Основными проблемами при ЧПУ-фрезеровании ПТФЭ являются его мягкость, приводящая к образованию заусенцев, и высокий коэффициент теплового расширения, вызывающий нестабильность размеров. Успешная обработка Политетрафторэтилена (ПТФЭ) требует стратегии, учитывающей эти присущие материалу свойства, с использованием специальных инструментов, настроек и методов обработки.
Основная трудность при обработке ПТФЭ заключается не в его твердости, а в его склонности деформироваться под воздействием тепла и давления. Успех зависит от работы вместе с природой материала путем управления тепловым расширением и механическим напряжением, а не от попыток заставить его подчиниться.

Основная проблема: почему ПТФЭ ведет себя иначе
Чтобы понять проблемы фрезерования ПТФЭ, вы должны сначала понять его фундаментальные свойства. В отличие от жестких металлов или пластиков, поведение ПТФЭ под нагрузкой и температурой определяет всю стратегию обработки.
Анализ мягкости ПТФЭ
ПТФЭ — исключительно мягкий материал. Во время фрезерования тупой или неправильно спроектированный режущий инструмент будет стремиться вдавливать или «размазывать» материал, а не чисто срезать его.
Это вдавливающее действие является основной причиной сильного образования заусенцев, что приводит к плохому качеству поверхности и требует вторичных операций по удалению заусенцев.
Высокий коэффициент теплового расширения
ПТФЭ расширяется и сжимается при изменении температуры гораздо сильнее, чем большинство материалов. Трение от режущего инструмента генерирует локальное тепло, заставляя материал набухать в процессе фрезерования.
Если размеры измеряются, пока деталь еще теплая, после остывания и сжатия она выйдет из допуска. Это делает достижение точности размеров значительной проблемой.
Ползучесть под напряжением и холодная текучесть
ПТФЭ подвержен «ползучести под напряжением», также известной как холодная текучесть. Это означает, что материал будет медленно деформироваться с течением времени при постоянном давлении, даже при комнатной температуре.
Это свойство напрямую влияет на зажим заготовки. Если заготовка зажата слишком сильно в тисках, она сожмется. Деталь может иметь идеальные размеры, пока она зажата, но будет неточной после снятия давления и релаксации материала.
Практические проблемы обработки и решения
Эти свойства материала создают предсказуемые проблемы в цеху. Их устранение требует специальных корректировок стандартных методов фрезерования.
Достижение точности размеров
Сочетание теплового расширения и ползучести под напряжением затрудняет удержание жестких допусков. Ключ в том, чтобы минимизировать тепловыделение и давление зажима.
Используйте умеренные скорости и подачи резания для уменьшения трения и накопления тепла. Это самый эффективный способ управления тепловым расширением.
Предотвращение образования заусенцев
Чтобы получить чистый срез, а не размазанный, режущий инструмент имеет первостепенное значение. Используйте чрезвычайно острые и полированные режущие инструменты, предпочтительно изготовленные из быстрорежущей стали (HSS) или без покрытия из твердого сплава.
Высокий положительный угол наклона на инструменте помогает поднимать стружку и чисто срезать материал, резко уменьшая образование заусенцев.
Управление накоплением тепла
Поскольку ПТФЭ является плохим проводником тепла, тепло концентрируется на режущей кромке. Если его не контролировать, это локальное тепло напрямую приводит к упомянутым ранее проблемам с расширением.
Охлаждающие жидкости могут помочь, но первой линией защиты всегда является острый инструмент и соответствующие скорости резания, чтобы предотвратить возникновение тепла в первую очередь.
Закрепление заготовки без деформации
Чтобы противодействовать ползучести под напряжением, прикладывайте ровно столько силы зажима, сколько необходимо для надежной фиксации детали. Избегайте чрезмерного затягивания любой ценой.
Использование приспособлений с большей площадью поверхности для распределения давления зажима также может помочь предотвратить сжатие и деформацию материала.
Понимание компромиссов
Хотя свойства ПТФЭ делают его идеальным для определенных применений, таких как уплотнения с низким коэффициентом трения или химически стойкие компоненты, они также вносят неизбежные ограничения.
Ограничение допусков
Из-за присущей ему нестабильности ПТФЭ не очень подходит для деталей, требующих чрезвычайно жестких допусков (например, +/- 0,001 дюйма). Конструкции должны учитывать это, указывая более широкие допуски, где это возможно.
Риск потерь материала
Неправильные настройки могут быстро испортить заготовку из ПТФЭ. Первоначальная настройка и пробные проходы имеют решающее значение для определения правильных параметров, что может привести к некоторому первоначальному браку материала.
Необходимость в специализированном инструменте
Хотя ПТФЭ в принципе легко режется, достижение качественного результата требует специального инструмента. Инструменты должны оставаться исключительно острыми, и их желательно использовать только для обработки мягких пластиков, чтобы избежать зазубрин или затупления, которые ухудшат производительность.
Выбор правильного пути для вашей цели
Ваш подход к обработке ПТФЭ должен напрямую соответствовать конечной цели вашего проекта.
- Если ваш основной фокус — быстрое прототипирование: Используйте легкую обрабатываемость ПТФЭ при умеренных скоростях, но проектируйте с учетом свободных допусков.
- Если ваш основной фокус — высокоточные компоненты: Вы должны уделить первостепенное внимание минимизации тепла с помощью острых инструментов и контролируемых скоростей резания, используя низкое и равномерно распределенное давление зажима.
- Если ваш основной фокус — превосходная чистота поверхности: Используйте исключительно острые инструменты с высоким положительным углом наклона и рассмотрите возможность вторичных операций, таких как микрополировка после фрезерования.
