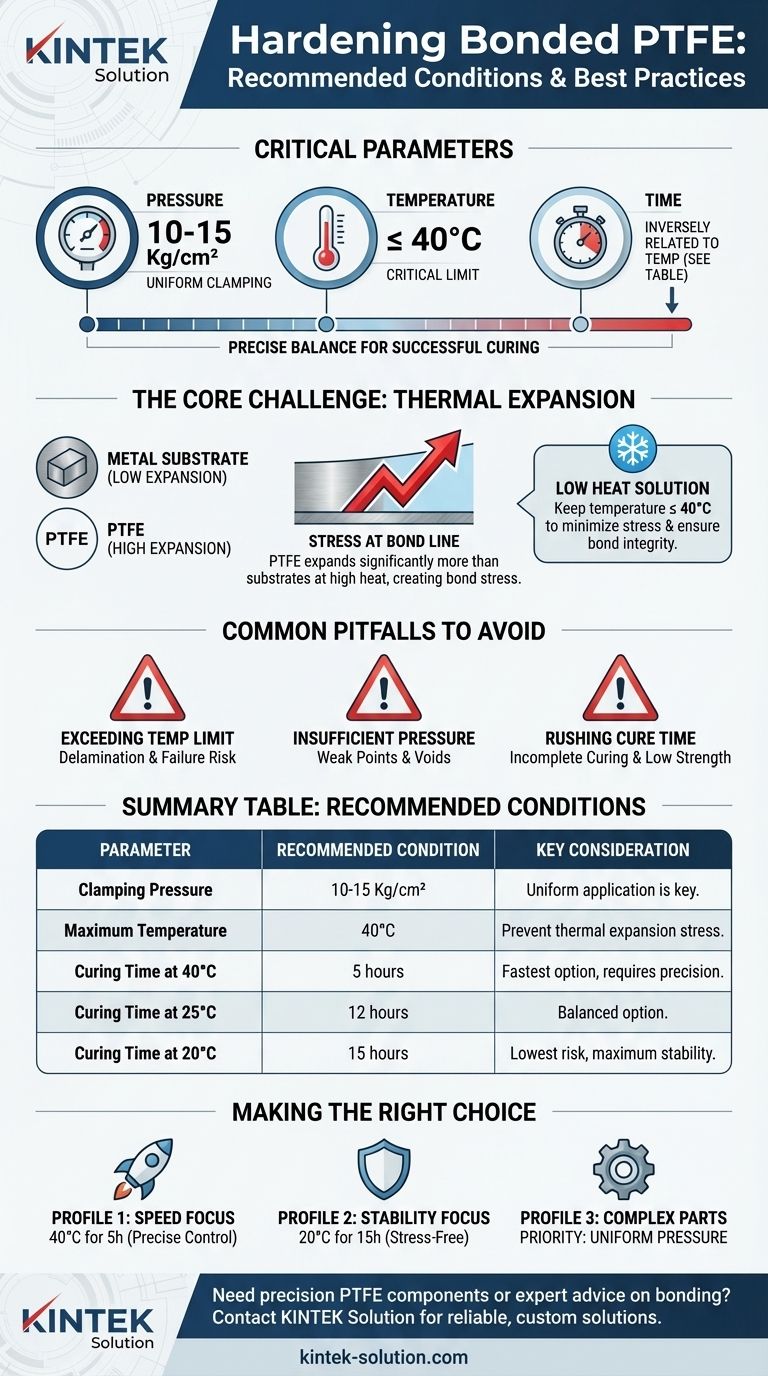
Для успешного отверждения склеенного ПТФЭ необходимо поддерживать точный баланс температуры, давления и времени. Рекомендуемое прижимное усилие составляет 10-15 кг/см², а температура отверждения не должна превышать 40°C. Время отверждения обратно пропорционально температуре: 5 часов при 40°C, 12 часов при 25°C или 15 часов при 20°C.
Основная проблема при отверждении склеенного ПТФЭ заключается не только в полимеризации клея, но и в управлении высокой скоростью теплового расширения материала. Успех зависит от использования низкой температуры и постоянного давления для создания прочного, ненапряженного соединения, которое не разрушится впоследствии.

Критические параметры для отверждения
Для достижения надежного соединения каждый параметр должен тщательно контролироваться. Эти переменные работают вместе, чтобы обеспечить полное отверждение клея без ущерба для целостности сборки.
Контроль температуры не подлежит обсуждению
Самое главное правило — поддерживать температуру отверждения на уровне 40°C или ниже.
Этот строгий предел необходим, поскольку ПТФЭ имеет гораздо более высокий коэффициент теплового расширения, чем материалы, к которым он обычно приклеивается, например, металлы. Превышение этой температуры приводит к значительно большему расширению ПТФЭ по сравнению с подложкой, что создает огромное напряжение в линии склеивания, которое может привести к немедленному или будущему разрушению.
Роль постоянного прижимного усилия
На всю площадь склеивания должно быть равномерно приложено постоянное прижимное усилие в 10-15 кг/см².
Это давление обеспечивает тесный контакт между ПТФЭ, клеем и подложкой. Без него вы рискуете получить пустоты или зазоры в клеевом шве, что приведет к слабым местам, которые поставят под угрозу прочность и надежность конечной сборки.
Взаимосвязь времени и температуры
Время отверждения напрямую зависит от выбранной вами температуры. Приведенные ниже рекомендации формируют профиль отверждения:
- При 20°C (68°F): 15 часов
- При 25°C (77°F): 12 часов
- При 40°C (104°F): 5 часов
Более низкие температуры требуют большего времени, чтобы клей полностью сшился и достиг максимальной прочности. В то время как более высокие температуры ускоряют отверждение, они также приближают вас к критическому порогу теплового расширения.
