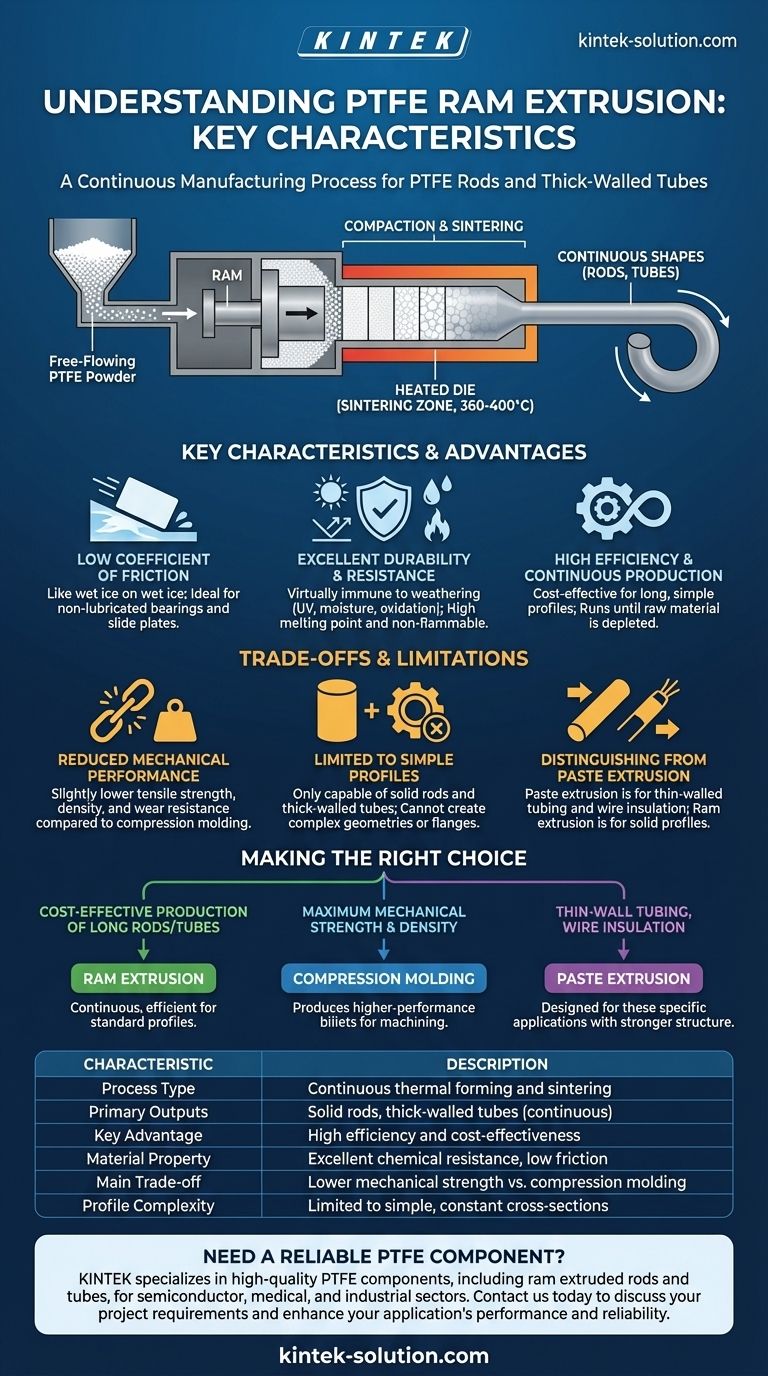
По сути, плунжерная экструзия ПТФЭ — это непрерывный производственный процесс, в котором возвратно-поступательный плунжер используется для уплотнения сыпучего порошка ПТФЭ и проталкивания его через нагретую фильеру. Этот метод одновременно формирует и спекает материал, что делает его очень эффективным для производства длинных, простых форм, таких как сплошные стержни и толстостенные трубы.
Основной компромисс плунжерной экструзии — это эффективность по сравнению с производительностью. Хотя это отличный метод для экономичного, непрерывного производства стандартных профилей из ПТФЭ, получаемые детали обычно имеют более низкие механические свойства, чем те, которые производятся пакетными процессами, такими как компрессионное формование.

Механика плунжерной экструзии
Чтобы понять характеристики ее продукции, вы должны сначала понять сам процесс. Плунжерная экструзия — это уникальный процесс термического формования, управляемый несколькими ключевыми принципами.
Материал: сыпучий порошок
Процесс начинается с определенного сорта ПТФЭ, известного как сыпучая или предварительно спеченная смола. В отличие от мелкодисперсных порошков, используемых в других методах, этот гранулированный материал равномерно поступает в машину без необходимости использования технологических добавок или смазочных материалов.
Процесс: уплотнение и спекание
Гидравлический или пневматический плунжер работает циклически, уплотняя небольшую порцию порошка при каждом прямом ходе. Это действие постепенно проталкивает всю колонну материала через длинную нагретую трубку фильеры.
Фильера нагревается до температуры спекания ПТФЭ (около 360-400°C). По мере прохождения уплотненного порошка через эту зону частицы сплавляются вместе, образуя прочный, однородный профиль, который выходит из машины.
Выход: непрерывные формы
Основное преимущество этого метода заключается в его способности производить непрерывные, теоретически бесконечные длины простых цилиндрических профилей. Процесс продолжается до тех пор, пока в машине не закончится сырье, что позволяет создавать очень длинные стержни и трубы, что непрактично при использовании других методов.
Ключевые характеристики ПТФЭ, полученного методом плунжерной экструзии
Изделия, изготовленные методом плунжерной экструзии, наследуют фундаментальные свойства ПТФЭ, но метод производства придает им свои отличительные качества.
