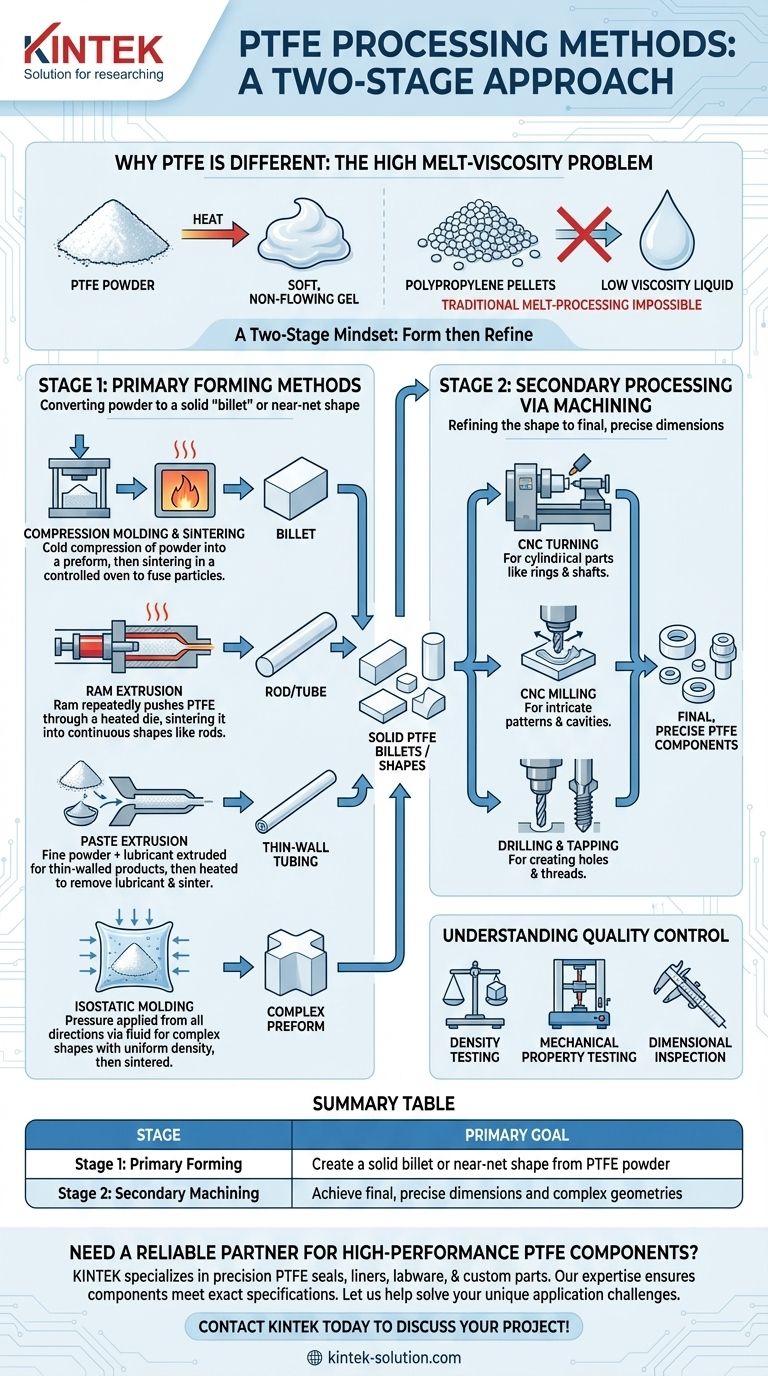
Типичные методы обработки Политетрафторэтилена (ПТФЭ) включают двухэтапный подход. В отличие от распространенных термопластов, ПТФЭ не плавится в жидкое состояние, которое можно легко впрыснуть или отлить. Вместо этого его обычно обрабатывают методами, такими как компрессионное формование и спекание, для создания твердого блока или детали, близкой к конечной форме, которая затем часто подвергается механической обработке для достижения окончательных точных размеров.
