В конечном счете, высокая температура плавления ПТФЭ вводит в заблуждение. Хотя материал не расплавится во время обработки на станках с ЧПУ, его превосходная термическая стабильность сочетается с критическим недостатком: он значительно размягчается и расширяется под воздействием тепла. Это означает, что основная задача состоит не в предотвращении плавления, а в управлении термической деформацией, вызванной силой резания, для сохранения точности размеров.
Основная проблема при обработке ПТФЭ заключается не в его температуре плавления, а в высоком коэффициенте теплового расширения и склонности к размягчению. Успех полностью зависит от контроля температуры на режущей кромке, чтобы предотвратить деформацию материала и нарушение точности конечной детали.

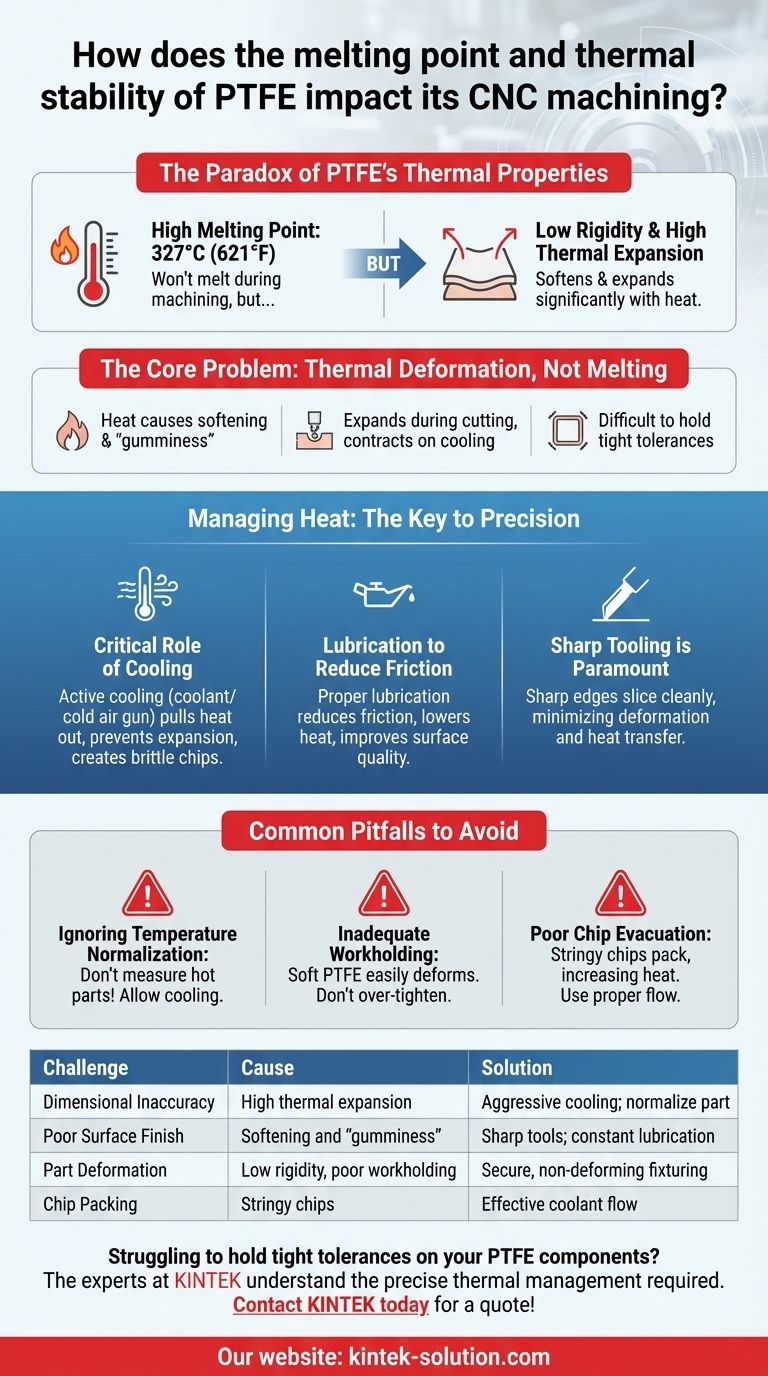
Парадокс термических свойств ПТФЭ
Репутация ПТФЭ в отношении работы при высоких температурах является большим преимуществом при его конечном применении, но она может создать ложное чувство безопасности в процессе производства. Режимы обработки на станках с ЧПУ вносят факторы, которые делают температуру критически важной переменной для контроля.
Высокая температура плавления против низкой жесткости
ПТФЭ имеет очень высокую температуру плавления — 327°C (621°F) — и может работать непрерывно при температурах до 260°C (500°F).
Однако ПТФЭ также является очень мягким материалом с низкой жесткостью. Трение от режущего инструмента генерирует локализованное тепло, которого, хотя оно и далеко от температуры плавления, более чем достаточно, чтобы материал размягчился, расширился и стал «липким».
Такое поведение приводит к плохому качеству поверхности и делает соблюдение жестких допусков чрезвычайно трудным, поскольку деталь может деформироваться под давлением самого инструмента.
Тепловое расширение — настоящий враг
Наиболее значительной проблемой является высокий коэффициент теплового расширения ПТФЭ. По мере нагрева материала при обработке он расширяется.
Если деталь обработана до точных размеров, пока она теплая, она сожмется по мере остывания, в результате чего компонент окажется меньше требуемого размера и не будет соответствовать спецификации. Этот эффект является самой распространенной причиной сбоев при обработке ПТФЭ с жесткими допусками.
