Нанесение покрытий из ПТФЭ на крепежные изделия — это точный многоэтапный процесс, предназначенный для создания долговечного, высокоэффективного покрытия. Используются два основных метода нанесения: погружное нанесение (dip coating) и распыление (spray coating), выбор которых зависит от геометрии крепежного изделия и требуемых спецификаций покрытия. Эти методы интегрированы в более крупную производственную последовательность, которая включает критически важную подготовку поверхности и высокотемпературное отверждение для обеспечения полного сцепления покрытия с крепежным изделием.
Эффективность крепежного изделия с покрытием из ПТФЭ определяется не только методом нанесения, но и качеством всего процесса. Тщательная подготовка поверхности и правильное высокотемпературное отверждение так же важны, как и само нанесение покрытия, для достижения желаемой коррозионной стойкости и свойств низкого трения.

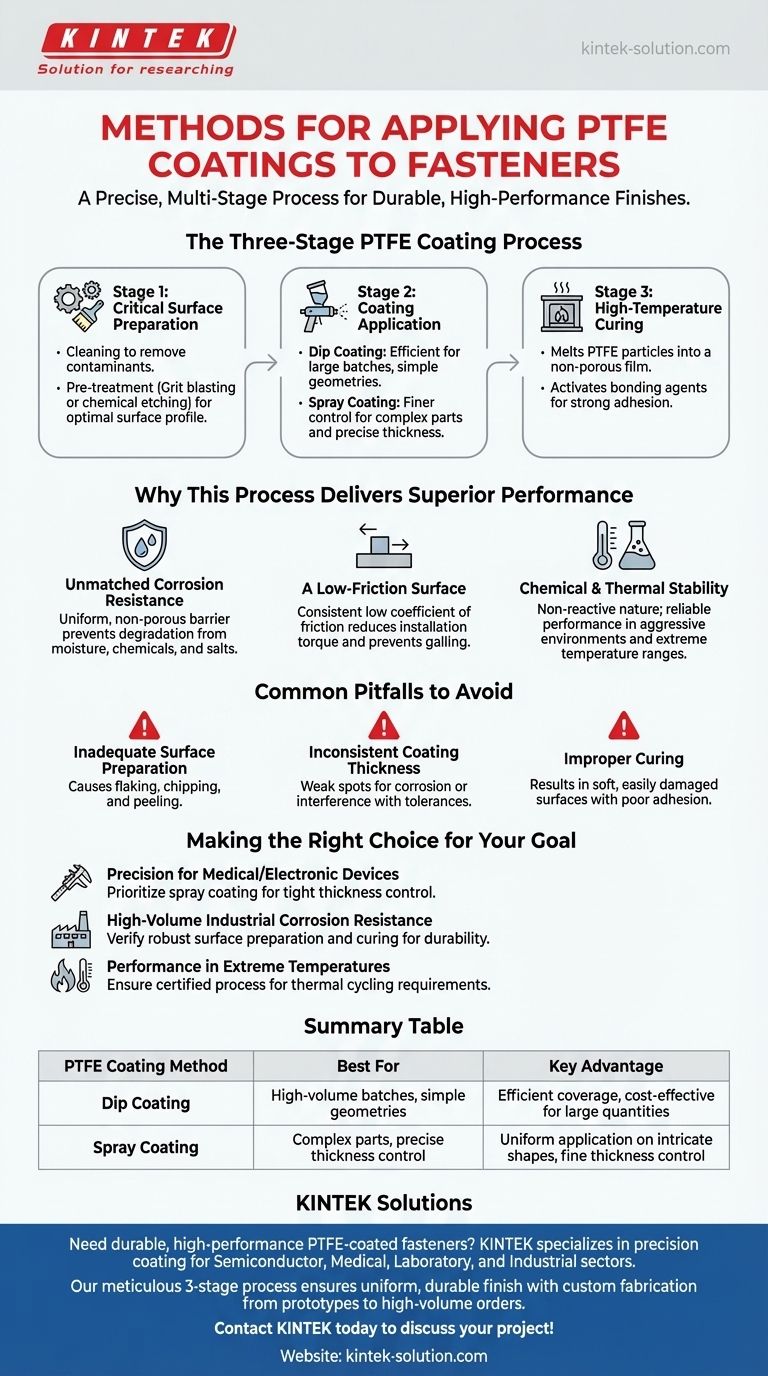
Трехэтапный процесс нанесения покрытия из ПТФЭ
Достижение равномерного и долговечного покрытия из ПТФЭ включает в себя нечто большее, чем просто нанесение материала. Это контролируемый трехэтапный процесс, где каждый этап имеет решающее значение для конечной производительности крепежного изделия.