В конечном счете, успешная обработка ПТФЭ заключается в уважении уникальных свойств материала, а не в борьбе с ними.
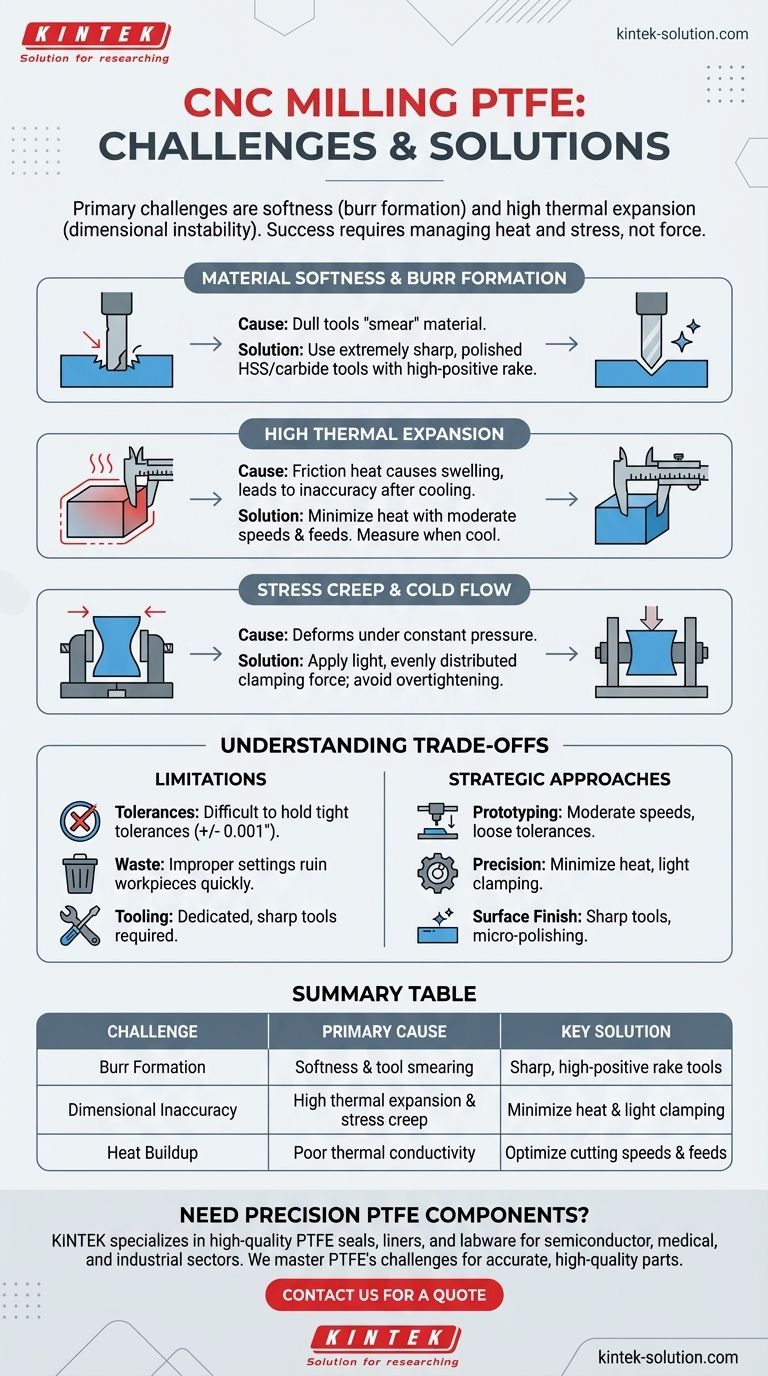
Сводная таблица:
| Проблема | Основная причина | Ключевое решение |
|---|---|---|
| Образование заусенцев | Мягкость материала и размазывание инструментом | Использовать острые инструменты с высоким положительным углом наклона |
| Неточность размеров | Высокое тепловое расширение и ползучесть под напряжением | Минимизировать тепло и использовать легкий зажим |
| Накопление тепла | Плохая теплопроводность ПТФЭ | Оптимизировать скорости и подачи резания |
Нужны компоненты из ПТФЭ, изготовленные с высокой точностью?
В KINTEK мы специализируемся на производстве высококачественных уплотнений, футеровок и лабораторной посуды из ПТФЭ для полупроводниковой, медицинской и промышленной отраслей. Наш опыт в изготовлении на заказ позволяет нам умело справляться с проблемами мягкости и теплового расширения ПТФЭ, поставляя детали с точностью размеров и превосходной чистотой поверхности, которые требуются вашему применению — от прототипов до крупносерийного производства.
Свяжитесь с нашей командой сегодня, чтобы обсудить требования вашего проекта и получить коммерческое предложение.
Визуальное руководство
Связанные товары
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Износостойкая помольная банка из фторопласта ПТФЭ 50 мл низкофоновая емкость для шаровой мельницы
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Резак для круглых фильтровальных мембран из высокочистого ПТФЭ с керамическим лезвием для следового анализа и подготовки проб в лабораториях CDC
- Нестандартные измерительные цилиндры из ПТФЭ для передовых научных и промышленных применений
Люди также спрашивают
- Каковы основные свойства химической стойкости лабораторного оборудования из ПТФЭ? Непревзойденная чистота и инертность
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение
- Как ПТФЭ минимизирует загрязнение образцов? Обеспечьте непревзойденную чистоту для критически важных анализов
- Каков рабочий температурный диапазон лабораторной посуды из ПТФЭ? Освоение термических пределов от -200°C до +260°C
- Каков диапазон химической совместимости лабораторной посуды из ПТФЭ? Исследуйте почти универсальную химическую стойкость.



















