Успешная обработка политетрафторэтилена (ПТФЭ) требует особого подхода, который значительно отличается от работы с металлами или более твердыми пластиками. Ключевые аспекты включают управление его уникальными свойствами материала посредством специализированного выбора инструмента, оптимизированных параметров станка, тщательного закрепления заготовки и пост-обработочных соображений для контроля его присущей нестабильности.
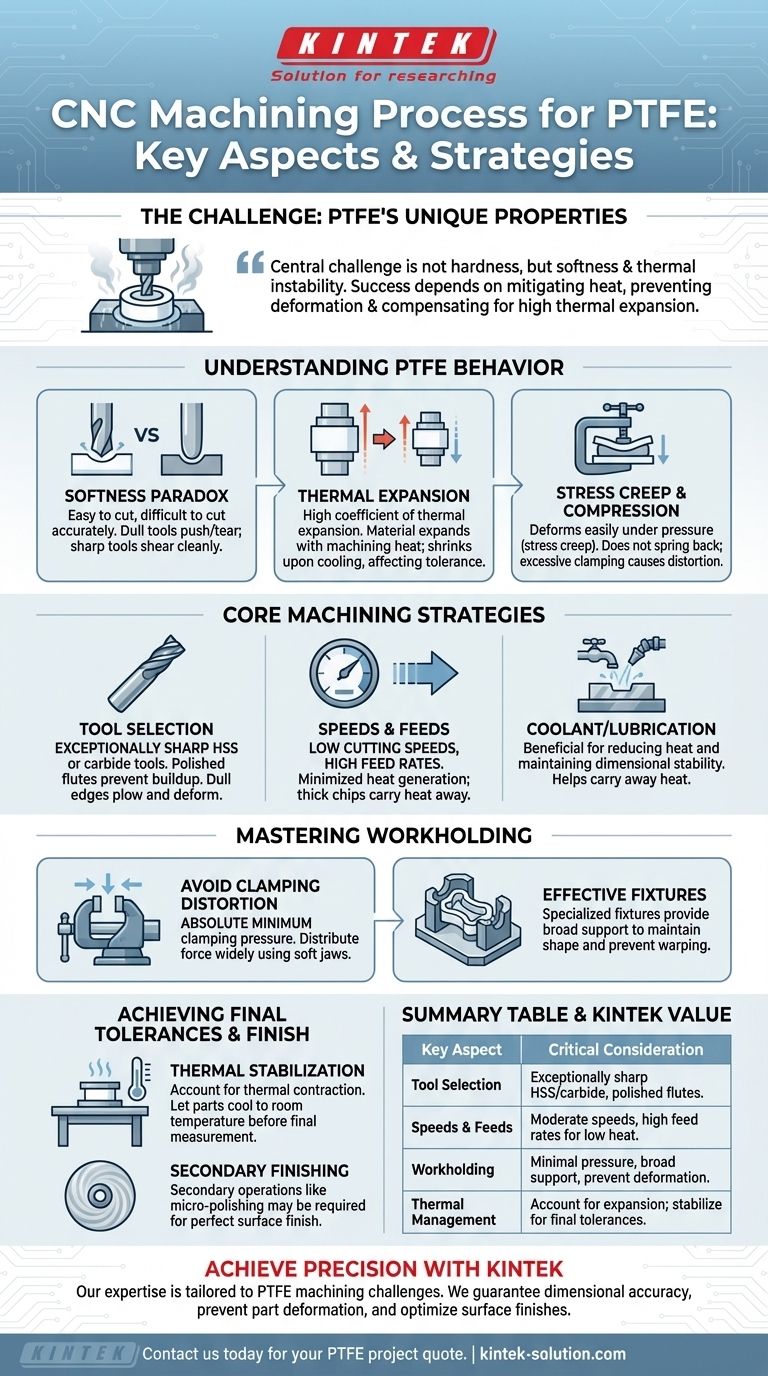
Главная проблема при обработке ПТФЭ заключается не в его твердости, а в его мягкости и термической нестабильности. Успех полностью зависит от снижения тепловыделения, предотвращения деформации от зажимных усилий и компенсации его высокого термического расширения для достижения точности размеров.