Этап 1: Критическая подготовка поверхности
Прежде чем наносить какое-либо покрытие, поверхность крепежного изделия должна быть безупречно чистой и должным образом подготовленной. Это включает очистку для удаления масел, жира и других загрязнений.
Затем часто следует этап предварительной обработки, такой как пескоструйная обработка или химическое травление, которое создает оптимальный профиль поверхности для механического сцепления покрытия.
Этап 2: Нанесение покрытия
После подготовки поверхности ПТФЭ наносится одним из двух основных промышленных методов.
Выбор между погружным нанесением и распылением зависит от таких факторов, как сложность крепежного изделия, требуемая толщина и объем производства. Распыление обеспечивает более тонкий контроль над толщиной, в то время как погружение эффективно для покрытия больших партий деталей.
Этап 3: Высокотемпературное отверждение
После нанесения покрытия крепежные изделия подвергаются отверждению в печи при повышенных температурах. Этот критический этап расплавляет частицы ПТФЭ, заставляя их сливаться и образовывать непористую пленку.
Что еще более важно, тепло активирует связующие вещества в покрытии, создавая прочную, постоянную связь между слоем ПТФЭ и металлической подложкой крепежного изделия.
Почему этот процесс обеспечивает превосходную производительность
Структурированный процесс нанесения раскрывает уникальные свойства ПТФЭ, делая эти крепежные изделия пригодными для самых сложных условий эксплуатации.
Непревзойденная коррозионная стойкость
Равномерный, непористый слой, образованный во время отверждения, действует как полный барьер. Это защищает нижележащий металл от коррозионных агентов, таких как влага, химикаты и соли, предотвращая разрушение и продлевая срок службы крепежного изделия.
Поверхность с низким коэффициентом трения
ПТФЭ известен своим чрезвычайно низким коэффициентом трения. Правильно нанесенное покрытие гарантирует, что это свойство будет одинаковым на всех поверхностях, уменьшая крутящий момент, необходимый для установки, и предотвращая заедание или заклинивание резьбы.
Химическая и термическая стабильность
Неактивная природа ПТФЭ означает, что покрытие остается стабильным при воздействии агрессивных химикатов, растворителей и даже биологических жидкостей в медицинских применениях.
Кроме того, процесс отверждения гарантирует, что покрытие может надежно работать в широком диапазоне температур, что делает его идеальным для применений с частыми или экстремальными колебаниями температуры.
Распространенные ошибки, которых следует избегать
Хотя покрытие из ПТФЭ очень эффективно, его ценность полностью зависит от качества нанесения. Плохой контроль процесса может привести к преждевременному выходу из строя.
Неадекватная подготовка поверхности
Это самая частая причина отказа. Если поверхность крепежного изделия не очищена и не подготовлена должным образом, покрытие не прилипнет правильно, что приведет к шелушению, сколам или отслаиванию под нагрузкой.
Непостоянная толщина покрытия
Неравномерное покрытие, часто являющееся результатом плохой техники нанесения, может создавать слабые места, где может начаться коррозия. Для резьбовых крепежных изделий избыточная толщина может нарушить допуски и помешать правильному соединению гаек и болтов.
