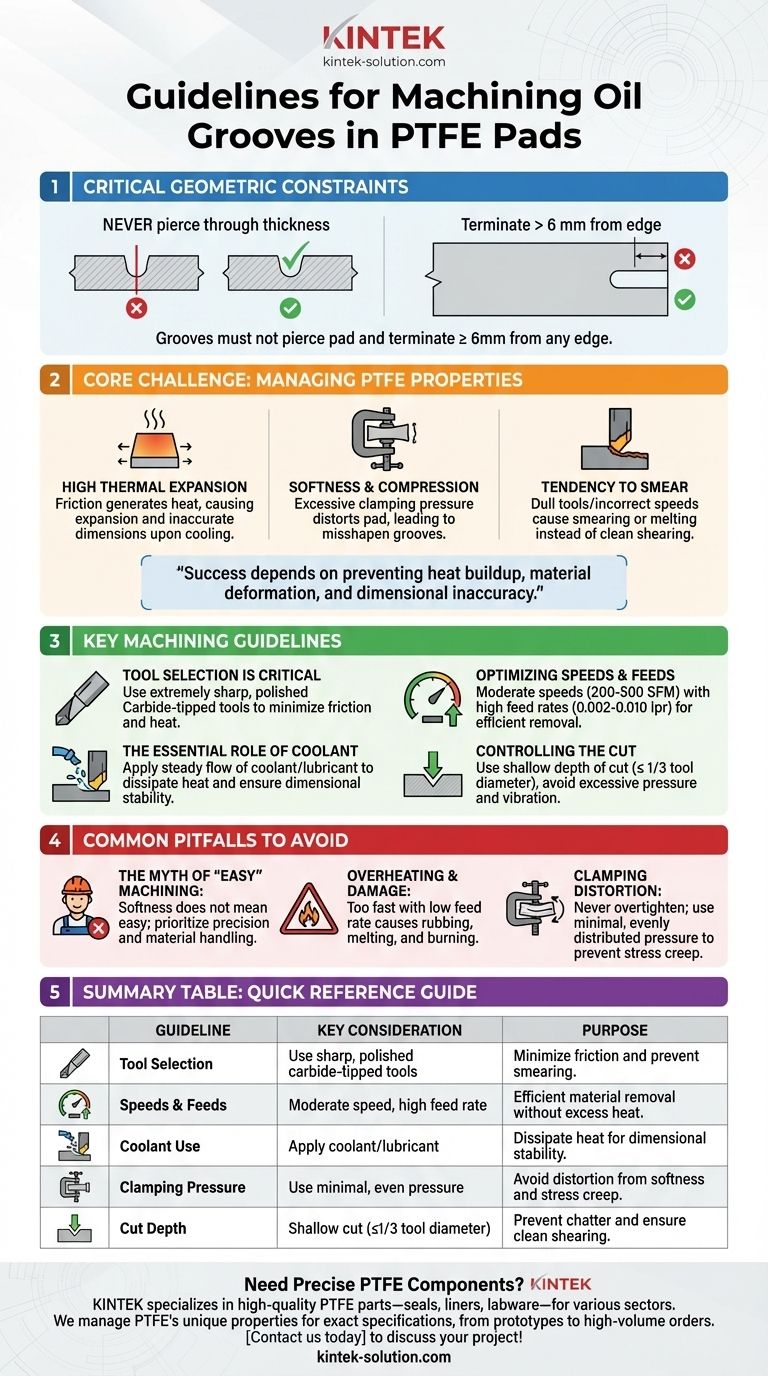
Обработка маслосборных канавок в ПТФЭ прокладках регулируется несколькими критическими геометрическими ограничениями и глубоким пониманием уникальных свойств материала. Процесс схож с обработкой чугуна, но канавки никогда не должны проникать насквозь по толщине прокладки и должны заканчиваться на расстоянии не менее 6 мм от любого края. Хотя конкретная форма и глубина канавки гибки и зависят от вашего применения, успешная ее обработка требует специальных методов для управления природой ПТФЭ.
