Для успешной механической обработки ПТФЭ необходимо фундаментально изменить подход, используемый для металлов. Успех требует исключительно острого инструмента, высоких скоростей подачи для минимизации теплопередачи, чрезвычайно низкого давления зажима для предотвращения деформации и активного использования охлаждающей жидкости для управления значительным тепловым расширением материала.
Центральная проблема при обработке ПТФЭ — это не сам рез, материал мягкий и легко режется. Настоящая трудность заключается в контроле реакции материала на тепло и давление для поддержания точности размеров и получения чистой поверхности.

Основная проблема: Уникальные свойства материала ПТФЭ
Прежде чем настраивать параметры станка, вы должны понять, почему ПТФЭ (Политетрафторэтилен) ведет себя именно так. Его свойства требуют уникальной стратегии, которая отдает приоритет точности, а не силе.
Высокое тепловое расширение
ПТФЭ имеет один из самых высоких коэффициентов теплового расширения среди пластмасс. Даже небольшое количество тепла, выделяемого при резке, приведет к значительному расширению детали.
Это расширение является главным врагом жестких допусков. Деталь, обработанная по спецификации в теплом состоянии, будет иметь меньший размер после остывания до температуры окружающей среды.
Низкая теплопроводность
Усугубляет проблему то, что ПТФЭ является отличным теплоизолятором. Тепло, вносимое режущей кромкой, быстро не рассеивается по всему материалу.
Вместо этого тепло концентрируется именно в месте реза, что приводит к локальному плавлению, образованию липкой стружки и плохому качеству поверхности, если этим не управлять должным образом.
Мягкость и ползучесть под нагрузкой
ПТФЭ — исключительно мягкий материал, который деформируется или «течет» под постоянным давлением.
Стандартное давление зажима, используемое для металлов, сожмет заготовку из ПТФЭ. Когда деталь освобождается от приспособления, она отпружинит, что приведет к получению детали с неточной геометрией.
Оптимизация параметров обработки
Ваше режущее оборудование и настройки станка должны быть выбраны специально для противодействия сложным свойствам ПТФЭ. Цель всегда состоит в том, чтобы получить чистую стружку с минимальным подводом тепла и прогибом детали.
Выбор и геометрия инструмента
Ваши режущие инструменты должны быть безупречно острыми. Заточенная, отполированная режущая кромка является обязательным условием для чистого среза материала, а не для его проталкивания.
Твердосплавные инструменты настоятельно рекомендуются благодаря их способности сохранять острую кромку и минимизировать тепло трения. Убедитесь, что инструменты имеют достаточные углы заднего и бокового освобождения для уменьшения трения.
Скорости резания
Безопасной отправной точкой являются умеренные скорости резания, обычно в диапазоне от 200 до 500 футов в минуту (SFPM).
Слишком высокая скорость вызывает чрезмерное тепловыделение, в то время как слишком низкая скорость может привести к тому, что инструмент будет тереться, а не резать. Ключ в том, чтобы найти золотую середину, которая дает чистую стружку без перегрева детали.
Скорости подачи
Как правило, предпочтительны высокие скорости подачи, часто в диапазоне от 0,002 до 0,010 дюйма на оборот.
Более высокая скорость подачи перемещает режущую кромку через материал быстро, минимизируя время, доступное для передачи тепла в заготовку. Для тонкой чистовой обработки может потребоваться уменьшить скорость подачи для лучшего контроля.
Глубина резания
Используйте небольшую глубину резания. Хорошее эмпирическое правило — не превышать одну треть диаметра вашего режущего инструмента. Это снижает силы резания и минимизирует тепловыделение за один проход.
Критические элементы управления процессом
То, как вы обращаетесь с материалом до и во время резки, так же важно, как и используемые вами скорости и подачи.
Активное управление теплом
Использование охлаждающей жидкости или смазки является обязательным для большинства операций по обработке ПТФЭ. Система подачи охлаждающей жидкости под напором очень эффективна для гашения тепла в точке реза и смывания стружки.
Это самый эффективный способ контролировать тепловое расширение и предотвратить слипание материала.
Приспособления и давление зажима
Прикладывайте абсолютно минимальное давление зажима, необходимое для надежного удержания заготовки. Используйте приспособления с большой площадью поверхности для распределения силы зажима и предотвращения искажения детали.