Неправильное отверждение
Если крепежные изделия не отверждаются при правильной температуре или в течение требуемого времени, покрытие не достигнет полной твердости или правильного сцепления. Это приводит к мягкой, легко повреждаемой поверхности, которая не обеспечивает ожидаемой защиты.
Выбор правильного решения для вашей цели
При заказе или покупке крепежных изделий с покрытием из ПТФЭ сосредоточьтесь на целостности всего процесса, а не только на самом материале.
- Если ваш основной фокус — точность для медицинских или электронных устройств: Убедитесь, что поставщик использует метод, как правило, распыление, который гарантирует строгий контроль толщины покрытия, чтобы избежать нарушения допусков резьбы.
- Если ваш основной фокус — коррозионная стойкость в больших объемах для промышленного использования: Проверьте, имеет ли производитель надежный контроль качества для этапов подготовки поверхности и отверждения, поскольку они имеют решающее значение для долговечности в суровых условиях.
- Если ваш основной фокус — производительность при экстремальных температурах: Убедитесь, что процесс нанесения покрытия сертифицирован для создания полностью сцепленного и стабильного слоя, способного выдерживать ваши конкретные требования к термическому циклу.
Понимание полного процесса нанесения дает вам возможность указывать и выбирать крепежные изделия, которые обеспечивают истинную надежность в сложных условиях.
Сводная таблица:
| Метод покрытия ПТФЭ | Лучше всего подходит для | Ключевое преимущество |
|---|---|---|
| Погружное нанесение | Крупные партии, простые геометрические формы | Эффективное покрытие, экономичность для больших объемов |
| Распыление | Сложные детали, точный контроль толщины | Равномерное нанесение на сложные формы, точный контроль толщины |
Нужны долговечные, высокоэффективные крепежные изделия с покрытием из ПТФЭ?
В KINTEK мы специализируемся на точном нанесении покрытий из ПТФЭ на крепежные изделия, используемые в полупроводниковой, медицинской, лабораторной и промышленной отраслях. Наш скрупулезный 3-этапный процесс — включающий критическую подготовку поверхности, точное погружное нанесение или распыление и высокотемпературное отверждение — обеспечивает равномерное, долговечное покрытие, которое обеспечивает непревзойденную коррозионную стойкость и поверхность с низким коэффициентом трения.
Мы предлагаем изготовление на заказ от прототипов до крупносерийных заказов, гарантируя, что ваши крепежные изделия соответствуют точным спецификациям по производительности и надежности.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваш проект и получить расчет стоимости!
Визуальное руководство
Связанные товары
- Высокотемпературные белые винтовые заглушки из ПТФЭ, Т-образные уплотнительные пробки, водонепроницаемые и пылезащищенные, химически инертные, лабораторные крепежные элементы
- Уплотнительные ленты из ПТФЭ для промышленного и высокотехнологичного применения
- Индивидуальные изоляционные прокладки из ПТФЭ и коррозионностойкие уплотнения из фторополимеров для промышленных электротехнических применений
- Индивидуальные уплотнительные крышки из ПТФЭ и коррозионностойкие адаптеры из тефлона с низким уровнем фона
- Индивидуальная белая коррозионностойкая шприц из ПТФЭ с резьбовым соединением Люера
Люди также спрашивают
- В каких отраслях выгодно использовать заглушки из ПТФЭ? Решите сложные задачи герметизации
- Что может произойти, если вращать тефлоновую (PTFE) пробку при наличии твердых частиц, застрявших между пробкой и корпусом? Избегайте необратимого нарушения герметичности
- Почему нельзя использовать пробки из ПТФЭ для длительного хранения жидкостей, разъедающих стекло? Избегайте опасного нарушения герметичности
- Каковы ожидаемые будущие достижения в области термостойких уплотнений из ПТФЭ? Откройте для себя более умные и прочные решения для герметизации
- Что обеспечивает долговечность заглушек из ПТФЭ? Непревзойденная химическая стойкость и термостойкость



















