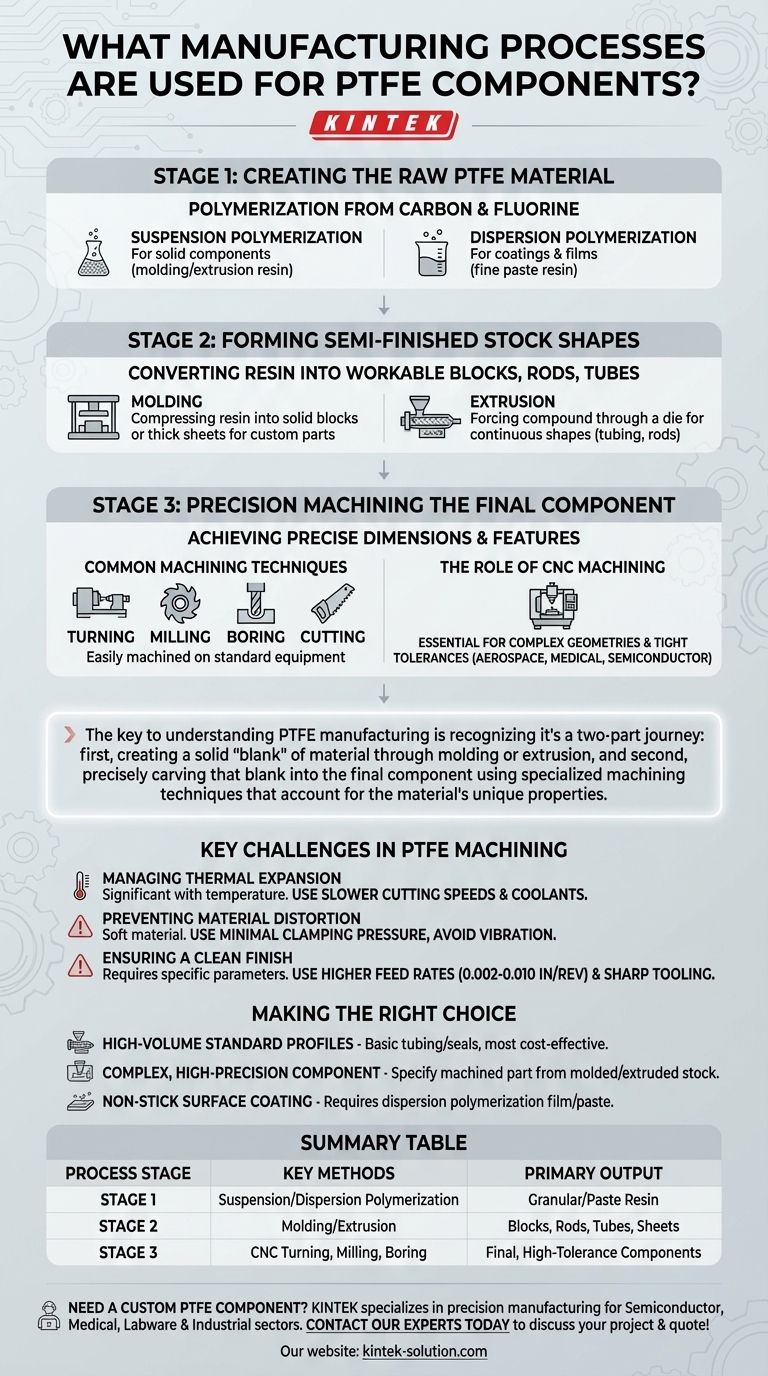
Для изготовления компонентов из ПТФЭ обычно используется многостадийный процесс, начинающийся с создания сырья, формирования его в полуфабрикат, а затем механической обработки до окончательных спецификаций. Основными методами формирования заготовок являются формование (литье) и экструзия, в то время как окончательная точная форма достигается с помощью методов ЧПУ-обработки, таких как токарная обработка, фрезерование и растачивание.
Ключ к пониманию производства ПТФЭ заключается в осознании того, что это путешествие из двух частей: во-первых, создание твердого «прутка» материала путем формования или экструзии, и во-вторых, точная обработка этого прутка в конечный компонент с использованием специализированных методов обработки, учитывающих уникальные свойства материала.

Этап 1: Создание сырья ПТФЭ
Прежде чем начнется какое-либо формование, полимер политетрафторэтилена должен быть создан из его основных химических компонентов — углерода и фтора. Это достигается путем полимеризации.
Суспензионная полимеризация для твердых тел
Это наиболее распространенный метод получения гранулированной или пеллетированной смолы ПТФЭ, используемой для изготовления твердых компонентов. Полученный материал идеально подходит для процессов формования и экструзии.
Эмульсионная полимеризация для покрытий
Этот метод дает более мелкий, пастообразный ПТФЭ. Эта форма не используется для твердых компонентов, но необходима для создания антипригарных покрытий и пленок, наносимых на другие материалы.
Этап 2: Формирование полуфабрикатов
После создания сырой смолы ПТФЭ она преобразуется в твердую, пригодную для обработки форму, известную как «заготовка». Это служит сырьем для заключительного этапа механической обработки.
Формование (Литье)
В этом процессе смола ПТФЭ сжимается в пресс-форме для создания твердых блоков, стержней или толстых листов. Это основополагающий шаг для производства более крупных деталей, изготовленных на заказ.
Экструзия
Для непрерывных форм, таких как трубки, тонкие стержни или специальные профили, используется экструзия. Состав ПТФЭ продавливается через фильеру для создания длинной однородной формы, которую затем можно разрезать по длине.