Основная проблема заключается не в геометрии маслосборной канавки, а в контроле присущей ПТФЭ мягкости и высокого теплового расширения в процессе обработки. Успех зависит от использования правильных инструментов и методов для предотвращения накопления тепла, деформации материала и неточности размеров.

Основная проблема: работа со свойствами ПТФЭ
Чтобы эффективно обрабатывать ПТФЭ, вы должны строить свой процесс вокруг его фундаментальных характеристик, а не вопреки им. Его мягкость облегчает резку, но другие его свойства создают значительные проблемы для точности.
Высокое тепловое расширение
ПТФЭ значительно расширяется и сжимается при изменении температуры. Трение от режущего инструмента генерирует тепло, которое может вызвать расширение материала во время реза, что приведет к неточному размеру канавки после его остывания.
Мягкость и сжатие
Материал мягкий и легко сжимается. Чрезмерное усилие зажима приведет к искажению прокладки, и любая обработанная в ней канавка примет неправильную форму после снятия давления. Это свойство, известное как ползучесть под напряжением, затрудняет удержание жестких допусков.
Склонность к смазыванию
Если режущие инструменты затуплены или скорости резания неправильные, ПТФЭ может смазываться или плавиться, а не чисто срезаться. Это приводит к плохому качеству поверхности и может засорить режущий инструмент.
Ключевые рекомендации по обработке канавок в ПТФЭ
Соблюдение лучших практик в отношении инструмента, скоростей и обращения с заготовкой имеет решающее значение для получения точного и чистого результата. Эти рекомендации разработаны для смягчения проблем, вызванных самим материалом.
Выбор инструмента имеет решающее значение
Ваши режущие инструменты должны быть чрезвычайно острыми и полированными. Инструменты с твердосплавными напайками настоятельно рекомендуются, поскольку они дольше сохраняют острую кромку и выделяют меньше тепла трения, чем быстрорежущая сталь (HSS). Гладкая поверхность инструмента обеспечивает легкий отвод стружки.
Оптимизация скоростей и подач
Цель состоит в том, чтобы эффективно удалять материал, не генерируя избыточного тепла. Используйте умеренные скорости резания (отправная точка — от 200 до 500 футов в минуту по поверхности) в сочетании с относительно высокими подачами (от 0,002 до 0,010 дюйма на оборот). Более высокая подача гарантирует, что инструмент постоянно режет свежий материал и помогает быстро удалять стружку.
Важная роль охлаждающей жидкости
Использование охлаждающей жидкости или смазки настоятельно рекомендуется для любых операций с ПТФЭ, связанных с выделением тепла. Постоянный поток охлаждающей жидкости рассеивает тепло в зоне резания, предотвращая тепловое расширение и обеспечивая стабильность размеров.
Контроль резания
Используйте небольшую глубину резания, в идеале не более одной трети диаметра инструмента. Избегайте чрезмерного давления и вибрации, так как они могут вызвать дрожание или деформацию мягкого материала, что приведет к плохому качеству поверхности.
Распространенные ошибки, которых следует избегать
Понимание того, что может пойти не так, так же важно, как и знание правильной процедуры. Многие токари, впервые работающие с ПТФЭ, совершают предсказуемые ошибки, которые компрометируют конечную деталь.
Миф об «легкой» обработке
Хотя ПТФЭ мягкий и не вызывает значительного износа инструмента, это не делает его легким для точной обработки. Его мягкость является источником основных проблем: деформации под давлением и трудности с достижением чистого среза.
Перегрев и повреждение материала
Слишком быстрая работа инструмента при низкой подаче — распространенная ошибка. Это заставляет инструмент тереться о материал, а не резать его, генерируя интенсивное локализованное тепло, которое может расплавить или сжечь ПТФЭ, испортив прокладку.
Искажение из-за зажима
Никогда не перетягивайте ПТФЭ прокладку в тисках или приспособлении. Материал сожмется, и обработанная канавка не будет соответствовать требуемым размерам после снятия детали. Используйте минимальное, равномерно распределенное усилие зажима.