Чрезмерное затягивание — распространенная и критическая ошибка, которая гарантирует неточность размеров. Всегда избегайте чрезмерного давления и вибрации.
Удаление стружки (свафа)
Обеспечьте непрерывное и эффективное удаление стружки (свафа). Горячая стружка, остающаяся на поверхности детали, будет передавать тепло обратно в нее, сводя на нет ваши усилия по ее охлаждению.
Распространенные ошибки, которых следует избегать
Понимание рисков и распространенных ошибок имеет решающее значение для стабильного успеха.
Миф о «легкой» обработке
Хотя ПТФЭ мягок и требует небольшой мощности для резки, это один из самых сложных для обработки полимеров с жесткими допусками. Его свойства не прощают плохой техники.
Риск перегрева
Если вы видите плохую, рваную поверхность или обнаруживаете, что стружка липкая и прилипает к инструменту, ваш процесс генерирует слишком много тепла. Это немедленный признак того, что вам необходимо скорректировать скорость, подачу или подачу охлаждающей жидкости.
Меры предосторожности в отношении здоровья и безопасности
Обработка ПТФЭ может производить мелкие частицы пыли. Критически важной мерой безопасности является ношение маски или обеспечение выполнения работы под охлаждающей жидкостью для предотвращения вдыхания этой пыли.
Принятие правильного решения для вашей цели
Ваш конкретный подход может потребовать небольших корректировок в зависимости от основной цели вашего компонента.
- Если ваш основной фокус — жесткие допуски (+/- 0,002"): Ставьте тепловую стабильность превыше всего, используя обильное охлаждение под напором и позволяя детали нормализоваться до комнатной температуры, прежде чем проводить окончательные измерения.
- Если ваш основной фокус — превосходная чистота поверхности: Используйте совершенно новые или недавно заточенные твердосплавные инструменты с высокополированной режущей кромкой и рассмотрите возможность более медленного, легкого чистового прохода.
- Если ваш основной фокус — скорость производства: Максимизируйте скорости подачи и убедитесь, что ваши системы охлаждения и удаления стружки достаточно надежны, чтобы поддерживать зону резания чистой и прохладной.
В конечном счете, овладение обработкой ПТФЭ заключается в уважении его уникальных свойств и адаптации вашего процесса для работы с материалом, а не против него.
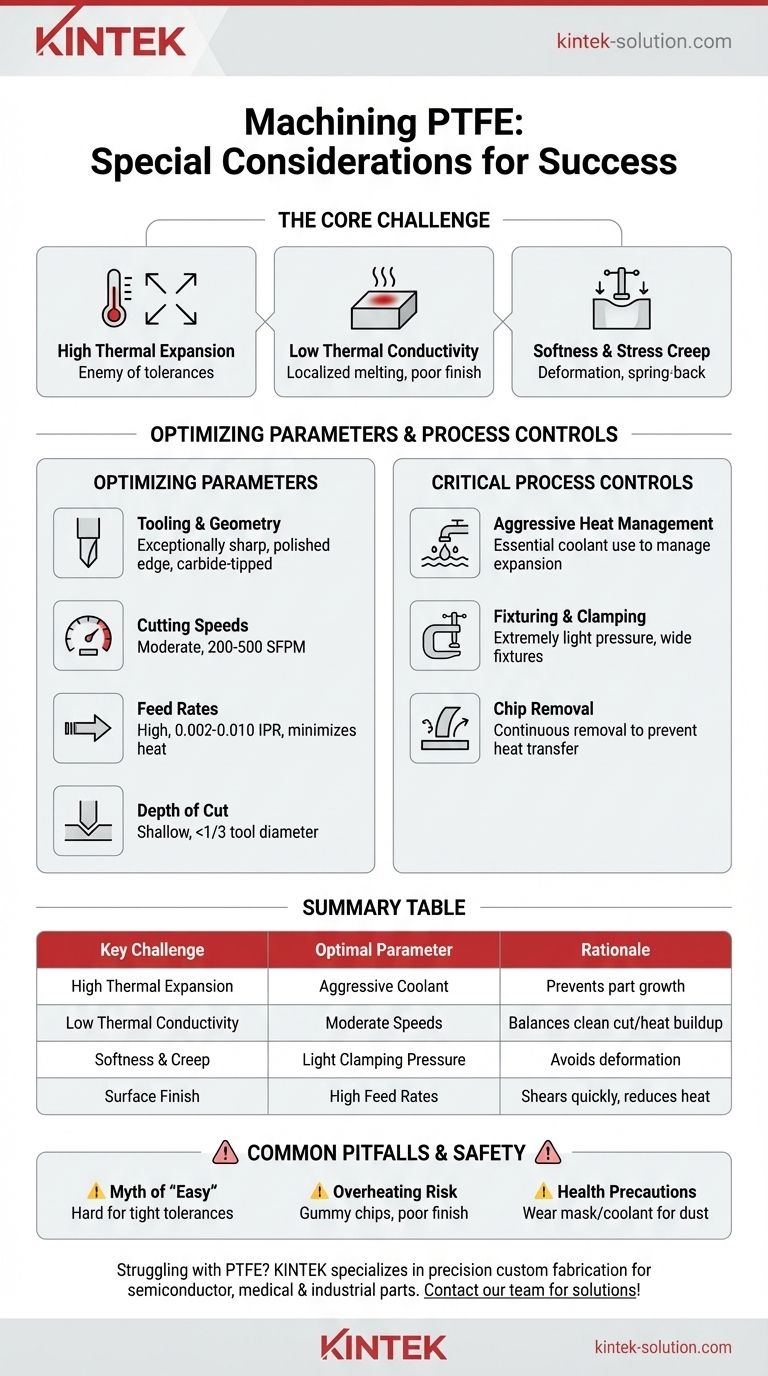
Сводная таблица:
| Ключевая проблема | Оптимальный параметр | Обоснование |
|---|---|---|
