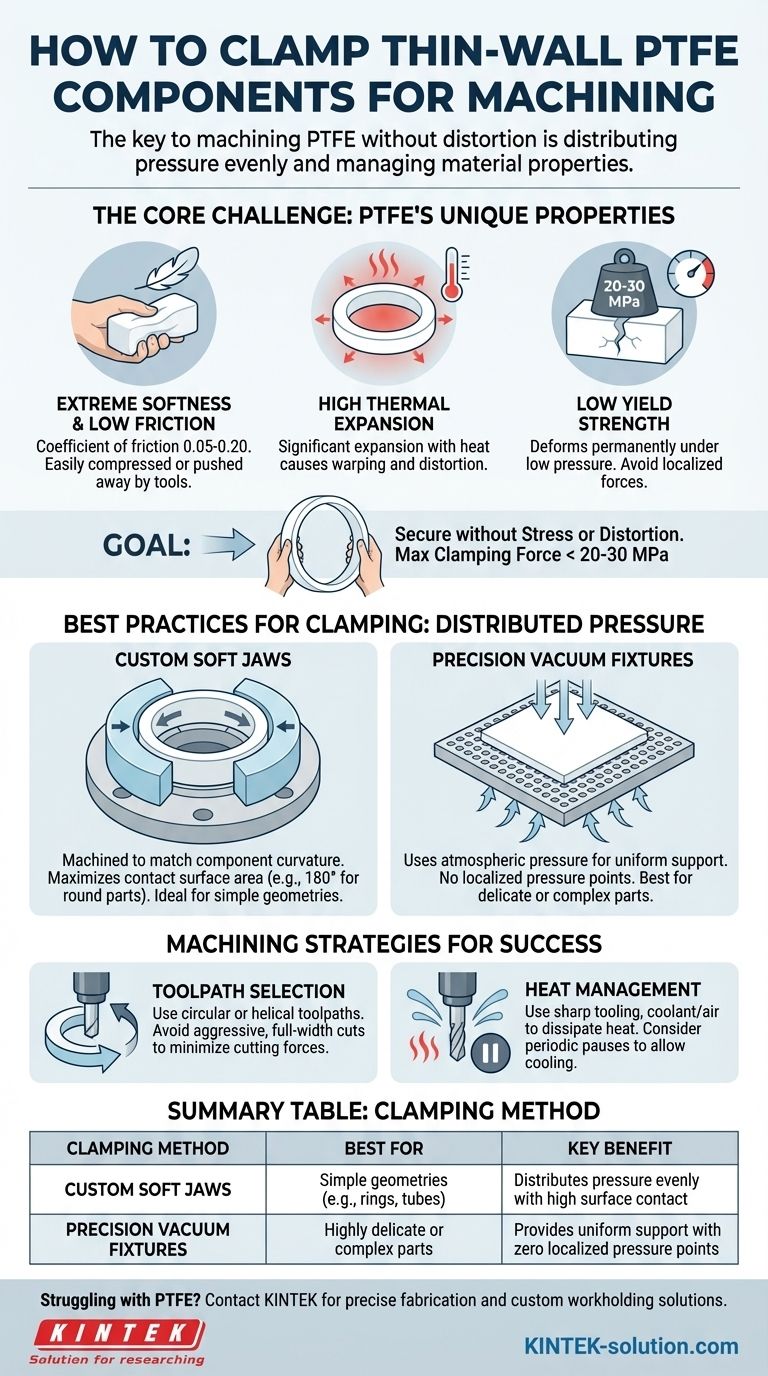
Для правильного зажима тонкостенных деталей из ПТФЭ необходимо использовать метод, который равномерно распределяет давление по большой площади поверхности. Лучшими вариантами являются изготовленные на заказ мягкие губки или прецизионные вакуумные приспособления. Цель состоит в том, чтобы приложить силу зажима значительно ниже предела текучести ПТФЭ, составляющего 20–30 МПа, чтобы предотвратить любую деформацию, обеспечивая при этом надежную фиксацию детали.