Понимание основной проблемы: Свойства ПТФЭ
Строгие параметры отверждения являются прямым следствием присущих ПТФЭ физических свойств. Понимание этого контекста является ключом к предотвращению сбоев в процессе.
Почему важно тепловое расширение
Представьте линию склеивания как перетягивание каната. Когда вы нагреваете сборку, ПТФЭ быстро расширяется, а металлическая подложка расширяется медленно. Это несоответствие тянет клеевой слой в противоположных направлениях.
Поддерживая низкую температуру, вы минимизируете интенсивность этого «перетягивания каната», позволяя клею отверждаться в условиях низкого напряжения.
Параллели с механической обработкой ПТФЭ
Та же самая чувствительность к теплу, которая определяет склеивание, также диктует, как обрабатывается ПТФЭ. Механики должны использовать низкую скорость резания и охлаждающие жидкости, чтобы предотвратить накопление тепла.
Чрезмерное тепло при механической обработке заставляет материал расширяться и деформироваться, делая точность невозможной. Этот принцип подтверждает, почему отверждение при низкой температуре необходимо для поддержания стабильности размеров и целостности клеевого шва.
Распространенные ошибки, которых следует избегать
Отклонение от рекомендуемых параметров может привести к разрушению клеевого шва. Вот наиболее распространенные ошибки.
Превышение температурного лимита
Это самая частая причина отказа. Оно создает чрезмерное внутреннее напряжение, которое может привести к расслоению шва во время фазы охлаждения или, что еще хуже, создать скрытый дефект, который проявится при рабочей нагрузке.
Недостаточное или неравномерное давление
Приложение слишком малого или неравномерного давления приводит к неполному склеиванию. Участки с плохим контактом не приклеятся, создавая слабые места, которые со временем могут отслоиться или разойтись.
Спешка с временем отверждения
Сокращение времени отверждения, даже если шов кажется твердым на ощупь, является критической ошибкой. Клей не успеет полностью отвердеть, а это означает, что он не обладает заявленной химической стойкостью и механической прочностью.
Сделайте правильный выбор для вашей цели
Используйте основной приоритет вашего проекта для выбора оптимального профиля отверждения.
- Если ваш главный приоритет — скорость: Отверждайте при максимально допустимой температуре 40°C в течение 5 часов, но убедитесь, что ваше оборудование обеспечивает точный и стабильный контроль температуры.
- Если ваш главный приоритет — максимальная стабильность и минимальный риск: Отверждайте при более низкой температуре окружающей среды, например, 20°C в течение 15 часов, чтобы создать максимально ненапряженное соединение.
- Если вы склеиваете большие или сложные геометрические формы: Ставьте равномерное распределение давления превыше всего, поскольку это наиболее частая причина отказа для несимметричных деталей.
Освоение этих контролируемых условий гарантирует, что вы используете исключительные свойства ПТФЭ, не становясь жертвой его технологических проблем.
Сводная таблица:
| Параметр | Рекомендуемое условие | Ключевое соображение |
|---|---|---|
| Прижимное усилие | 10-15 кг/см² | Должно применяться равномерно по всей поверхности склеивания. |
| Максимальная температура | 40°C | Критически важно для предотвращения напряжений из-за высокого теплового расширения ПТФЭ. |
| Время отверждения при 40°C | 5 часов | Самый быстрый вариант, требует точного контроля температуры. |
| Время отверждения при 25°C | 12 часов | Сбалансированный вариант для многих применений. |
| Время отверждения при 20°C | 15 часов | Наименьший риск, создает наиболее ненапряженное соединение. |
Нужны прецизионные компоненты из ПТФЭ или экспертные консультации по процессам склеивания?
В KINTEK мы производим высококачественные уплотнения, футеровки и лабораторную посуду из ПТФЭ для полупроводниковой, медицинской и промышленной отраслей. Наш опыт в изготовлении на заказ — от прототипов до крупносерийных заказов — гарантирует, что ваши компоненты спроектированы и изготовлены в соответствии с самыми строгими требованиями, включая успешные процессы склеивания.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать ваш проект с помощью надежных решений на основе ПТФЭ.
Визуальное руководство
Связанные товары
- Пользовательский утолщенный лабораторный стакан из ПТФЭ для применений на высокотемпературных плитках
- Индивидуальная утолщенная стакан из ПТФЭ для нагревания на горячей плите, фторполимерная емкость для лабораторий, химически стойкий стакан для дигестии
- Аппарат для конденсационного рефлюкса и сбора газа из ПТФЭ для коррозионной биохимической обработки Настраиваемая высокотемпературная система
- Термоизоляционная муфта из ПТФЭ для защиты от ожогов, опоры для горячих плит, защита лабораторных столов, настраиваемый тепловой барьер
- Настраиваемые термостойкие антистатические изолирующие прокладки из ПТФЭ, огнестойкие, устойчивые к коррозии промышленные уплотнения
Люди также спрашивают
- В каких высокотемпературных применениях используется ПТФЭ? Идеальный полимер для экстремального жара и коррозии
- Каковы преимущества RPTFE по сравнению со стандартным PTFE? Превосходная прочность и долговечность для сложных применений
- Какие факторы необходимо учитывать при выборе трубок из ПТФЭ для работы в условиях высокого давления или высоких температур? — Руководство
- В каких отраслях обычно используется армированный фторопласт (RPTFE) и для каких целей? Повышение долговечности в условиях высоких нагрузок
- Каковы три типа армирования в материалах на основе ПТФЭ? Выберите подходящий материал для вашего применения



