Этап 3: Точная механическая обработка конечного компонента
Механическая обработка — это критически важный заключительный этап, на котором полуфабрикат преобразуется в готовый компонент с точными размерами и характеристиками.
Общие методы обработки
ПТФЭ легко обрабатывается на стандартном оборудовании. К распространенным процессам относятся токарная обработка на токарном станке, фрезерование для создания сложных поверхностей, растачивание для получения точных отверстий и резка по размеру.
Роль ЧПУ-обработки
Для деталей со сложной геометрией или требующих жестких допусков оборудование с числовым программным управлением (ЧПУ) имеет решающее значение. Многоосевые станки с ЧПУ и передовое программирование обеспечивают высокую точность, требуемую в таких отраслях, как аэрокосмическая, медицинская и полупроводниковая промышленность.
Почему обработка так распространена
В отличие от многих пластмасс, которые можно лить под давлением непосредственно в конечную форму, высокая вязкость расплава ПТФЭ делает это непрактичным. Его естественная упругость также означает, что механическая обработка является надежным способом достижения конечных размеров, поскольку материал может немного приспосабливаться к рабочей среде.
Ключевые проблемы при обработке ПТФЭ
Успешная обработка ПТФЭ требует глубокого понимания его уникальных свойств. Игнорирование этих факторов может привести к низкому качеству, браку деталей и задержкам в производстве.
Управление тепловым расширением
ПТФЭ значительно расширяется и сжимается при изменении температуры. Тепло, выделяемое при обработке, может нарушить точность размеров. Более низкие скорости резания и использование систем охлаждения имеют решающее значение для управления этим процессом.
Предотвращение деформации материала
ПТФЭ — мягкий материал. Чрезмерное усилие зажима в станке с ЧПУ приведет к деформации детали, что приведет к неточным резам. Обработчики должны использовать минимальное усилие зажима и избегать чрезмерной вибрации.
Обеспечение чистовой отделки
Достижение гладкой поверхности без заусенцев требует определенных параметров. Это часто достигается за счет более высоких скоростей подачи (скорости, с которой инструмент перемещается по материалу) и использования чрезвычайно острых режущих кромок. Рекомендуемые скорости подачи обычно составляют от 0,002 до 0,010 дюйма на оборот.
Правильный выбор для вашего применения
Понимание этого производственного потока имеет важное значение для поиска или проектирования компонентов из ПТФЭ, отвечающих вашим точным потребностям.
- Если ваш основной акцент — на стандартных профилях большого объема: Детали, изготовленные непосредственно экструзией, такие как базовые трубки или уплотнения, являются наиболее экономичным решением.
- Если ваш основной акцент — на сложном, высокоточном компоненте: Вы должны заказать деталь, изготовленную механической обработкой из формованной или экструдированной заготовки.
- Если ваш основной акцент — на антипригарном поверхностном покрытии: Ваше применение требует материала ПТФЭ, полученного путем эмульсионной полимеризации, который затем наносится в виде пленки или пасты.
В конечном счете, контроль всего процесса — от сырого полимера до окончательной механически обработанной детали — является единственным способом гарантировать, что компонент будет надежно работать в своем критически важном применении.
Сводная таблица:
| Этап процесса | Ключевые методы | Основной результат |
|---|---|---|
| Этап 1: Создание материала | Суспензионная полимеризация, Эмульсионная полимеризация | Гранулированная/Пастообразная смола ПТФЭ |
| Этап 2: Формирование заготовок | Формование, Экструзия | Блоки, Стержни, Трубки, Листы |
| Этап 3: Точная механическая обработка | ЧПУ-токарная обработка, Фрезерование, Растачивание | Окончательные компоненты с жесткими допусками |
Нужен индивидуальный компонент из ПТФЭ, соответствующий вашим точным спецификациям? KINTEK специализируется на точнейшем производстве уплотнений, футеровок, лабораторной посуды и многого другого из ПТФЭ для полупроводниковой, медицинской, лабораторной и промышленной отраслей. От прототипа до крупносерийного производства мы обеспечиваем превосходную производительность, осваивая каждый этап процесса производства ПТФЭ.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваш проект и получить расчет!
Визуальное руководство
Связанные товары
- Заказные изоляционные прокладки из ПТФЭ, коррозионностойкие уплотнения из тефлона, изготовленные на заказ детали из инженерных пластиков
- Изготовление на заказ деталей из тефлона для тефлоновых контейнеров и компонентов
- Высокопроизводительная спиральная трубная арматура из PFA и услуги по индивидуальному изготовлению изделий из PTFE со сварными фитингами и прецизионными гнутыми компонентами
- Пользовательские PTFE частей производитель для тефлона частей и PTFE пинцет
- Кран из ПТФЭ с высокой коррозионной стойкостью, вентиль из политетрафторэтилена для химических бочек и систем передачи жидкостей, промышленный класс с возможностью настройки
Люди также спрашивают
- Каковы распространенные конструктивные типы прокладок из ПТФЭ? Выберите правильное уплотнение для вашего применения
- Какие факторы следует учитывать при выборе прокладок из ПТФЭ на основе их сырья? Выберите правильную форму для вашего применения
- В каких отраслях обычно используются прокладки из ПТФЭ? Важнейшие решения для герметизации в сложных условиях эксплуатации
- Как прокладки из ПТФЭ предотвращают попадание абразивных частиц в редукторы? Создание непроницаемого барьера против загрязнений
- Как наполнители улучшают механические свойства прокладок из PTFE по сравнению с чистым необработанным PTFE? Повышение прочности и надежности



