Ключ к обработке тонкостенного ПТФЭ заключается в признании того, что успешная фиксация детали — это лишь часть уравнения. Вы должны принять целостную стратегию, которая учитывает присущую материалу мягкость, низкое трение и высокое тепловое расширение, чтобы предотвратить искажение как от давления зажима, так и от сил резания.

Основная проблема: Уникальные свойства ПТФЭ
Понимание Политетрафторэтилена (ПТФЭ) — первый шаг к его успешной обработке. Его свойства делают его очень востребованным для многих применений, но также создают специфические проблемы при изготовлении.
Чрезвычайная мягкость и низкое трение
ПТФЭ — исключительно мягкий и скользкий материал с коэффициентом трения от 0,05 до 0,20. Это означает, что его можно легко сжать, деформировать или сдвинуть режущими инструментами, если он не будет должным образом поддержан.
Высокое тепловое расширение
Материал значительно расширяется и сжимается при изменении температуры. Тепло, выделяющееся при обработке, может легко вызвать коробление или деформацию тонких стенок, что нарушит точность размеров.
Низкий предел текучести
Предел текучести — это точка, при которой материал начинает необратимо деформироваться. Низкий предел текучести ПТФЭ (20–30 МПа) означает, что даже умеренное локализованное давление зажима от стандартных жестких губок его раздавит.
Лучшие практики для фиксации и зажима
Основная цель любой стратегии зажима для ПТФЭ — надежно зафиксировать заготовку, не вызывая при этом напряжения или искажения. Это требует отказа от высоконапорного, локализованного зажима.
Принцип распределенного давления
Вместо того чтобы сдавливать материал, ваша фиксация должна его обхватывать. Сила должна быть распределена по максимально возможной площади поверхности, чтобы давление в любой отдельной точке было минимальным.
Использование мягких губок
Мягкие губки, обычно изготовленные из алюминия, являются наиболее распространенным решением. Их следует обрабатывать так, чтобы они точно соответствовали кривизне детали, обеспечивая контакт на 180 градусов для круглых деталей. Это максимизирует площадь поверхности и равномерно распределяет нагрузку.
Применение вакуумных приспособлений
Для самых деликатных или сложных тонкостенных деталей прецизионное вакуумное приспособление является превосходным выбором. Этот метод использует атмосферное давление для удержания детали на идеально плоской или изготовленной на заказ поверхности, обеспечивая совершенно однородную поддержку без локализованных точек давления.
Помимо зажима: Стратегии обработки для успеха
Эффективный зажим имеет решающее значение, но он не сработает, если сам процесс обработки вызовет чрезмерное напряжение. Ваша стратегия резания должна быть разработана с учетом деликатного характера материала.
Выбор траектории инструмента
Избегайте агрессивных врезаний на полную ширину, которые задействуют весь диаметр инструмента. Вместо этого используйте круговые или винтовые траектории инструмента, чтобы аккуратно снимать материал. Этот подход минимизирует силы резания и уменьшает вибрацию на тонких участках.
Управление теплом имеет решающее значение
Вы должны любой ценой предотвратить накопление тепла. Используйте острый инструмент для уменьшения трения, применяйте охлаждающую жидкость или сжатый воздух для рассеивания тепла и рассмотрите периодические паузы в траектории инструмента, чтобы материал остыл и стабилизировался.
Понимание компромиссов
Обработка тонкостенного ПТФЭ представляет собой тонкий баланс. Слишком сильное давление в какой-либо одной области приведет к неудаче.
Чрезмерный зажим против проскальзывания детали
Основной конфликт заключается в том, чтобы зафиксировать деталь достаточно прочно, чтобы она не двигалась, но при этом быть настолько нежной, чтобы не деформировать ее. Это требует осторожного ощущения и приспособлений, которые обеспечивают широкую поддержку, а не грубую силу.