Основная проблема с ПТФЭ заключается в его чрезвычайно высокой вязкости при плавлении; при нагревании он превращается в мягкий, нетекучий гель, а не в жидкость. Это фундаментальное свойство делает невозможными традиционные методы переработки в расплаве, такие как литье под давлением, и требует уникального сочетания методов порошковой металлургии и механической обработки.

Почему обработка ПТФЭ отличается
Проблема высокой вязкости расплава
Смола ПТФЭ не течет при плавлении. Это поведение является самым важным фактором, определяющим, как с ним необходимо обращаться.
Это коренным образом отличается от таких пластиков, как полипропилен или АБС, которые могут быть расплавлены до низкой вязкости и легко впрыснуты в форму для создания сложных деталей за один этап.
Мышление о двух этапах: Формование, затем Улучшение
Поскольку его нельзя перерабатывать в расплавленном состоянии, работа с ПТФЭ лучше всего понимается как двухэтапный процесс. Первый этап создает твердую, основную форму из порошка, а второй этап улучшает эту форму до конечного компонента.
Этап 1: Методы первичного формования
Эти методы используются для преобразования исходного порошка ПТФЭ в твердую, спеченную деталь, известную как «заготовка» или деталь, близкая к конечной форме.
Компрессионное формование и спекание
Это наиболее распространенный метод. Холодное прессование используется для прессования порошка смолы ПТФЭ в нужную форму при комнатной температуре. Полученная «преформа» затем нагревается в контролируемой печи в процессе, называемом спеканием, где частицы ПТФЭ сплавляются вместе в твердую массу.
Экструзия с помощью плунжера (RAM Extrusion)
Для создания непрерывных, однородных форм, таких как стержни и трубки, используется экструзия с помощью плунжера. Гидравлический плунжер многократно проталкивает небольшие порции порошка ПТФЭ через нагретую фильеру, спекая материал по мере его продвижения для формирования однородного профиля.
Пастовая экструзия
Этот метод используется для создания тонкостенных изделий, таких как изоляция для проводов или трубки. Он использует тонкодисперсный порошок ПТФЭ (полученный дисперсионной полимеризацией), смешанный со смазкой, который затем экструдируется и нагревается для удаления смазки и спекания ПТФЭ.
Изостатическое формование
Для более сложных форм изостатическое формование оказывает давление на порошок ПТФЭ со всех сторон одновременно с помощью жидкой среды. Это создает преформу с очень однородной плотностью, которая затем спекается.
Этап 2: Вторичная обработка с помощью механической обработки
После того как твердая заготовка или форма из ПТФЭ сформирована и спечена, она часто дорабатывается до окончательных размеров путем механической обработки.
Роль механической обработки на станках с ЧПУ
ПТФЭ удивительно легко поддается механической обработке на стандартном оборудовании, включая передовые станки с ЧПУ. Это позволяет создавать очень сложные и точные детали из простой формованной заготовки.
Ключевые методы механической обработки
Для большинства операций можно использовать стандартный инструмент. Наиболее распространенные методы включают токарную обработку на ЧПУ для цилиндрических деталей, таких как кольца и валы, фрезерование на ЧПУ для сложных узоров и полостей, а также сверление и нарезание резьбы для создания отверстий и резьбы.
Понимание компромиссов и контроля качества
Критический цикл спекания
Успех любого метода первичного формования зависит от цикла спекания. Скорость нагрева, время выдержки при пиковой температуре и скорость охлаждения — все это оказывает глубокое влияние на плотность, механическую прочность и стабильность размеров конечной детали.
Обрабатываемость по сравнению с чистотой поверхности
Хотя ПТФЭ легко поддается механической обработке, его мягкость означает, что достижение идеально гладкой поверхности без заусенцев требует острых инструментов и специальных методов. Например, фрезерование эффективно, но может создавать более грубые края, если выполнять его неаккуратно.
Проверка качества деталей
Из-за уникальной обработки необходим строгий контроль качества. Ключевые проверки включают испытание на плотность для обеспечения надлежащего спекания, испытание механических свойств (на растяжение и износ) для подтверждения рабочих характеристик и контроль размеров для проверки точности в соответствии со спецификациями.