Понимание уникального поведения ПТФЭ при обработке
Чтобы эффективно обрабатывать ПТФЭ, вы должны сначала понять его основные свойства. Его характеристики представляют собой парадокс: его легко резать, но трудно резать точно.
Парадокс мягкости
Мягкость ПТФЭ и очень низкий коэффициент трения означают, что режущие инструменты проходят через него с небольшим сопротивлением.
Однако эта же мягкость означает, что материал может легко быть продавлен или разорван тупым инструментом, а не чисто срезан, что приводит к плохой чистоте поверхности.
Проблема термического расширения
ПТФЭ обладает очень высоким коэффициентом термического расширения. Даже минимальное тепло, выделяющееся во время обработки, приведет к значительному расширению материала.
По мере остывания деталь будет сжиматься, что означает, что деталь, которая идеально соответствовала спецификации на станке, может оказаться меньше после стабилизации до комнатной температуры.
Проблема ползучести и сжатия под напряжением
Этот материал легко деформируется под давлением и не возвращается к своей первоначальной форме. Это известно как ползучесть под напряжением.
Чрезмерное давление зажима в тисках или приспособлении сожмет материал, что приведет к неточным размерам и потенциальному искривлению детали после ее освобождения.
Основные стратегии и параметры обработки
Успешный процесс обработки ПТФЭ строится на основе контроля тепла и физических сил.
Выбор инструмента: Острота не подлежит обсуждению
Ваши режущие инструменты должны быть исключительно острыми, с полированными канавками для предотвращения налипания материала. Эффективны как быстрорежущие стали (HSS), так и твердосплавные инструменты.
Тупая кромка будет проталкивать материал вместо того, чтобы резать его, генерируя избыточное тепло и деформируя деталь.
Скорости и подачи: Подход с низким тепловыделением
Используйте умеренные или низкие скорости резания, чтобы минимизировать тепловыделение. Высокие обороты быстро приведут к нагреву материала, его расширению и неспособности удерживать допуск.
Применяйте высокую подачу и относительно небольшую глубину резания. Это создает более толстую стружку, которая отводит тепло от заготовки и гарантирует, что инструмент постоянно режет свежий материал.
Роль охлаждающей жидкости и смазки
Хотя это не всегда требуется, использование смазки или охлаждающей жидкости может быть полезным.
Его основное назначение — уменьшать и отводить тепло, помогая поддерживать стабильность размеров заготовки во время операции резания.
Освоение закрепления и фиксации заготовки
Способ закрепления заготовки из ПТФЭ является одним из наиболее критических факторов успеха. Неправильное крепление является основной причиной брака деталей.
Предотвращение деформации при зажиме
Используйте абсолютно минимальное давление зажима, необходимое для надежного удержания детали. Чрезмерное затягивание неизбежно сожмет и деформирует заготовку.
Распределяйте силу зажима по широкой поверхности, используя мягкие губки или специальные приспособления, чтобы избежать создания точек давления, которые могут необратимо деформировать материал.
Разработка эффективных приспособлений
Для сложных деталей рассмотрите специализированные приспособления, разработанные для мягких материалов. Эти приспособления должны обеспечивать широкую поддержку по всей детали, чтобы сохранить ее форму и предотвратить деформацию во время обработки.
Достижение окончательных допусков и чистоты поверхности
Заключительные этапы имеют решающее значение для обеспечения соответствия детали требуемым спецификациям после ее снятия со станка.
Учет изменений после обработки
Для достижения жестких допусков необходимо учитывать термическое сжатие. Часто необходимо дать детали остыть и стабилизироваться до комнатной температуры, прежде чем проводить окончательное измерение или чистовую обработку.
Вторичные операции по чистовой обработке
Мягкость ПТФЭ может затруднить достижение идеально гладкой поверхности непосредственно после обработки. Для соответствия конкретным требованиям к чистоте поверхности могут потребоваться вторичные процессы, такие как микрополировка.
