхности | Высокие положительные углы наклона; немедленное удаление стружки для предотвращения царапин |
Достигните точности, требуемой вашим применением, с KINTEK.
Обработка ПТФЭ с жесткими допусками требует специального опыта и скрупулезного внимания к деталям — именно то, что мы предоставляем. В KINTEK мы производим высокоточные компоненты из ПТФЭ (уплотнения, футеровки, лабораторное оборудование и многое другое) для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Наш процесс включает в себя важнейшие лучшие практики, описанные здесь, включая передовые инструменты, точное управление тепловым режимом и отжиг для снятия напряжения, чтобы гарантировать, что ваши детали соответствуют точным спецификациям и надежно работают.
Независимо от того, нужны ли вам прототипы или крупносерийное производство, мы сотрудничаем с вами для преодоления уникальных проблем ПТФЭ. Давайте обсудим требования вашего проекта и то, как мы можем обеспечить необходимую вам точность.
Свяжитесь с нашей командой инженеров сегодня для получения ценового предложения
Визуальное руководство
Связанные товары
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Настраиваемый реактор из политетрафторэтилена (PTFE) и коррозионностойкая колба Тефлон
- Коррозионностойкий диспергирующий диск из ПТФЭ и высокотемпературная мешальная лопасть с пропеллером для лабораторного перемешивания химических реактивов
- Изготовленные на заказ шарики из ПТФЭ-тефлона для передовых промышленных применений
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
Люди также спрашивают
- В каких отраслях больше всего выигрывают от использования деталей из ПТФЭ, изготовленных на заказ? Решение проблем в экстремальных условиях
- Какие проектные соображения важны для изготовления деталей из ПТФЭ на заказ? Проектирование для производительности и надежности
- В каких отраслях используются детали из ПТФЭ на заказ и для каких целей? Решайте критические задачи с помощью высокоэффективных материалов
- Каковы ключевые преимущества ПТФЭ (PTFE) при индивидуальном изготовлении? Раскройте потенциал производительности в экстремальных условиях
- Каковы ключевые свойства тефлона (ПТФЭ), используемого в изготовленных на заказ деталях? | Достигните максимальной производительности



