Низкий коэффициент трения
Экструдированные стержни и трубы из ПТФЭ обладают исключительно низким коэффициентом трения. Это свойство, часто сравниваемое с мокрым льдом на мокром льду, делает их идеальными для подшипников, скользящих пластин и других применений с низким коэффициентом трения, не требующих смазки.
Превосходная долговечность и стойкость
Как и все ПТФЭ, детали, полученные методом плунжерной экструзии, очень долговечны. Они практически невосприимчивы к атмосферным воздействиям, включая деградацию от УФ-излучения, окисления и влаги.
Они также обладают высокой температурой плавления и негорючи, что делает их пригодными для требовательных наружных, промышленных и долгосрочных применений.
Понимание компромиссов
Ни один производственный процесс не идеален для каждого применения. Объективность требует признания ограничений, присущих плунжерной экструзии.
Снижение механических характеристик
Наиболее существенным компромиссом является механическая прочность. По сравнению с деталями, изготовленными методом компрессионного формования, профили, полученные методом плунжерной экструзии, часто имеют несколько более низкую прочность на разрыв, плотность и износостойкость.
Циклическое уплотнение может привести к незначительным изменениям плотности по длине детали, что делает ее менее подходящей для наиболее критичных, высоконагруженных механических компонентов.
Ограничение простыми профилями
Плунжерная экструзия способна производить только простые формы с постоянным поперечным сечением. Она используется исключительно для сплошных стержней и толстостенных труб и не может создавать сложные геометрии, фланцы или замысловатые детали.
Отличие от пастообразной экструзии
Крайне важно не путать плунжерную экструзию с пастообразной экструзией. Пастообразная экструзия смешивает мелкодисперсный порошок ПТФЭ со смазкой для образования пасты, которая затем продавливается через фильеру для создания тонкостенных изделий, таких как изоляция проводов или химические шланги. Этот процесс создает более прочную, фибриллированную молекулярную структуру после выпекания смазки.
Правильный выбор для вашей цели
Выбор правильного производственного процесса имеет решающее значение для достижения желаемого баланса стоимости, производительности и форм-фактора.
- Если ваша основная цель — экономичное производство длинных стержней или толстостенных труб: Плунжерная экструзия является идеальным выбором благодаря ее непрерывному, эффективному характеру.
- Если ваша основная цель — максимальная механическая прочность и плотность материала: Вам следует выбрать ПТФЭ, полученный методом компрессионного формования, который производит более высокопроизводительные заготовки для механической обработки.
- Если ваша основная цель — создание тонкостенных трубок, изоляции проводов или гибких шлангов: Правильным процессом является пастообразная экструзия ПТФЭ, поскольку она предназначена для этих конкретных применений.
В конечном итоге, понимание этих отличительных характеристик позволяет вам выбрать процесс производства ПТФЭ, который точно соответствует требованиям вашего проекта по производительности и экономичности.
Сводная таблица:
| Характеристика | Описание |
|---|---|
| Тип процесса | Непрерывное термическое формование и спекание |
| Основные продукты | Сплошные стержни, толстостенные трубы (непрерывной длины) |
| Ключевое преимущество | Высокая эффективность и экономичность для простых профилей |
| Свойство материала | Превосходная химическая стойкость, низкое трение, негорючесть |
| Основной компромисс | Более низкая механическая прочность по сравнению с компрессионным формованием |
| Сложность профиля | Ограничено простыми формами с постоянным поперечным сечением |
Нужен надежный компонент из ПТФЭ для вашего применения?
В KINTEK мы специализируемся на производстве высококачественных компонентов из ПТФЭ, включая стержни и трубы, полученные методом плунжерной экструзии, для полупроводниковой, медицинской, лабораторной и промышленной отраслей. Наш опыт гарантирует, что вы получите правильный баланс производительности и экономической эффективности для ваших конкретных потребностей.
Независимо от того, требуется ли вам стандартный профиль или индивидуальное изготовление от прототипа до крупносерийного производства, мы уделяем приоритетное внимание точности и долговечности.
Свяжитесь с нами сегодня, чтобы обсудить требования вашего проекта и узнать, как решения KINTEK из ПТФЭ могут повысить производительность и надежность вашего приложения.
Визуальное руководство
Связанные товары
- Многослойное сито из коррозионностойкого ПТФЭ с резьбовыми соединениями для экстракции в биохимических лабораториях и настраиваемым размером ячеек
- Настраиваемые стержни из ПТФЭ для передовых промышленных применений
- ESP-образец твердого вещества из ПТФЭ высокой чистоты с настраиваемой длиной для лабораторной экстракции и химического анализа, зонд для отбора проб из политетрафторэтилена
- Бутыль для экстракции из ПТФЭ высокой чистоты с широким горлом, реактор большого объема для роторных мешалок
- Реакционная колба из ПТФЭ большой емкости 2 л с широким горлом, сосуд для экстракции из фторполимера, совместимый с ротационными мешалками
Люди также спрашивают
- С какими химическими веществами полностью совместимы фильтры из ПТФЭ? Откройте для себя непревзойденную химическую стойкость
- Почему фильтры из ПТФЭ (PTFE) выгодны для гравиметрического анализа? Достигните непревзойденной точности и прецизионности
- Каким образом гидрофобность фильтров из ПТФЭ (PTFE) приносит пользу при их использовании? Обеспечение бесперебойного потока газа и фильтрации растворителей
- Каковы основные преимущества фильтров из ПТФЭ? Обеспечьте непревзойденную химическую стойкость и чистоту
- Каковы основные области применения фильтров из ПТФЭ? Обеспечение чистой, стерильной фильтрации агрессивных химикатов



