Управление теплом: ключ к точности
Поскольку термическая деформация является центральной проблемой, каждый аспект стратегии обработки должен быть ориентирован на минимизацию и управление выделением тепла.
Критическая роль охлаждения
Активное охлаждение является обязательным условием для точных работ. Необходимо использовать постоянную подачу охлаждающей жидкости или пистолета с холодным воздухом непосредственно в точку контакта.
Это служит двум целям: оно отводит тепло от заготовки, предотвращая тепловое расширение, и помогает создавать более хрупкую стружку, которая чисто отламывается, а не наматывается на инструмент.
Смазка для уменьшения трения
Смазка является ключом к уменьшению источника тепла в первую очередь — трения.
Правильная охлаждающая жидкость уменьшает трение между режущим инструментом и материалом, обеспечивая более чистое действие срезания. Это не только снижает температуру, но и улучшает конечное качество поверхности.
Острота инструмента имеет первостепенное значение
Использование чрезвычайно острых режущих инструментов, предназначенных для мягких пластиков, имеет решающее значение.
Тупые инструменты не режут; они проталкиваются сквозь материал, генерируя огромное трение и тепло. Острая кромка чисто срезает материал, минимизируя деформацию материала и гарантируя, что тепло уносится со стружкой, а не передается в деталь.
Распространенные ошибки, которых следует избегать
Понимание распространенных режимов отказа имеет важное значение для разработки успешной стратегии обработки ПТФЭ.
Игнорирование нормализации температуры
Частая ошибка — немедленное измерение детали для окончательной проверки после последнего прохода. Остаточное тепло приведет к тому, что она будет находиться в расширенном состоянии. Деталь необходимо дать остыть и стабилизироваться при комнатной температуре, прежде чем проводить какие-либо критические измерения.
Неадекватное крепление
Мягкость ПТФЭ делает его очень восприимчивым к сдавливанию или деформации под давлением зажима. Чрезмерное затягивание тисков приведет к искажению исходного материала, и любые обработанные на нем элементы будут неточными после снятия давления. Крепление должно быть надежным, но не должно деформировать заготовку.
Плохая эвакуация стружки
Мягкая, волокнистая стружка, образующаяся при обработке ПТФЭ, может легко намотаться на режущий инструмент и шпиндель. Такое «набивание стружки» увеличивает трение, генерирует больше тепла и может серьезно повредить чистоту поверхности детали. Эффективный поток охлаждающей жидкости необходим для удаления этой стружки из зоны резания.
Выбор правильного подхода в зависимости от цели
Ваша стратегия обработки должна адаптироваться в зависимости от наиболее критичного требования к конечному компоненту.
- Если ваш основной фокус — точность размеров: Отдавайте предпочтение интенсивному охлаждению с помощью затопленного охлаждения или пистолета с холодным воздухом и дайте детали полностью нормализоваться до комнатной температуры, прежде чем проводить окончательные измерения.
- Если ваш основной фокус — чистота поверхности: Используйте чрезвычайно острые, полированные инструменты с высоким положительным углом наклона и обеспечьте постоянную смазку для достижения чистого действия срезания, а не размазывания.
- Если ваш основной фокус — скорость производства: Тщательно оптимизируйте скорости и подачи; быстрее — не всегда лучше, если это приводит к избыточному теплу, которое портит деталь и требует доработки.
Освоение обработки ПТФЭ сводится к одному принципу: контролируйте тепло, и вы будете контролировать деталь.
Сводная таблица:
| Проблема | Причина | Решение |
|---|---|---|
| Неточность размеров | Высокое тепловое расширение из-за тепла резания | Интенсивное охлаждение; дать детали нормализоваться до комнатной температуры |
| Плохая чистота поверхности | Размягчение и «липкость» из-за тепла | Острые, полированные инструменты; постоянная смазка |
| Деформация детали | Низкая жесткость и плохое крепление | Надежное, не деформирующее крепление |
| Набивание стружки | Мягкая, волокнистая стружка наматывается на инструмент | Эффективный поток охлаждающей жидкости для эвакуации стружки |
Испытываете трудности с соблюдением жестких допусков на ваших деталях из ПТФЭ? Эксперты KINTEK понимают точное управление температурой, необходимое для обработки уплотнений, футеровок и лабораторного оборудования из ПТФЭ. Мы специализируемся на изготовлении на заказ от прототипов до крупносерийного производства для полупроводниковой, медицинской и лабораторной отраслей. Позвольте нам применить наш опыт точного производства к вашему проекту.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши конкретные требования и получить расчет!
Визуальное руководство
Связанные товары
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Высокопроизводительная спиральная трубная арматура из PFA и услуги по индивидуальному изготовлению изделий из PTFE со сварными фитингами и прецизионными гнутыми компонентами
- Изготовление на заказ деталей из тефлона для тефлоновых контейнеров и компонентов
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
Люди также спрашивают
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение
- Каковы основные свойства химической стойкости лабораторного оборудования из ПТФЭ? Непревзойденная чистота и инертность
- Какие виды готовой продукции производятся из ПТФЭ? Уплотнения, подшипники, лабораторная посуда и многое другое
- Какой материал используется для формования лабораторной посуды из ПТФЭ? Критическая роль чистого ПТФЭ-порошка
- Как PTFE соотносится с полиэтиленом (PE) с точки зрения химической стойкости и термостойкости? Выберите правильный полимер для экстремальных условий



