Как применить это к вашему проекту
Ваша конкретная стратегия обработки должна определяться наиболее критическим результатом вашего проекта.
- Если ваша основная цель — достижение жестких допусков размеров: Ваша стратегия должна основываться на агрессивном управлении теплом и позволении детали стабилизироваться перед окончательным измерением.
- Если ваша основная цель — превосходная чистота поверхности: Используйте исключительно острые, полированные инструменты с большим положительным передним углом и планируйте возможные вторичные операции по чистовой обработке.
- Если ваша основная цель — предотвращение деформации детали: Разработайте приспособления, которые обеспечивают широкую, мягкую поддержку, и обучите операторов использовать абсолютно минимальное необходимое давление зажима.
Уважая уникальные свойства ПТФЭ, а не борясь с ними, вы можете последовательно достигать точных и надежных результатов.
Сводная таблица:
| Ключевой аспект | Критическое соображение |
|---|---|
| Выбор инструмента | Исключительно острые инструменты из HSS или твердого сплава с полированными канавками. |
| Скорости и подачи | Умеренные скорости, высокие подачи для минимизации тепловыделения. |
| Закрепление заготовки | Минимальное давление зажима с широкой поддержкой для предотвращения деформации. |
| Термическое управление | Учитывайте высокое термическое расширение; дайте деталям стабилизироваться для окончательных допусков. |
Достигайте прецизионно обработанных компонентов из ПТФЭ с KINTEK.
Наш опыт специально адаптирован к уникальным проблемам обработки ПТФЭ, тефлона® и других высокоэффективных полимеров. Мы понимаем, что успех зависит от управления мягкостью и термическим расширением для соответствия вашим точным спецификациям для уплотнений, вкладышей, лабораторной посуды и нестандартных деталей.
Мы обеспечиваем ценность за счет:
- Гарантии точности размеров: Наши специализированные процессы учитывают свойства ПТФЭ для обеспечения соответствия ваших деталей жестким допускам.
- Предотвращения деформации деталей: Мы используем индивидуальные приспособления и точные методы закрепления заготовок, чтобы избежать ползучести под напряжением и коробления.
- Оптимизации чистоты поверхности: От первоначальной обработки до вторичной полировки мы достигаем качества поверхности, требуемого вашим применением.
Независимо от того, нужны ли вам прототипы или крупносерийное производство для полупроводниковой, медицинской или лабораторной промышленности, доверьтесь KINTEK для обеспечения точности и надежности.
Свяжитесь с нами сегодня, чтобы обсудить ваш проект по обработке ПТФЭ и получить коммерческое предложение.
Визуальное руководство
Связанные товары
- Индивидуальное лабораторное оборудование из ПТФЭ, устойчивое к коррозии, реакционные ячейки с низким фоном, прецизионное изготовление методом ЧПУ
- Коническая пробоотборная ячейка из фторированного полимера по индивидуальному заказу с механической обработкой PTFE, коррозионностойкий треугольный контейнер для трассировочного анализа
- Фильтр из высокочистого ПТФЭ с соединениями клапанов из ПФА и интегрированным ситом для обработки агрессивных жидкостей
- Квадратный резервуар из ПТФЭ высокой чистоты, изготовленный на заказ, для полупроводникового вымачивания, кислотной очистки, коррозионностойкий фильтрационный бак из фторполимера
- Настраиваемые скребки и лопаты из ПТФЭ для сложных задач
Люди также спрашивают
- Каков рабочий температурный диапазон лабораторной посуды из ПТФЭ? Освоение термических пределов от -200°C до +260°C
- Какие виды готовой продукции производятся из ПТФЭ? Уплотнения, подшипники, лабораторная посуда и многое другое
- Как PTFE соотносится с полиэтиленом (PE) с точки зрения химической стойкости и термостойкости? Выберите правильный полимер для экстремальных условий
- Каковы основные методы изготовления лабораторного оборудования из ПТФЭ? Экспертный взгляд на инженерию фторполимеров
- Какие варианты кастомизации доступны для материалов из ПТФЭ? Настройте производительность под ваше применение



