| Высокое тепловое расширение | Активная охлаждающая жидкость | Предотвращает рост детали и обеспечивает стабильность размеров после охлаждения. |
| Низкая теплопроводность | Умеренные скорости (200-500 SFPM) | Балансирует чистое резание с минимальным накоплением тепла на кромке инструмента. |
| Мягкость и ползучесть | Низкое давление зажима | Позволяет избежать деформации детали и ее отскока для точных конечных размеров. |
| Чистота поверхности | Высокие скорости подачи (0,002-0,010 IPR) | Быстро срезает материал, уменьшая теплопередачу и липкость. |
Испытываете трудности с точностью или чистотой поверхности деталей из ПТФЭ? KINTEK специализируется на прецизионной обработке компонентов из ПТФЭ, таких как уплотнения, футеровки и лабораторная посуда для полупроводниковой, медицинской и промышленной отраслей. Наш опыт в изготовлении на заказ — от прототипов до крупносерийных заказов — гарантирует, что ваши детали соответствуют жестким допускам и превосходному качеству поверхности. Свяжитесь с нашей командой сегодня, чтобы обсудить ваш проект и использовать наши индивидуальные решения для надежных, высокопроизводительных деталей из ПТФЭ!
Визуальное руководство
Связанные товары
- Резак для квадратных мембран и устройство для аликвотирования фильтров из высокочистого ПТФЭ для следового анализа и применений в чистых помещениях лабораторий
- Реакционный сетчатый фильтр из ПТФЭ для высоких температур с настраиваемыми слоями и точными размерами пор для устройств разделения проб с резьбовым соединением
- Коррозионностойкая мешалка из ПТФЭ и настраиваемый диспергирующий диск из политетрафторэтилена
- Коррозионностойкий диспергирующий диск из ПТФЭ и высокотемпературная мешальная лопасть с пропеллером для лабораторного перемешивания химических реактивов
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
Люди также спрашивают
- Как контролируется размер пор и проницаемость мембраны из ПТФЭ в процессе растяжения? Руководство по экспертному контролю
- В чем преимущества производительности фильтрующих мембран из ПТФЭ по сравнению с глубинными фильтрами? Повышение чистоты и эффективности работы лаборатории
- Как гидрофобность мембран из политетрафторэтилена (ПТФЭ) улучшает эффективность фильтрации воздуха и газа?
- Каков химический состав и термостойкость фильтрующих мембран из ПТФЭ? Основные характеристики для лабораторий
- Какие типы режущих инструментов рекомендуются для обработки ПТФЭ? Обеспечение чистого реза и жестких допусков



