Выбор правильного варианта для вашего применения
Понимание цели вашего компонента — ключ к выбору подходящего процесса.
- Если ваше основное внимание уделяется производству стандартных форм (таких как стержни или листы) для механической обработки: Экструзия с помощью плунжера и компрессионное формование являются наиболее эффективными методами для создания исходного материала.
- Если ваше основное внимание уделяется созданию сложных, высокоточных деталей: Двухэтапный процесс формования заготовки с последующей механической обработкой на ЧПУ обеспечивает наибольшую свободу проектирования и точность.
- Если ваше основное внимание уделяется производству большого количества простых, повторяющихся форм (например, уплотнений): Автоматическое компрессионное формование может производить детали, близкие к конечной форме, которые требуют минимальной или нулевой вторичной механической обработки.
- Если ваше основное внимание уделяется изготовлению тонкостенных трубок или покрытий: Пастовая экструзия и другие методы на основе дисперсии являются единственными жизнеспособными вариантами.
Освоение ПТФЭ требует принятия его уникальных свойств, где путь от порошка до готовой детали — это целенаправленный, многоступенчатый процесс.
Сводная таблица:
| Этап | Ключевые методы | Основная цель |
|---|---|---|
| Этап 1: Первичное формование | Компрессионное формование, Экструзия с помощью плунжера, Пастовая экструзия | Создание твердой заготовки или детали, близкой к конечной форме, из порошка ПТФЭ. |
| Этап 2: Вторичная механическая обработка | Токарная обработка на ЧПУ, Фрезерование на ЧПУ, Сверление | Достижение окончательных точных размеров и сложных геометрий. |
Нужен надежный партнер для ваших высокопроизводительных компонентов из ПТФЭ?
KINTEK специализируется на производстве прецизионных уплотнений, вкладышей, лабораторной посуды и деталей по индивидуальному заказу из ПТФЭ для полупроводниковой, медицинской и промышленной отраслей. Наш опыт как в первичном формовании, так и во вторичной механической обработке гарантирует, что ваши компоненты соответствуют точным спецификациям по производительности и долговечности.
Мы управляем всем процессом — от выбора материала и прототипирования до крупносерийного производства — гарантируя качество и согласованность. Позвольте нам помочь вам решить уникальные задачи вашего применения.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваш проект и запросить ценовое предложение!
Визуальное руководство
Связанные товары
- Пользовательская система фильтрации из ПТФЭ, устойчивая к кислотам, высокой чистоты, класса для полупроводниковой промышленности и химической обработки
- Фильтр из высокочистого ПТФЭ с соединениями клапанов из ПФА и интегрированным ситом для обработки агрессивных жидкостей
- Лабораторное устройство для обработки сверхчистой воды с гравитационной выщелачиванием из чистого ПТФЭ, устойчивое к коррозии, с низким уровнем фона и ультравысокой степенью чистоты (изготовленное на заказ)
- Кастомизированный аппарат для конденсации и обратного перегонки из ПТФЭ со змеевиком и системой сбора в колбе для переработки агрессивных химикатов
- Стойка для обработки пластин из поликремния из PTFE на заказ, коррозионностойкая, для высокотемпературных процессов
Люди также спрашивают
- Каким образом гидрофобность фильтров из ПТФЭ (PTFE) приносит пользу при их использовании? Обеспечение бесперебойного потока газа и фильтрации растворителей
- Почему фильтры из ПТФЭ (PTFE) выгодны для гравиметрического анализа? Достигните непревзойденной точности и прецизионности
- Почему фильтры из политетрафторэтилена (ПТФЭ) предпочтительны для фармацевтических и лабораторных применений в биопроцессинге?
- Какие шаги включает в себя выбор подходящего PTFE-фильтра? 4-шаговое руководство по оптимальной фильтрации
- С какими химическими веществами полностью совместимы фильтры из ПТФЭ? Откройте для себя непревзойденную химическую стойкость



