Скорость обработки против термической стабильности
Агрессивные подачи и скорости могут показаться эффективными, но они генерируют избыточное тепло, которое приведет к короблению детали. Для поддержания точности размеров на тонких участках необходим более медленный, более обдуманный подход.
Сложность приспособления против геометрии детали
Простое кольцо может быть идеально обработано с помощью хорошо изготовленных мягких губок. Однако более сложную или тонкую деталь может быть невозможно удержать без изготовленного на заказ вакуумного приспособления, что значительно увеличивает время и стоимость настройки.
Сделайте правильный выбор для вашей цели
Ваша стратегия фиксации должна определяться геометрией детали и вашей основной целью.
- Если ваша основная цель — предотвратить деформацию простых форм: Изготовленные на заказ расточенные мягкие губки, которые максимизируют контакт с поверхностью, являются наиболее практичной и эффективной отправной точкой.
- Если ваша основная цель — обработка очень деликатных или сложных деталей: Прецизионное вакуумное приспособление является самым надежным методом обеспечения однородной поддержки без напряжения.
- Если ваша основная цель — достижение общей надежности процесса: Сочетайте выбранный метод зажима с траекториями инструмента с низким уровнем напряжения и активным управлением температурой для обеспечения успеха.
В конечном счете, овладение обработкой тонкостенного ПТФЭ достигается за счет обращения с материалом с изяществом, а не с силой.
Сводная таблица:
| Метод зажима | Лучше всего подходит для | Ключевое преимущество |
|---|---|---|
| Заказные мягкие губки | Простые геометрии (например, кольца, трубки) | Равномерно распределяет давление с высоким контактом с поверхностью |
| Прецизионные вакуумные приспособления | Очень деликатные или сложные детали | Обеспечивает однородную поддержку без локализованных точек давления |
Испытываете трудности с обработкой тонкостенного ПТФЭ без деформации? KINTEK специализируется на прецизионном изготовлении компонентов из ПТФЭ для полупроводниковой, медицинской и лабораторной промышленности. Наш опыт в изготовлении заказных приспособлений и обработке с низким уровнем напряжения гарантирует, что ваши деликатные детали будут надежно закреплены и обработаны в соответствии с точными спецификациями, от прототипов до крупносерийных заказов.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваш проект и получить ценовое предложение.
Визуальное руководство
Связанные товары
- Кислотостойкое зажимное устройство для тестирования кнопочных элементов PTFE с возможностью индивидуальной механической обработки Высокая чистота Электрохимический зажим для тестирования
- Коррозионностойкие зажимы для тестирования батарей-таблеток из ПТФЭ и кислотостойкие заказные фторполимерные крепления для батарей
- Держатель фильтрующей мембраны из ПТФЭ для фильтрации хлористого водорода и воды, зажим для экологического отбора проб 90 мм, настраиваемый
- Настраиваемая теплоизоляционная пластина из ПТФЭ, устойчивая к высоким температурам и коррозии, лабораторная подставка, многоуровневая многоярусная стойка
- Индивидуальная делительная воронка из ПТФЭ с постоянным давлением, устойчивая к коррозии, с низким фоном для колб PFA
Люди также спрашивают
- Как работают зажимы для аккумуляторов из ПТФЭ в специализированных системах? Повышение точности и долговечности в агрессивных средах
- Каковы преимущества использования батарейных зажимов из ПТФЭ в плане электроизоляции и целостности сигнала? Обеспечьте точность данных.
- В каких промышленных производственных условиях используются зажимы или приспособления для аккумуляторов из ПТФЭ? Оптимизация производства аккумуляторов.
- Каков температурный рабочий диапазон зажимов для аккумуляторов из ПТФЭ в электрохимических исследованиях? Стабильность от -200°C до +260°C
- Каковы характеристики электрической изоляции материала ПТФЭ (PTFE), используемого в зажимах для аккумуляторов? Обеспечение точности и безопасности



