Сделайте правильный выбор для вашей цели
Ваша конкретная цель определит, какому аспекту процесса вы должны отдать приоритет.
- Если ваш главный приоритет — точность размеров: Уделите первостепенное внимание управлению температурой с помощью достаточного количества охлаждающей жидкости и используйте минимальное усилие зажима, чтобы предотвратить любую деформацию прокладки.
- Если ваш главный приоритет — чистое качество поверхности: Используйте исключительно острые, полированные твердосплавные инструменты с высокими скоростями подачи, чтобы материал чисто срезался, а не смазывался.
- Если вы настраиваете новый процесс: Начните с консервативных скоростей резания и сосредоточьтесь на эффективном отводе стружки, прежде чем постепенно увеличивать параметры для поиска оптимального баланса для вашего оборудования.
В конечном счете, успешная обработка ПТФЭ достигается за счет уважения к уникальным свойствам материала посредством тщательной подготовки и точного исполнения.
Сводная таблица:
| Руководство | Ключевое соображение | Цель |
|---|---|---|
| Выбор инструмента | Используйте острые, полированные инструменты с твердосплавными напайками | Минимизация трения и предотвращение смазывания материала |
| Скорости и подачи | Умеренная скорость (200-500 SFM), высокая подача | Эффективное удаление материала без избыточного тепла |
| Использование охлаждающей жидкости | Применяйте охлаждающую жидкость/смазку во время резания | Рассеивание тепла для поддержания стабильности размеров |
| Усилие зажима | Используйте минимальное, равномерное давление | Предотвращение деформации из-за мягкости ПТФЭ и ползучести под напряжением |
| Глубина резания | Неглубокий рез (≤1/3 диаметра инструмента) | Предотвращение вибрации и обеспечение чистого среза |
Нужны прецизионные, изготовленные на заказ ПТФЭ компоненты?
В KINTEK мы специализируемся на производстве высококачественных ПТФЭ деталей — включая уплотнения, футеровки и лабораторную посуду на заказ — для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Наш опыт в управлении уникальными свойствами ПТФЭ гарантирует, что ваши компоненты будут обработаны в соответствии с точными спецификациями, с избежанием распространенных ошибок, таких как тепловое расширение и деформация.
Мы предлагаем изготовление на заказ от прототипов до крупносерийных заказов, уделяя первостепенное внимание точности и долговечности. Позвольте нам взять на себя сложности механической обработки ПТФЭ для вас.
Свяжитесь с нами сегодня, чтобы обсудить требования вашего проекта и получить предложение!
Визуальное руководство
Связанные товары
- Дисперсионный диск из высокочистой коррозионностойкой PTFE и инертная мешалка для смешивания в пищевой, фармацевтической и косметической промышленности
- Диспергаторный диск из ПТФЭ пищевой и косметической марки, с антипригарным покрытием, устойчивый к коррозии, большая мешалка, настраиваемая крыльчатка
- Настраиваемая теплоизоляционная пластина из ПТФЭ, устойчивая к высоким температурам и коррозии, лабораторная подставка, многоуровневая многоярусная стойка
- Теплоизоляционная плита из ПТФЭ, устойчивая к высоким температурам, коррозионностойкая подставка без металла из фторполимера для ультрачистых лабораторий
- Коррозионностойкий перемешивающий диск из ПТФЭ, пластина для диспергирования химикатов, диаметр 350 мм, аксессуар для фторполимерного смесителя
Люди также спрашивают
- Сколько существует вариантов дисков из ПТФЭ и по каким параметрам они различаются? Выберите подходящий материал для вашего применения
- Что такое дисперсия ПТФЭ и как она используется? Руководство по антипригарным покрытиям и химической стойкости
- Для чего используется дисперсионный ПТФЭ? Создание тонких, высокоэффективных покрытий и пленок
- Где обычно применяются мешалки из ПТФЭ? Важно для химической, фармацевтической и биопроцессинговой отраслей
- Какой метод производства ПТФЭ дисперсионным способом и каковы его продукты? Идеально подходит для тонких покрытий и пленок